 Сверлильные патроны применяются для проведения сверления не только с помощью ручного инструмента — шуруповерта, перфоратора или дрели. Они для станка имеют европейские и российские стандарты. Изделия обязаны соответствовать по жесткости крепежа, радиальному биению, типоразмеру, которое требуется для выполнения сверления с учетом плотности материала и толщины сверла. Чем обрабатываемый материал жестче, тем больше на сверло нагрузка. Неверно выбранный патрон сможет повлечь поломку сверла.
Сверлильные патроны применяются для проведения сверления не только с помощью ручного инструмента — шуруповерта, перфоратора или дрели. Они для станка имеют европейские и российские стандарты. Изделия обязаны соответствовать по жесткости крепежа, радиальному биению, типоразмеру, которое требуется для выполнения сверления с учетом плотности материала и толщины сверла. Чем обрабатываемый материал жестче, тем больше на сверло нагрузка. Неверно выбранный патрон сможет повлечь поломку сверла.
Содержание
Общие сведения
Патроны разделяются на две основные группы по способу крепления на станке:
- резьбовое соединение со станком;
- с помощью конуса, который соответствует в станке крепежному отверстию для конусных креплений.
 Эти особенности обуславливают и отличия их внутреннего строения. Внешний конус Морзе обозначает, что и внутри находится конусное строение. Самозажимной патрон по размеру внутреннего конуса обязан в нормативных документах соответствовать стандартам. Маркировка имеет указания на ГОСТ, с учетом которых сделан патрон. Главные параметры указаны в документе 1979 года, дальнейшие могут иметь незначительные отклонения по допускам нижней границы зажима сверла и радиального биения.
Эти особенности обуславливают и отличия их внутреннего строения. Внешний конус Морзе обозначает, что и внутри находится конусное строение. Самозажимной патрон по размеру внутреннего конуса обязан в нормативных документах соответствовать стандартам. Маркировка имеет указания на ГОСТ, с учетом которых сделан патрон. Главные параметры указаны в документе 1979 года, дальнейшие могут иметь незначительные отклонения по допускам нижней границы зажима сверла и радиального биения.
Их выбор определяется с учетом необходимости проведения разных видов отверстий, самого держателя и удобства в работе с быстрой заменой инструмента. Конус Морзе, виды размеров по возможности зажима от наименьшего диаметра сверла до большего, наличие в конструкции ключа или стопорного и фиксирующего кольца для каждого типоразмера указаны в ГОСТе 8522−79.
Конструкция бывает:
- с фиксирующим для гайки кольцом либо без него;
- с зажимной гайкой;
- с ключом.
Нормативные документы не ограничивают усовершенствование и доработку внешних форм, самое важное, чтобы главные параметры соответствовали. Это дает возможность во время выбора сменной втулки или сверла добиться наиболее четкого крепления сверлильного инструмента. Лишь так можно не нарушить радиального допустимого биения. Несоответствие патрона и конуса сверла провидит к увеличению погрешности, это отрицательно отражается на конечном результате работы.
Патроны для сверления бывают:
- прецизионными;
- быстрозажимными (самозажимными);
- быстросменными;
- трехкулачковыми.
Применение патронов
Сверлильные элементы используются для крепления и зажима несимметричных сложных заготовок нецилиндрической и цилиндрической формы. Причем отличают самоцентрирующиеся патроны для деталей, которые имеют осесимметричную форму, и изделия с независимыми кулачками, которые используются для несимметричных.
-
 Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком. - Конусообразные переходные втулки — применяются для закрепления устройства с хвостовиком в форме конуса, когда номер хвостовика конуса изделия не соответствует в шпинделе агрегата номеру конуса.
- Быстросменные — используются для быстрой смены режущего механизма в процессе обработки, что повышает производительность и сокращает время работы во время изготовления отверстий.
- Самоустанавливающиеся — применяются во время изготовления предварительно сделанных отверстий, дают возможность по оси обтачивающего отверстия центрировать агрегат.
 Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.Классификация сверлильных патронов
Существуют следующие виды:
 Патрон сверлильный: виды, особенности, предназначение
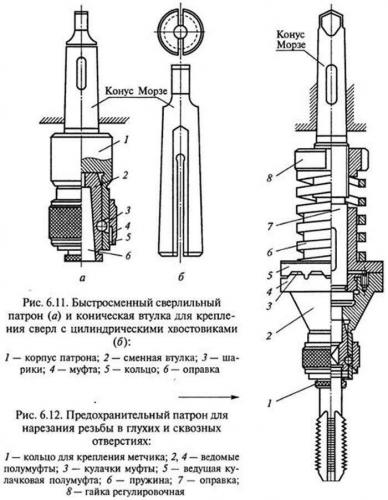
Патрон сверлильный: виды, особенности, предназначение- Предохранительный — для нарезания резьбы в сквозных и глухих отверстиях. Он состоит из ведомых полумуфт, кулачков муфты, регулировочной гайки, пружины и основной кулачковой муфты. Применяется как держатель для метчиков.
- Сверлильный быстросменный — применяется с коническим хвостовиком со сменной втулкой для сверл.
- Сверлильный двухкулачковый — зажимает сверло за счет внутренних зацепов сверху патрона, которые фиксируются пружиной. Чем и обусловлена его особенность использования для тонких сверл и применения во время небольших нагрузок на сверло.
- Сверлильный цанговый — состоит из хвостовика, который соединен с цилиндрической частью. Между хвостовиком и зажимом внутри патрона расположена разрезная втулка.
Лишь сверлильные патроны с ключом обладают необходимыми требованиями с учетом ГОСТ 8522–79 . Быстрозажимной изготавливается без конуса, однако в отличие его собрата с ключом, имеет внутреннюю резьбу, ее диапазон непременно указан в маркировке.
Особенности трехкулачкового патрона
Как правило, маркировка выглядит таким образом (на изделиях отечественных изготовителей):
- ГОСТ 8522–79 — это обозначение в маркировке указывает однозначно на соответствие по всем характеристикам в таблице, которая была составлена в 1979 году.
- КМ В18; В16; В12 — это обозначает конус Морзе соединительного отверстия.
- ПСК 3−16 — это указывает на диапазон диаметров сверл в миллиметрах.
Маркировка на быстрозажимном патроне имеет лишь указание на диапазон диаметра зажимаемых сверл и размер внутренней резьбы.
Для сверлильного станка трехкулачковый элемент с креплением сверла ключом отвечает как ГОСТ 8522–79 , но также конус Морзе соответствует стандартам СЭВ 148−75. Это изделия, которые изготовлены в России, делают в соответствии с ГОСТ 8522–79 , они пригодны для сверлильного станка зарубежных изготовителей, которые работают по международным стандартам.
Размеры с учетом ГОСТ 8522–79 — это четкое указание по соответствию допустимому радиальному биению и типоразмеру по диапазону зажима. При этом соответствие к главным параметрам не является указанием на конкретную конструкцию. Внешний вид сверлильных патронов различается:
- по отсутствию или наличию предохраняющего пластикового корпуса;
- по длине и форме рабочей части;
- по цвету сплава;
- по способу крепления между собой основных частей.
Конус Морзе меняется в большую сторону с учетом номера типоразмера. Допуски радиального биения меняются одновременно с размером.
К примеру, конус Морзе В16 имеют 10 и 13 типоразмеры сверлильных патронов. Данные показатели соответствуют верхней границе зажима сверла, нижний определен ГОСТ 8522–79 . Патрон № 15 изготавливается с конусом Морзе В18 по такой же таблице. Его максимальный зажим 15 мм, минимальный — 3 мм.
Быстрозажимной нужно выбирать с учетом размеров резьбы станка и крепежного отверстия. Ключевые патроны имеют определенное достоинство. Конусные переходники дают возможность ставить на станок патроны с большим или меньшим конусом, расширяя таким образом возможности станка.
Самым выносливым является быстрозажимной патрон, однако, он же и самый дорогостоящий — это быстросменный прецизионный патрон. Он лучше всего подходит для станка, который работает на больших оборотах. Прецизионные быстрозажимные патроны, а также конусные хвостовики делают их универсальным.
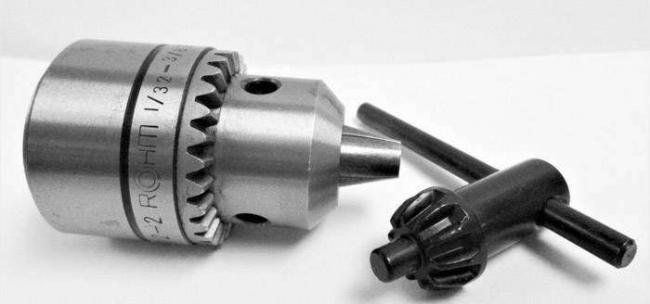
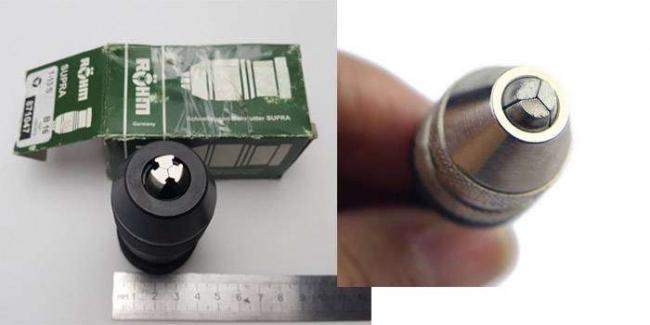
 Сверлильный патрон с конусом Морзе. Самозажимной.
Сверлильный патрон с конусом Морзе. Самозажимной.Элементы с быстросменным держателем
Замена режущего инструмента может проводиться без остановки работы шпинделя. Патрон имеет соответствующий конусности хвостовик и конус отверстия. Инструмент устанавливается одновременно со сменной втулкой, на которой находится два паза, а внутри корпуса сверлильный быстросменный патрон имеет два шарика и углубления для них. Совмещение на сменной втулке пазов с шариками создает надежность крепления в держателе инструмента.
Фиксируются крепления зажимным наружным кольцом. Во время смены сверла кольцо приподнимается вверх до упора, открывая пазы, в которые во время вытаскивания втулки вдавливаются шарообразные фиксирующие крепления. Также вставка втулки проходит во время приподнятого внешнего кольца. Во время опускания его совмещаются шарики с пазами втулки и утапливаются вовнутрь.
Для того чтобы при работе не случилось самопроизвольного освобождения инструмента, сверлильный быстросменный патрон оборудован стопорным кольцом. Сверлу от шпинделя передается вращение с помощью конуса хвостовика на втулку, прочно удерживаемую в корпусе шариками. Это для инструмента сверления с вертикальной подачей. Кольцо фиксации шариков для горизонтального станка для сверления оборудовано пружинами, которые закрывают отверстия в корпусе, не допускающих их западание вовнутрь отверстий, это бы привело к постоянному высвобождению втулки с различных сторон.
Для того чтобы работа проходила быстрей, перед ее началом необходимо подготовить сверла. Они крепятся в сменных втулках, которые соответствуют внутреннему размеру патрона и укладываются по схеме использования. Во время сверления отверстий большого диаметра используется быстросменное двухкулачковое изделие. Принцип работы такой же, однако трехкулачковый быстрозажимной по максимальному размеру зажима по ГОСТ имеет меньшие возможности.
Самозажимной патрон, так же как и быстрозажимной, с диапазоном зажима отвечает ГОСТу по соответствию конуса. Тем более что быстрозажимными называются оба вида изделий, однако самозажимными являются лишь те, которые крепят сверло с помощью гайки на корпусе без использования ключа. В18 и В16 — это наиболее часто применяемые конусы для любых типов безрезьбовых патронов. Сверлильный самозажимной патрон имеет различную степень биения. С увеличением конуса, повышается его допустимое значение, вне зависимости от точности непосредственно станка.
Правила сборки и разборки
Иногда могут быть случаи, когда для нормальной работы оборудования требуется детальная очистка. Можно разобрать почти любой патрон, но обратно собрать — нет. Быстрозажимной зачастую имеет кожух, под ним находятся его составляющие. В данном случае разобрать или использовать поверхностную очистку деталей необходимо определить, если снять пластиковый кожух.
Как правило, можно разобрать с помощью грубой физической силы, закрепив его в тисках и по тыльной стороне постукивая молоточком. Этот метод применим для сборных конструкций, где все части изготовлены из толстого металла, но не из цельного металлического куска.
Разобрать быстрозажимной кулачковый, в котором обойма с венцом составляют монолит, с помощью одной лишь силы не получится. Из-за его конструкции может потребоваться нагревающий инструмент. К примеру, строительный фен, который способен придать металлу нагрев до 300 градусов. Перед тем как установить патрон в тиски вращающимся кольцом, нужно спрятать вовнутрь его кулачки. Нагрев вращающегося кольца нужно выполнять снаружи, охлаждая его изнутри с помощью хлопчатого материала, установленного вовнутрь, который во время нагревания детали регулярно поливается холодной водой.
После необходимой температуры нагрева можно из кольца выбить основу, которая в тисках так и останется. В процессе сборки требуется также нагревание детали.
 Что такое конус Морзе и как определяются его размеры
Что такое конус Морзе и как определяются его размерыВсе выше описываемые патроны используются для зажима инструмента во время сверления разных отверстий на различных станках — токарных, сверлильных и т. д. Вышеописанные параметры непременно смогут помочь подобрать подходящие и правильные инструменты для производства и лично для себя.
Главная > Оснастка > Приспособления > Сверлильные патроны
Сверлильные патроны используются для выполнения сверления не только ручным инструментом – дрелью, перфоратором или шуруповёртом. Патроны для сверлильного станка имеют российские и европейские стандарты. Приспособления должны соответствовать по жёсткости крепления, радиальному биению типоразмеру, необходимому для проведения сверления в зависимости от толщины сверла и плотности материала. Чем жёстче обрабатываемый материал, тем больше нагрузка на сверло. Неправильно подобранный патрон может повлечь поломку сверла.
Делятся патроны на две больших группы по методу крепления на станке:
- при помощи конуса, соответствующего крепёжному отверстию в станке для конусных креплений;
- резьбовое соединение со станком.
Такие особенности подразумевают и различия их внутреннего строения. Внешний конус Морзе, значит и внутри будет конусное строение. По размеру внутреннего конуса Морзе самозажимной патрон должен соответствовать стандартам в нормативных документах. Маркировка имеет указания на ГОСТ, в соответствии с которым изготовлен патрон. Основные параметры заложены в документ 79 года, последующие могут иметь небольшие отклонения по допускам радиального биения и нижней границе зажима сверла.
Выбор их определяется от необходимости выполнения различных видов отверстий, удобства в работе с быстрой сменой инструмента или самого держателя. Типы размеров по возможности зажима от наименьшего до большего диаметра сверла, конус Морзе, наличие в конструкции фиксирующего и стопорного колец или ключа для каждого типоразмера регламентируется ГОСТ 8522-79.
Конструкция может быть:
- с ключом;
- зажимной гайкой;
- фиксирующим кольцом для гайки или без него.
Нормативные документы никак не ограничивают доработку и усовершенствование внешних форм, главное, чтобы основные параметры соответствовали, это позволяет при подборе сверла или сменной втулки достичь максимально точного крепления сверлильного инструмента. Только так удаётся не нарушать допустимого радиального биения. Несоответствие конуса сверла и патрона приведёт к увеличению погрешности, что плохо скажется на конечном результате работы.
Сверлильные патроны могут быть:
- самозажимными (быстрозажимными);
- прецизионными;
- трехкулачковыми;
- быстросменными.
Классификация
- Быстросменный сверлильный патрон используется со сменной втулкой для свёрл с коническим хвостовиком;
- Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях имеет более сложное строение. Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
- Цанговый сверлильный патрон состоит из хвостовика, соединённого с цилиндрической частью. Между зажимом и хвостовиком внутри патрона находится разрезная втулка.
- Двухкулачковый сверлильный патрон зажимает сверло благодаря внутренним зацепам в верхней части патрона, фиксируемым пружиной. Чем и объясняется его особенность применения для тонких свёрл и использования при небольших нагрузках на сверло.
Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Трёхкулачковый
Маркировка чаще всего выглядит так (на изделиях российских производителей):
- ПСК 3-16 говорит о диапазоне диаметров сверл в мм;
- КМ В12; В16; В18 – что указывает на конус Морзе соединительного отверстия;
- ГОСТ 8522-79 – такое обозначение в маркировке однозначно указывает на соответствие по всем параметрам в таблице, составленной в 79 году.
Скачать ГОСТ 8522-79 «Патроны сверлильные трехкулачковые»
Маркировка на быстрозажимной имеет только указание на размер внутренней резьбы и диапазон диаметров зажимаемых свёрл.
Трёхкулачковый патрон для сверлильного станка, с фиксацией сверла ключом, соответствует не только ГОСТ 8522-79, но его конус Морзе отвечает стандартам СЭВ 148-75. Что делает сверлильные патроны, выпущенные в России в соответствии с ГОСТ 8522-79, пригодными для сверлильного станка зарубежных производителей, работающих по международным стандартам.
Размеры по ГОСТ 8522-79 – это строгое указание по соответствию типоразмера по диапазону зажима и допустимому радиальному биению. В то же время соответствие основным параметрам не является указанием на определённую конструкцию. Выглядеть сверлильные патроны могут по-разному:
- по форме и длине рабочей части;
- наличию или отсутствию пластикового, предохраняющего корпуса;
- методу крепления основных частей патрона между собой,
- цвету сплава.
Конус Морзе изменяется в большую сторону с возрастанием номера типоразмера. Вместе с размером изменяются допуски радиального биения.
Например, конус Морзе В16 имеют сверлильные патроны 10 и 13 типоразмеров. Эти цифры соответствуют верхнему параметру зажима сверла, нижний устанавливается ГОСТ 8522-79. С конусом Морзе В18 изготавливается патрон № 16 по этой же таблице. Его минимальный зажим 3 мм, максимальный – 16 мм.
Быстрозажимной патрон необходимо подбирать в соответствии с размерами крепёжного отверстия и резьбы станка. Ключевые патроны, благодаря конусу Морзе, имеют преимущество. Конусные переходники позволяют устанавливать на станок патроны с меньшим или большим конусом Морзе, расширяя возможности станка.
Наиболее выносливый быстрозажимной патрон, но он же и самый дорогой – это прецизионный быстросменный патрон. Он идеален для станка, работающего на больших оборотах. Конусные хвостовики делают прецизионный быстрозажимной патрон универсальным.
Схема работы с быстросменным держателем
Смена режущего инструмента может производиться без остановки вращения шпинделя. Патрон имеет конус отверстия, соответствующий конусности хвостовика. Инструмент вставляется вместе со сменной втулкой, на ней есть 2 паза, а внутри корпуса быстросменный сверлильный патрон имеет 2 шарика и углубления для них. Совмещение пазов на сменной втулке с шариками обеспечивает надёжность зажима инструмента в держателе.
Крепления фиксируются наружным зажимным кольцом. При смене сверла кольцо поднимается до упора вверх, открывая пазы, куда при вытаскивании втулки вдавливаются фиксирующие шарообразные крепления. Вставка втулки также происходит при поднятом внешнем кольце. При опускании его шарики совмещаются с пазами втулки и вдавливаются внутрь.
Чтобы во время работы не произошло самопроизвольного высвобождения инструмента, быстросменный сверлильный патрон оснащён стопорным кольцом. От шпинделя сверлу передаётся вращение посредством конуса хвостовика на втулку, надёжно удерживаемую шариками в корпусе. Такое устройство сверления с вертикальной подачей. Для горизонтального сверлильного станка кольцо фиксации шариков оснащено пружинами, закрывающими отверстия в корпусе, предотвращающими западание их внутрь отверстий, что привело бы к периодическому высвобождению втулки с разных сторон.
Чтобы работа происходила быстрее, перед её началом происходит подготовка свёрл. Они закрепляются в сменных втулках, соответствующих внутреннему размеру патрона и раскладываются по порядку использования. При сверлении отверстий большого диаметра применяется двухкулачковый быстросменный сверлильный патрон. Принцип работы с ним тот же, но трёхкулачковый быстрозажимной, имеет (по ГОСТ) меньшие возможности по максимальному размеру зажима.
Патрон сверлильный самозажимной, так же как и быстрозажимной, соответствует ГОСТ по соответствию конуса Морзе с диапазоном зажима. Тем более, что быстрозажимными могут называться обе категории патронов, но к самозажимным относятся только те, которые фиксируют сверло при помощи гайки на корпусе, без задействования ключа. В16 и В18 являются наиболее часто используемыми конусами для всех видов безрезьбовых патронов. Разную степень биения имеет патрон сверлильный самозажимной. С повышением конуса Морзе, увеличивается его допустимое значение, не зависимо от точности самого станка.
Разборка и сборка патронов
Бывают случаи, когда для нормального продолжения службы патрона ему необходима детальная чистка. Разобрать можно практически любой, а собрать обратно — нет. Быстрозажимной часто имеет кожух, под которым скрыты его составляющие. В этом случае разобрать или применить поверхностную чистку деталей придётся определить, сняв пластиковый кожух.
Чаще всего разобрать можно при помощи грубой физической силы, зажав его в тисках и постукивая молоточком по тыльной стороне. Тот способ применим для сборных конструкций, детали которых сделаны из толстого металла, но не из единого куска метала.
Разобрать кулачковый быстрозажимной, где венец с обоймой составляют монолит, при помощи одной только силы не удастся. Ввиду его конструкции может понадобиться нагревающий инструмент. Например, строительный фен способный дать металлу нагрев до 250 ⁰ C. прежде чем вставить патрон вращающимся кольцом в тиски, необходимо спрятать его кулачки внутрь. Нагрев вращающегося кольца необходимо производить снаружи, охлаждая его изнутри при помощи хлопчатого материала вставленного внутрь, который в процессе нагревания детали периодически поливается холодной водой.
После достаточной температуры нагрева можно выбить основу из кольца, которое так и останется в тисках. При сборке также потребуется нагревание детали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Метки: Приспособления для сверлильных станков
ДомойСоветы строителямСверлильный патрон. Как выбрать лучший?

Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.

В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).

Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
 Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.

Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
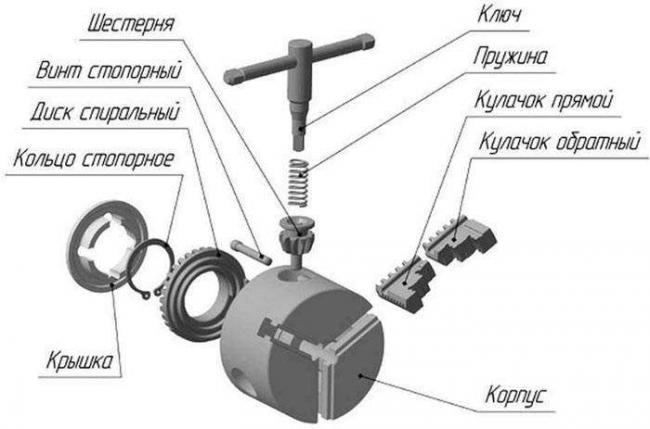
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.

Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.

Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Используемые источники:
- https://tokar.guru/instrumenty/sverla/patron-sverlilnyy-samozazhimnoy-vidy-i-opisanie.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/sverlilnye-patrony.html
- https://proinstrumentinfo.ru/sverlilnyj-patron-s-konusom-morze-samozazhimnoj-tryohkulachkovyj-gost/

 Как правильно подключить патрон для лампочки к проводам на потолке
Как правильно подключить патрон для лампочки к проводам на потолке Настольный сверлильный станок своими руками: схемы иВ чертежи
Настольный сверлильный станок своими руками: схемы иВ чертежи Как выбрать сверло для обработки металла
Как выбрать сверло для обработки металла Ремонт шуруповерта Интерскол своими руками: как починить редуктор и кнопку?
Ремонт шуруповерта Интерскол своими руками: как починить редуктор и кнопку?