
- Цена: 23.53$
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться. На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием. Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение. Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм. К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла. Доставили набор упакованным в полиэтилен Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм.
Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм. Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки. Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм — ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин «хвостовик» больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25). Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая — 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному — от 15 до 19 мм.
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки. Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм — ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин «хвостовик» больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25). Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая — 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному — от 15 до 19 мм.












Кольцевыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, по нижнему краю которого расположены острые зубья из твердого и прочного материала. Благодаря этому площадь обрабатываемой поверхности значительно уменьшена, и сопротивление силы трения становится минимальным.
Для чего применяются
Корончатые сверла широко используются для получения сквозных отверстий в листовых металлах, древесине, пластиках, гипсокартоне, фанере, ДСП. Простая технология сверления больших диаметров, при минимально возможном приложении силы, сделало эти сверла незаменимым инструментом не только для вышеперечисленных материалов, но и других видов работ. Буры специального назначения применяют для:
- получения отверстий правильной формы в бетонных и каменных строительных конструкциях;
- сверления керамической плитки, природного камня, листового стекла и других хрупких материалов;
- горизонтального бурения при прокладке инженерных коммуникаций;
- изготовления плоских кругов и цилиндрических заготовок без токарной обработки.
Для этого в отдельных случаях конструкция сверла (бура) предусматривает удлинение его рабочей части путем добавления соответствующих вставок.
Для работы с бетоном используются только корончатые сверла с алмазным напылением или напайками. Здесь существует 2 группы:
С1 – коронка выдерживает нагрузки при работе до 5 МПа.
С2 – коронка выдерживает нагрузки при работе до 2.5 МПа.
Исходя из имеющегося у вас оборудования стоит и выбирать саму группу коронки.
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
 Как выбрать сверло для обработки металла
Как выбрать сверло для обработки металла- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
Технические характеристики и диаметры
Сверление корончатыми сверлами выполняется намного быстрее, чем классическими винтовыми или конусными. При этом количество затраченной на работу энергии уменьшается в 5-10 раз.
Кроме этого необходимо отметить, что ГОСТ 10903-77 определяет максимальный диаметр спиральных сверл на уровне 80 мм. Следовательно, отверстия большего размера можно высверлить только инструментом кольцевого типа.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
 Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла по металлу: виды, особенности, критерии выбораСамые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
Немного о точности этого инструмента
При использовании более дорогих сверл вопрос точности стоит менее актуально, однако и стоят они на порядок дороже. Проведя измерения более дешевых вариантов можно получить следующие результаты:
- 14 мм — номинал.
- 15 мм — отклонение +0.1 мм.
- 16 мм — номинал.
- 18 мм — номинал.
- 20 мм — отклонение — 0.05 мм.
- 22 мм — отклонение + 0.05 мм.
- 25 мм — отклонение + 0.05 мм.
- 26 мм — номинал.
- 28 мм — номинал.
- 30 мм — номинал.
- 32 мм — номинал.
- 35 мм — отклонение — 0.05 мм.
Плюсы и минусы применения корончатых сверл
В сравнении с традиционными винтовыми сверлами инструмент кольцевого типа обладает существенными преимуществами и недостатками
| Достоинства | Недостатки |
| возможность использования привода меньшей мощности для высверливания одинаковых диаметров | стоимость инструмента |
| высокое качество и малую шероховатость поверхности внутри отверстий | сложность в заточке, невозможность заточки в случаи если режущая часть имеет алмазное напыление |
| установку на ручные дрели, сверлильные, фрезерные и токарные станки | |
| одновременное применение в комплекте с другими видами инструмента | |
| высокая скорость сверления больших отверстий, повышающая производительность | |
| оптимальный режим сверления при одинаковой скорости перемещения режущих зубьев, в то время как на кромке спирального сверла скорость вращения не одинакова | |
| низкий уровень шума во время работы | |
| надежность конструкции, обеспечивающая безопасность |
Главным недостатком признается невозможность получения глубоких глухих отверстий. Кроме этого отмечают более высокую стоимость инструмента и отсутствие сверл диаметром менее 12 мм.
Процесс сверления
Пример работы: 3 отверстия под язычок замка в металлической профильной трубе.
Обработка материала при использовании кольцевых сверл может осуществляться сухим или мокрым способом. Сухое сверление применяют в бытовых условиях, при отсутствии технической возможности подачи смазочно-охлаждающей жидкости и сверлении отверстий диаметром до 25 мм. Этот способ обработки более трудоемкий, требует больше времени и влечет за собой более быстрый износ режущей кромки.
Технология мокрой резки с подачей жидкости к месту сверления обеспечивает эффективное охлаждение, смазку сверла и вымывание образующихся отходов. Применяется при работе с профессиональным ручным инструментом и установке на станки. Мокрое сверление отверстий большого диаметра выгодно экономически из-за увеличения долговечности режущих кромок, снижения энергозатрат и повышения производительности.
 Коронка по дереву большого диаметра, кольцевая, биметаллическая. Набор коронок по дереву
Коронка по дереву большого диаметра, кольцевая, биметаллическая. Набор коронок по деревуРекомендуемая частота вращения при диаметре коронки сверла от 20мм до 50 мм это 1200–2500 оборотов в минуту.
Видео работы данным инструментом
» alt=»»>» alt=»»>
Действующие стандарты
Требования к конструкции и изготовлению кольцевых сверл определяются двумя Государственными стандартами. Предназначенные для сверления железобетонных конструкций должны соответствовать техническим условиям, изложенным в ГОСТ 24638-85. Требования к инструменту для обработки других материалов приводятся в ГОСТ 26339-84.
Оба технических документа регламентируют геометрические параметры сверл, допустимые погрешности и материалы из которых их можно изготавливать. Кроме этого приведены:
- правила приемки готовых изделий;
- методы контроля и испытаний;
- обязательная маркировка;
- способы транспортировки и хранения.
Требования стандартов распространяются не только на инструмент отечественного производства, но и все кольцевые сверла, поступающие из-за рубежа.
В заключение
Несмотря на высокую стоимость корончатых сверл, их применение во многих отраслях деятельности полностью оправдано экономически. Этот вид сверловочного инструмента сокращает время выполнения работ, повышая общую производительность, и позволяет получать качественные отверстия, сверление которых традиционными винтовыми сверлами невозможно. При этом разнообразие конструкций позволяет обрабатывать самые разнообразные материалы, от твердых металлов, до бетона, стекла и пластиков.
При работе с различными простыми металлическими деталями и сложными массивными металлоконструкциями одной из самых часто применяемых технологических операций является получение отверстий. Наиболее простым и эффективным способом получения отверстия в металле является сверление. И если получение небольшого по диаметру и глубине отверстия не является сложной задачей даже для домашнего мастера, то сверление больших пазов вызывает определенные трудности. Для таких работ нужно применять специализированное оборудование и инструмент, а также обладать некоторыми навыками. Корончатые сверла по металлу обладают рядом значимых преимуществ перед обычными спиральными сверлами и позволяют получать в металлических изделиях и заготовках сквозные отверстия значительного диаметра.
Виды коронок по металлу
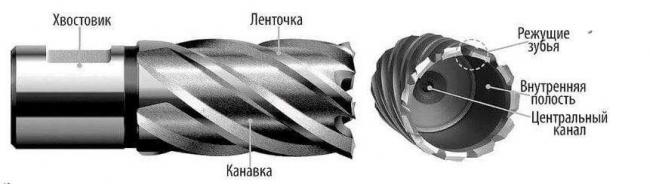
<center></center> Кольцевые сверла по металлу представляют собой полый толстостенный цилиндр с острыми режущими зубьями на наружном торце. По внешней стенке инструмента нанесены винтовые канавки, предназначенные для отвода металлической стружки из зоны сверления. Сверла больших диаметров и предназначенные для работы на сверлильных станках имеют более сложную конструкцию.
Корончатое сверло применяется для сверления как небольших отверстий с диаметром от 12 миллиметров, так и отверстий со значением диаметра 200 миллиметров и более. Существует много различных классификаций сверл в зависимости от определяющего параметра.

По типу инструмента или станка, для установки на который предназначено сверло, их делят на следующие категории:
- Коронки для установки на дрели – имеют цилиндрический или шестигранный хвостовик, предназначены для обработки листового или толстостенного металла, обычно ограничиваются диаметром до 50-65 миллиметров.
- Сверла для работы на магнитных сверлильных станках, имеют соответствующий тип хвостовика, отличаются повышенными показателями прочности.
- Коронки для установки на обычные сверлильные станки имеют стандартную конструкцию и различаются по типу хвостовиков.
В зависимости от конструкции и материала изготовления коронки для сверления металла разделяют на такие виды:
- Инструмент, изготовленный из быстрорежущей инструментальной стали, не имеет дополнительных наплавок на рабочей части либо упрочняющего покрытия, режущие свойства достигаются за счет прочностных характеристик металла и определенной заточки зубьев. Такие коронки поддаются повторному затачиванию, но важно сохранить первоначальный угол профиля зуба.
- Коронки, изготовленные из сталей с невысокими прочностными характеристиками, но имеющие на режущей кромке твердосплавные наплавки. Их минусом является нецелесообразность повторной заточки зуба. Сверла больших диаметров будут дешевле, чем из быстрорежущей стали аналогичного диаметра.
Конструкция и характеристика корончатых сверл
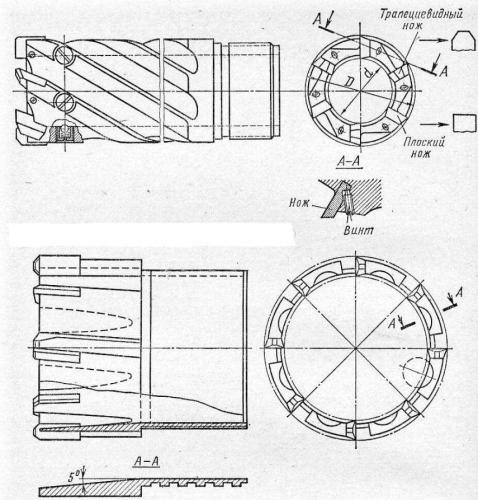
Коронка для сверления металла имеет довольно сложную конструкцию по сравнению с обычными спиральными сверлами и состоит из следующих элементов:
- Хвостовик. Предназначается для плотной фиксации в патроне ручного инструмента либо в шпинделе металлорежущего станка. Имеет конфигурацию и форму сечения, соответствующую типу применяемого оборудования. Он может иметь цилиндрическую, шестигранную форму либо иметь специальные пазы. Хвостовики типа Weldon обычно применяются на магнитных сверлильных станках.
- Центральное сверло. Необходимо для точного центрирования корончатой фрезы путем врезания в поверхностный слой обрабатываемого металла. Оно фиксируется в хвостовике при помощи специальных зажимных винтов. Отодвигается при работе и возвращается в исходное положение при помощи центральной пружины.
- Сверлильная коронка. Соединяется с хвостовиком прижимным винтом. Основная рабочая часть инструмента. В сборной фрезе обычно изготавливается не из быстрорежущей стали, а имеет на режущем конце наплавленные твердосплавные зубья.
- Направляющий центровочный стержень. Этот элемент конструкции имеется у кольцевого сверла, устанавливаемого на специализированные промышленные сверлильные станки. Он используется вместо центрального сверла и предназначен для центровки основного инструмента. Также при начале работы стержень открывает клапан подачи смазывающе-охлаждающей жидкости, которая направляется в зону резания заготовки. На конечном этапе резания стержень выталкивает вырезанный металл из тела детали.
 Корончатые сверла по металлу для дрели обычно имеют более простую конструкцию и могут состоять лишь из хвостовика и непосредственно коронки. Могут быть разборными либо цельными. Но нужно понимать, что с помощью дрели можно работать лишь с относительно непрочными нелегированными сталями или мягкими сплавами. Детали не должны быть толстостенными.
Корончатые сверла по металлу для дрели обычно имеют более простую конструкцию и могут состоять лишь из хвостовика и непосредственно коронки. Могут быть разборными либо цельными. Но нужно понимать, что с помощью дрели можно работать лишь с относительно непрочными нелегированными сталями или мягкими сплавами. Детали не должны быть толстостенными.
Маркировка кольцевых фрез (корончатых сверл)
На современном рынке металлорежущего инструмента представлены различные по качеству корончатые сверла по металлу. Инструмент от дешевых китайских производителей может выпускаться без маркировки, при помощи которой можно определить материал их изготовления и технические характеристики. Более ответственные производители обычно наносят маркировку на хвостовик инструмента или хотя бы на его упаковку.

В маркировке обязательно должно присутствовать обозначения материала изготовления. Сверло коронка отечественного изготовления обычно имеет в обозначении марку быстрорежущей стали. Хорошими вариантами являются такие стали как Р6М5 и близкие ей по составу и свойствам марки.
В инструменте зарубежного производства в маркировке должна присутствовать аббревиатура HSS, которая говорит о том, что применяемая сталь является инструментальной быстрорежущей. После букв HSS идет обычно указание конкретной марки по стандарту региона изготовления. Обозначение TCT значит, что инструмент имеет режущую часть, выполненную из наваренных на тело твердосплавных зубьев.
В обозначении корончатого сверла по металлу также обязательно должна быть нанесена информация о его диаметре и рабочей длине. Значение диаметра обычно колеблется от 12 до 100 миллиметров. Более сложные сверла, предназначенные для работы на специальных металлорежущих станках, могут иметь диаметр до 200 и более миллиметров. Стандартная длина коронки идет в пределах от 30 до 55 миллиметров, для специализированного инструмента – 75, 110 миллиметров, иногда более.
На упаковке качественных коронок для сверления наносится дополнительная информация для облегчения понимания их свойств и назначения. Часто производитель указывает, какие материалы и какой толщины способен обработать данный инструмент. Зачастую эта информация дополняется пояснительными изображениями.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
<center></center>
Советы по выбору
Подбирать кольцевое сверло следует, в первую очередь, по параметрам отверстия, которое вам нужно получить в металле. Причем нужно обращать внимание не только на диаметр, но и на длину сверла. Наиболее распространены коронки с длиной 35 и 55 миллиметров для диаметров отверстий до 100 миллиметров. Поэтому если вам необходимо высверлить отверстие длиной более 35 миллиметров, то придется приобрести коронку длиной как минимум 55 миллиметров.
Если диаметр отверстия составляет 50 и более миллиметров, то выгоднее по цене будет купить кольцевое сверло с твердосплавными напайками. При диаметре до 50 миллиметров инструмент из быстрорежущей стали будет дешевле. Если на поверхность коронки нанесено покрытие (например, из нитрида титана), то такой инструмент будет отличаться хорошими показателями износостойкости и долговечности.
Для обработки высоколегированных прочных сталей следует выбирать сверлильную коронку с твердосплавной режущей сталью, поскольку инструмент из быстрорежущей сталью не всегда сможет справиться с таким материалом и возможна его поломка. Также следует обращать на хвостовик сверла, который должен соответствовать патрону или шпинделю агрегата, на котором вы собираетесь работать.
<center></center>Используемые источники:
- https://mysku.ru/blog/china-stores/49091.html
- https://vremya-stroiki.net/kolcevye-ili-koronchatye-sverla-opisanie-xarakteristiki-i-gde-primenyayutsya/
- https://sverlim.pro/koronchatoe-sverlo/

 Виды свёрл, их описание, особенности, назначение и цена
Виды свёрл, их описание, особенности, назначение и цена Обходимся без трещин: руководство по выбору сверл по кафелю и стеклу
Обходимся без трещин: руководство по выбору сверл по кафелю и стеклу Ступенчатое сверло по металлу
Ступенчатое сверло по металлу