pogranecПриспособленияДобавлен 1 комментарий































 Электроды для контактной сварки предназначены для подвода тока к элементам, их сжатия и отвода выделяющегося тепла. Эта деталь является одной из самых важных в оборудовании, так как от ее формы зависит возможность обработки узла. Устойчивость же электрода определяет уровень качества сварки и длительность беспрерывной работы. Электроды бывают фигурными и прямыми. Производство элементов прямого типа регламентировано в стандарте ГОСТ 14111–77 .
Электроды для контактной сварки предназначены для подвода тока к элементам, их сжатия и отвода выделяющегося тепла. Эта деталь является одной из самых важных в оборудовании, так как от ее формы зависит возможность обработки узла. Устойчивость же электрода определяет уровень качества сварки и длительность беспрерывной работы. Электроды бывают фигурными и прямыми. Производство элементов прямого типа регламентировано в стандарте ГОСТ 14111–77 .
Содержание
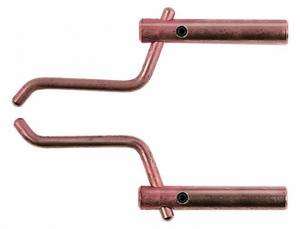
Фигурные детали характеризуются тем, что их ось смещена относительно конуса (посадочной поверхности). Они используются для сварки узлов и элементов непростой формы, до которых трудно добраться.
Особенности конструкции
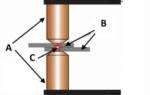
Электроды, предназначенные для контактной сварки, включают в свой состав цилиндрическую часть, рабочую и посадочную части. Во внутренней полости элемента находится специальный канал, который предназначен для подачи воды, охлаждающей электродержатель.
Рабочая часть обладает сферической или плоской поверхностью. Ее диметр подбирается в соответствии с толщиной обрабатываемых изделий и используемого материала. Прочность же электрода обеспечивается средней частью.
Часть посадочная должна иметь конусную форму, чтобы деталь надежно фиксировалась в электродержателе. Ее обработка должна происходить с чистотой не менее 7 класса.
На пользовательские свойства детали влияет расстояние от самого дна охлаждающего канала до рабочего края: срок службы, устойчивость и т. д. Если это расстояние будет небольшим, то охлаждение элемента будет происходить гораздо эффективнее, однако он при этом сможет выдержать гораздо меньшее количество переточек.
Вставки на основе молибдена и вольфрама помещаются внутрь медных деталей. Изделия, сделанные таким способом, используются для сварки анодированной или оцинкованной стали.
Материалы производства
 Устойчивость электродов представляет собой способность элементов не терять свою форму и размеры, а также противостоять переносу материала свариваемых элементов и электродов. Данный показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы. Износ деталей находится в зависимости от особенностей рабочего инструмента (угол рабочей поверхности, диаметр, материал и т. д. ). Оплавление, чрезмерный нагрев, окисление во время эксплуатации электрода в коррозионной и/или влажной среде, смещение или перекос, деформация при сжатии и прочие факторы значительно повышают износ рабочих элементов.
Устойчивость электродов представляет собой способность элементов не терять свою форму и размеры, а также противостоять переносу материала свариваемых элементов и электродов. Данный показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы. Износ деталей находится в зависимости от особенностей рабочего инструмента (угол рабочей поверхности, диаметр, материал и т. д. ). Оплавление, чрезмерный нагрев, окисление во время эксплуатации электрода в коррозионной и/или влажной среде, смещение или перекос, деформация при сжатии и прочие факторы значительно повышают износ рабочих элементов.
 Сварка из микроволновки своими руками
Сварка из микроволновки своими рукамиМатериал инструмента должен подбираться в соответствии со следующими правилами:
- Его уровень электропроводности должен быть сравним с чистой медью;
- Эффективная теплопроводность;
- Высокая степень механической стойкости;
- Простота обработки резанием или высоким давлением;
- Устойчивость к циклическим нагревам.
В сравнении со стопроцентной медью ее сплавы обладают большей устойчивостью к нагрузкам механического плана, потому для таких изделий используются именно медные сплавы. Легирование изделия цинком, бериллием, хромом, магнием, цирконием не уменьшает показатели электропроводности, но существенно увеличивает прочность, а кремний, железо и никель увеличивают его твердость.
Выбор
В процессе выбора подходящих электродов для точечной сварки следует обратить особое внимание на размеры и форму рабочего элемента изделия. Также следует учитывать характеристики обрабатываемого материала, его толщину, форму сварочных узлов и режим сварки.
У инструмента для контактной сварки бывают разные рабочие поверхности:
- Плоская;
- Сферическая.
 Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Габариты рабочего элемента инструмента подбираются в соответствии с типом и толщиной обрабатываемых материалов. Результаты исследования, которое было проведено экспертами французской компании «ARO» показали, что рассчитать необходимый диаметр можно, воспользовавшись следующей формулой:
dэл = 3 мм + 2t, где «t» — толщина листов, которые подлежат сварке.
Сложнее подсчитать необходимый диаметр инструмента при неодинаковой толщине листов, сварке материалов разного типа и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины, диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
При сварке комплекта элементов диаметр следует подбирать, руководствуясь толщиной внешних элементов. Для сварки материалов различного типа наименьшее проплавление имеет металлический сплав с минимальным удельным электросопротивлением. В таком случае следует применять приспособление, сделанное из материала повышенной теплопроводности.
 Самодельный держак электрода для сварочного аппарата
Самодельный держак электрода для сварочного аппарата
- Цена: $8.01
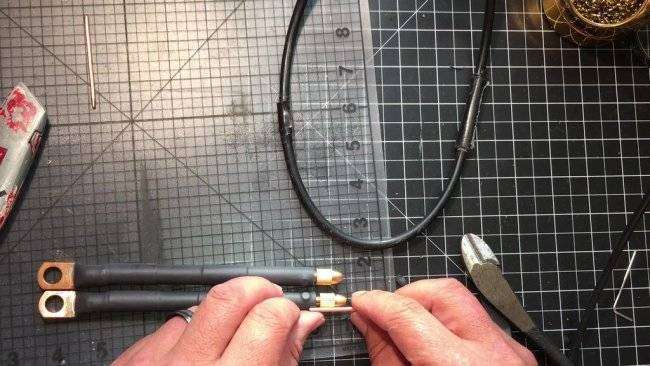
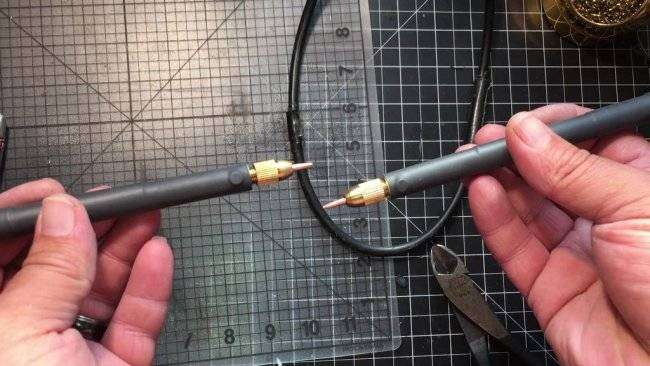
Здравствуйте. В прошлом обзоре я показывал что находится внутри ручки для точечной сварки. Для этой ручки электродами были просто стержни из меди или куски проволоки сечением 2,5 квадрата.В комментариях были вопросы — можно ли использовать различную легированную медь, например бериллиевую бронзу или использовать вольфрам или его легированные сплавы. Я наконец-то добрался до того, чтобы сделать обзор электродов из бериллиевой бронзы и из вольфрама. Стержень из бериллиевой бронзы был заказан на алиэкспресс, самый тонкий, который я нашел, длина 200мм. и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту.


 Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня. — Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом. — Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм. — Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм. — Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2.
Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня. — Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом. — Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм. — Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм. — Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2. 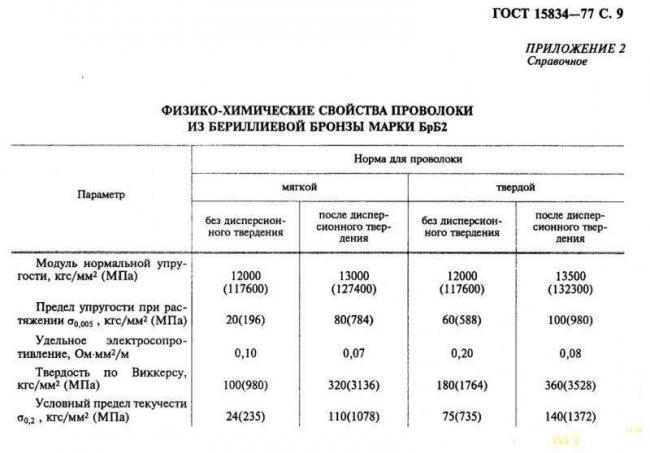 Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы. Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях. Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99.
Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы. Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях. Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99. 

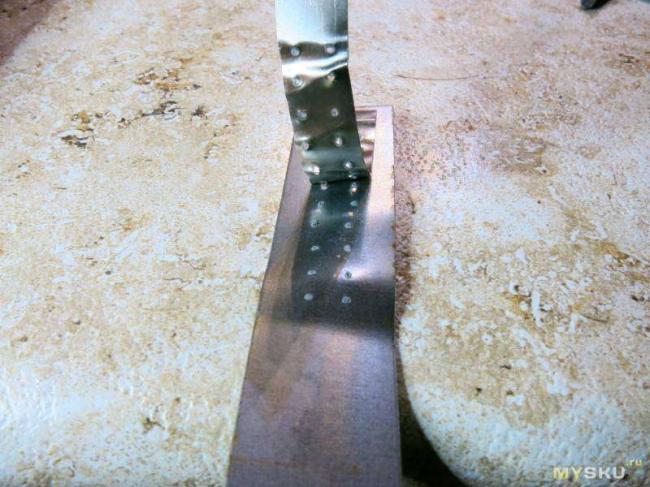
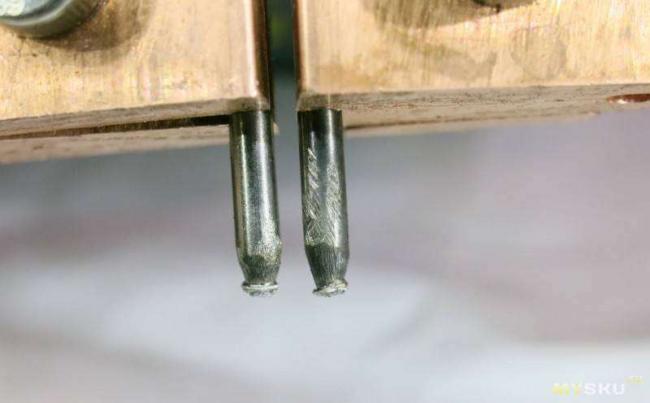 На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.
На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.

- https://usamodelkina.ru/17119-derzhateli-jelektrodov-dlja-tochechnoj-svarki-svoimi-rukami.html
- https://tokar.guru/svarka/elektrody/elektrody-dlya-kontaktnoy-svarki.html
- https://mysku.ru/blog/aliexpress/77607.html

 Легкий и мощный инвертор для контактной сварки своими руками
Легкий и мощный инвертор для контактной сварки своими руками Точечная сварка скруток для медных и алюминиевых проводов
Точечная сварка скруток для медных и алюминиевых проводов Контактная точечная сварка своими руками: что нужно знать об агрегате
Контактная точечная сварка своими руками: что нужно знать об агрегате Никелевая лента для сварки аккумуляторов
Никелевая лента для сварки аккумуляторов