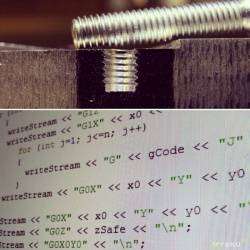
 Добрый день, друзья! Всё что вы хотели знать о применении резьбофрез на самодельных фрезерных станках с ЧПУ, но боялись даже спросить… Немного картинок, чуть-чуть расчета, несколько витков резьбы и небольшой бонус )) Неравнодушных прошу под кат. Не знал, в какой раздел написать про резьбофрезы, но учитывая, что здесь будет больше не отзыв об их качестве, а опыт их применения с расчетом траекторий, то решил в DIY. Тем более самоделка всё-таки присутствует. Кому лениво читать «недоматчасть» — в самом низу картинки ))) Сначала об их назначении и приобретении. Вот так в «интернетах» выглядит однозубая (зубьев на самом деле больше, но они располагаются на одном уровне) резьбофреза.
Добрый день, друзья! Всё что вы хотели знать о применении резьбофрез на самодельных фрезерных станках с ЧПУ, но боялись даже спросить… Немного картинок, чуть-чуть расчета, несколько витков резьбы и небольшой бонус )) Неравнодушных прошу под кат. Не знал, в какой раздел написать про резьбофрезы, но учитывая, что здесь будет больше не отзыв об их качестве, а опыт их применения с расчетом траекторий, то решил в DIY. Тем более самоделка всё-таки присутствует. Кому лениво читать «недоматчасть» — в самом низу картинки ))) Сначала об их назначении и приобретении. Вот так в «интернетах» выглядит однозубая (зубьев на самом деле больше, но они располагаются на одном уровне) резьбофреза. Нужны резьбофрезы, чтобы нарезать резьбу с заданным шагом исключительно с помощью фрезерного станка с ЧПУ. Да, да… Руками воспользоваться ими по назначению нереально… Я долго искал, где их приобрести подешевле — в России не вариант, поэтому как всегда первый взгляд пал на Али… положил в корзину и ходил вокруг да около примерно недели две. Одна фреза обходилась примерно в 1800 рублей. Как по мне, это очень дорого для домашних экспериментов. Решил попробовать на ТаоБао. Никогда там не заказывал ничего, и даже не знал, как это делается. Но один мой товарищ, оказалось, имеет «контакт», через кого можно притащить нужный товар в РФ. Никакой рекламы на «контакта» не будет (речь не об этом), я просто скинул ссылки ему, перевел нужную сумму денег (получилось дешевле Али примерно в 1.4 раза) и подождал 2.5 недели. Ссылки на ТаоБао и на аналогичные резьбофрезы на Али прикладываю:https://item.taobao.com/item.htm?id=574477814935aliexpress.com/item/32924234240.html
Нужны резьбофрезы, чтобы нарезать резьбу с заданным шагом исключительно с помощью фрезерного станка с ЧПУ. Да, да… Руками воспользоваться ими по назначению нереально… Я долго искал, где их приобрести подешевле — в России не вариант, поэтому как всегда первый взгляд пал на Али… положил в корзину и ходил вокруг да около примерно недели две. Одна фреза обходилась примерно в 1800 рублей. Как по мне, это очень дорого для домашних экспериментов. Решил попробовать на ТаоБао. Никогда там не заказывал ничего, и даже не знал, как это делается. Но один мой товарищ, оказалось, имеет «контакт», через кого можно притащить нужный товар в РФ. Никакой рекламы на «контакта» не будет (речь не об этом), я просто скинул ссылки ему, перевел нужную сумму денег (получилось дешевле Али примерно в 1.4 раза) и подождал 2.5 недели. Ссылки на ТаоБао и на аналогичные резьбофрезы на Али прикладываю:https://item.taobao.com/item.htm?id=574477814935aliexpress.com/item/32924234240.html За то время, пока я ждал резьбофрезы, был продуман алгоритм их использования. На самом деле есть, конечно же, и готовые рецепты по применению, например, специальный плагин в PowerMill (слышал, сам лично не видел). Но мне кажется, устанавливать тяжеловесную программу, да еще и «честно неприобретенную», только для нарезания резьбы — это как-то неправильно. На YouTube’e встречал каналы, где были ссылки на самописные калькуляторы расчета траектории движения фрезы при нарезании резьбы. Но попробовал один из них, и решил, что лучше сделаю для себя сам. Чтобы я полностью осознавал, что происходит при расчете и имел возможность подкорректировать расчет под конкретную задачу. А вот теперь стоит оговориться, я не являюсь профессионалом в данной области, поэтому прошу не кидаться в меня ГОСТ’ами и обвинениями в неправильном употреблении терминов или не употреблении их вовсе. В ходе экспериментов я лишь удовлетворил свои хоббийные потребности. Итак, с помощью одной и той же резьбофрезы можно делать как внутреннюю резьбу, так и внешнюю. Причем диаметр внутренней резьбы ограничен лишь минимальным значением диаметра самой резьбофрезы. Так, например, резьбофрезой с внешним диаметром 4,85 мм и зубом под максимальный шаг 1 мм, можно нарезать резьбу минимум 6 мм (отверстие под резьбу 4.9-5.0 мм в диаметре, плюс сама резьба при шаге 1 мм добавит примерно 1 мм к диаметру). А вот максимальный диаметр ограничен только Вашей фантазией. Для неискушенных читателей подготовил картинку, для лучшего понимания.D — диаметр режущей части фрезыP — шаг резьбыm — диаметр подготовленного отверстияM — диаметр резьбы (наружный диаметр внутренней резьбы для гайки) Суть процесса такова: 1. Для начала необходимо подготовить отверстие для будущей резьбы. Например, для М6, нужно 4.9 – 5 мм. При нарезании резьбы метчиком я обычно придерживался такого правила — диаметр отверстия равен диаметру резьбы минус шаг резьбы. Не совсем правильно, но для бытовых нужд более чем достаточно. 2. После этого, нужно рассчитать траекторию, по которой будет двигаться резьбофреза. Траектория будет винтовой. 3. А далее, собственно, само нарезание. Резьбофреза опускается в подготовленное отверстие до дна и, совершая винтовое движение вверх, нарезает резьбу. Вроде как все просто. Для внешней резьбы процесс аналогичный, только заготовка не отверстие, а цилиндр — ну вы поняли. При подготовке алгоритма написания G-кода для станка с ЧПУ я сначала хотел представить винтовую траекторию в кусочно-линейчатом виде, то есть миниатюрными линейными отрезками по которым будет двигаться фреза. Для тех, кто не знает всех возможностей G-кода (таких, как я, например), это наверное самый очевидный способ. Но, нашелся другой способ, более простой в реализации. Состоит он в использовании кодов G2 или G3 для круговой интерполяции. Как оказалось, с их помощью можно очень просто описать круговую (или дуговую) траекторию в плоскости, либо винтовую траекторию в трёх координатах. Чуть-чуть покажу, как это происходит — сначала круг, а затем один виток винтовой траектории. Для данного случая применения команда выглядит вот таким образом.G2/G3X#.# Y#.# Z#.# I#.# J#.# F# G2/G3 – круговое движение по часовой либо против часовой стрелкиX, Y, Z – координаты конечной точки (куда придет фреза из текущего положения)I, J – относительные координаты центра окружности от начальной точки (текущего положения)F – скорость подачи. 1. Например, необходимо создать траекторию движения по окружности на плоскости XY с центром в точке (0;0) и радиусом 2 (единицы измерения не ставлю, это абстракция). Движение начнем из точки (0;-2) лежащей на окружности. Необходимо лишь рассчитать параметры I и J. I = (координата X начальной точки) – (координата X центра окружности) = 0 – 0 = 0 J = (координата Y начальной точки) – (координата Y центра окружности) = 0 – (-2) = 2 Учитывая, что движение по окружности будет осуществляться от точки (0;-2) с возвратом в эту же точку, G код будет выглядеть следующим образомG0 X0 Y0 Z0 (перемещаемся в центр окружности)G1 X0 Y-2 F200 (перемещаемся в точку, лежащую на окружности, откуда начнется движение)G3 X0 Y-2 Z0 I0 J2 F200 (перемещаемся по окружности в ту же самую точку) на самом деле можно упростить вид последней команды, учитывая, что точка начала и окончания траектории совпадают, а значение I = 0G3 J2 F200 ( так значительно проще) 2. А теперь создадим один виток винтовой траектории. Код будет выглядеть точно так же, только в последнюю команду добавим координату Z = 1. Соответственно, при движении по окружности постепенно изменится координата Z с начального значения 0 до 1.G0 X0 Y0 Z0G1 X0 Y-2 F200G3 Z1 J2 F200 Думаю, что этой информации вполне достаточно, чтобы понять, как необходимо «вручную» готовить G-код для движения по винтовой траектории при нарезании резьбы. Кстати для визуализации процесса я использовал бесплатную программу NC Corrector. Большое спасибо ее авторам! Конечно же, каждый раз считать «вручную» очень трудоемко, поэтому данный алгоритм был оживлен в «самописном» калькуляторе, да не в простом, а в
За то время, пока я ждал резьбофрезы, был продуман алгоритм их использования. На самом деле есть, конечно же, и готовые рецепты по применению, например, специальный плагин в PowerMill (слышал, сам лично не видел). Но мне кажется, устанавливать тяжеловесную программу, да еще и «честно неприобретенную», только для нарезания резьбы — это как-то неправильно. На YouTube’e встречал каналы, где были ссылки на самописные калькуляторы расчета траектории движения фрезы при нарезании резьбы. Но попробовал один из них, и решил, что лучше сделаю для себя сам. Чтобы я полностью осознавал, что происходит при расчете и имел возможность подкорректировать расчет под конкретную задачу. А вот теперь стоит оговориться, я не являюсь профессионалом в данной области, поэтому прошу не кидаться в меня ГОСТ’ами и обвинениями в неправильном употреблении терминов или не употреблении их вовсе. В ходе экспериментов я лишь удовлетворил свои хоббийные потребности. Итак, с помощью одной и той же резьбофрезы можно делать как внутреннюю резьбу, так и внешнюю. Причем диаметр внутренней резьбы ограничен лишь минимальным значением диаметра самой резьбофрезы. Так, например, резьбофрезой с внешним диаметром 4,85 мм и зубом под максимальный шаг 1 мм, можно нарезать резьбу минимум 6 мм (отверстие под резьбу 4.9-5.0 мм в диаметре, плюс сама резьба при шаге 1 мм добавит примерно 1 мм к диаметру). А вот максимальный диаметр ограничен только Вашей фантазией. Для неискушенных читателей подготовил картинку, для лучшего понимания.D — диаметр режущей части фрезыP — шаг резьбыm — диаметр подготовленного отверстияM — диаметр резьбы (наружный диаметр внутренней резьбы для гайки) Суть процесса такова: 1. Для начала необходимо подготовить отверстие для будущей резьбы. Например, для М6, нужно 4.9 – 5 мм. При нарезании резьбы метчиком я обычно придерживался такого правила — диаметр отверстия равен диаметру резьбы минус шаг резьбы. Не совсем правильно, но для бытовых нужд более чем достаточно. 2. После этого, нужно рассчитать траекторию, по которой будет двигаться резьбофреза. Траектория будет винтовой. 3. А далее, собственно, само нарезание. Резьбофреза опускается в подготовленное отверстие до дна и, совершая винтовое движение вверх, нарезает резьбу. Вроде как все просто. Для внешней резьбы процесс аналогичный, только заготовка не отверстие, а цилиндр — ну вы поняли. При подготовке алгоритма написания G-кода для станка с ЧПУ я сначала хотел представить винтовую траекторию в кусочно-линейчатом виде, то есть миниатюрными линейными отрезками по которым будет двигаться фреза. Для тех, кто не знает всех возможностей G-кода (таких, как я, например), это наверное самый очевидный способ. Но, нашелся другой способ, более простой в реализации. Состоит он в использовании кодов G2 или G3 для круговой интерполяции. Как оказалось, с их помощью можно очень просто описать круговую (или дуговую) траекторию в плоскости, либо винтовую траекторию в трёх координатах. Чуть-чуть покажу, как это происходит — сначала круг, а затем один виток винтовой траектории. Для данного случая применения команда выглядит вот таким образом.G2/G3X#.# Y#.# Z#.# I#.# J#.# F# G2/G3 – круговое движение по часовой либо против часовой стрелкиX, Y, Z – координаты конечной точки (куда придет фреза из текущего положения)I, J – относительные координаты центра окружности от начальной точки (текущего положения)F – скорость подачи. 1. Например, необходимо создать траекторию движения по окружности на плоскости XY с центром в точке (0;0) и радиусом 2 (единицы измерения не ставлю, это абстракция). Движение начнем из точки (0;-2) лежащей на окружности. Необходимо лишь рассчитать параметры I и J. I = (координата X начальной точки) – (координата X центра окружности) = 0 – 0 = 0 J = (координата Y начальной точки) – (координата Y центра окружности) = 0 – (-2) = 2 Учитывая, что движение по окружности будет осуществляться от точки (0;-2) с возвратом в эту же точку, G код будет выглядеть следующим образомG0 X0 Y0 Z0 (перемещаемся в центр окружности)G1 X0 Y-2 F200 (перемещаемся в точку, лежащую на окружности, откуда начнется движение)G3 X0 Y-2 Z0 I0 J2 F200 (перемещаемся по окружности в ту же самую точку) на самом деле можно упростить вид последней команды, учитывая, что точка начала и окончания траектории совпадают, а значение I = 0G3 J2 F200 ( так значительно проще) 2. А теперь создадим один виток винтовой траектории. Код будет выглядеть точно так же, только в последнюю команду добавим координату Z = 1. Соответственно, при движении по окружности постепенно изменится координата Z с начального значения 0 до 1.G0 X0 Y0 Z0G1 X0 Y-2 F200G3 Z1 J2 F200 Думаю, что этой информации вполне достаточно, чтобы понять, как необходимо «вручную» готовить G-код для движения по винтовой траектории при нарезании резьбы. Кстати для визуализации процесса я использовал бесплатную программу NC Corrector. Большое спасибо ее авторам! Конечно же, каждый раз считать «вручную» очень трудоемко, поэтому данный алгоритм был оживлен в «самописном» калькуляторе, да не в простом, а в золотом онлайновом. За это спасибо! участнику MySKU-сообщества Sega-san, который помог мне и переложил оффлайн калькулятор, написанный на Си++, в онлайн, доступный по ссылкеСсылка на калькуляторsegakhv.com/ssserg/ Это и есть обещанный бонус! )) Кому интересно — пользуйтесь на здоровье )) Выглядит он вот так. В калькуляторе вы можете увидеть расчет для внутренней и внешней резьбы. Сформированный код достаточно скопировать в текстовый файл и отдать на растерзание вашему станку. Код проверен под управлением из Mach3 и LinuxCNC. Полёт нормальный. Еще забыл маленький нюанс. При нарезании резьбы я режу не сразу на всю глубину, а постепенно. Соответственно и траектория получается в результате расчета не одна, а несколько, с постепенно увеличивающимся диаметром. Вот так. ВАЖНОЕ ЗАМЕЧАНИЕ: Калькулятор проверен уже примерно на десятке разных резьб, но его использование только на ваш страх и риск. Всегда проверяйте сгенерированный G-код перед использованием. А теперь, собственно, сами фрезы и практическое их использование. Фрезы пришли в стандартных контейнерах, с наклейками, указывающими параметры.


| —>Главная—> » —>Статьи—> » Плоскорельефная резьба по дереву на станках с ЧПУ |
Плоскорельефная резьба по дереву на станках с ЧПУ.
Содержание (Обновляется)1. Разновидности плоскорельефной резьбы, выполняемой на станках с ЧПУ.2. Правила построения рисунков.3. Создание векторной модели (рисунка) в программе CorelDRAW X7.Технология и обзор необходимых инструментов в CorelDRAW X7.4. Используемые фрезы. Описание технологии.5. Создание управляющей программы под плоскорельефную резьбу в ArtCAMPro 9. 6. Возможный брак при фрезеровании плоскорельефной резьбы на станках с ЧПУ и методы его предотвращения. 7. Практическая работа. Создание программы для ЧПУ (создание векторной модели элемента резьбы в CorelDRAW X7, создание управляющей программы в ArtCAMPro 9). Визуализация резьбы. 1. Разновидности плоскорельефной резьбы выполняемой на станках с ЧПУ. Плоскорельефную резьбу, выполняемую на станках с ЧПУ, условно можно разделить на несколько типов. Резьба в теле. Данная технология подразумевает следующее. Фон резьбы опускается незначительно от верхней точки заготовки на 4-5 мм. В зависимости от размера рисунка, наружная стенка резьбы снимается 30 — 60 градусным гравером (фрезой). Средние линии и все различные внутренние декоративные элементы рисунка (лепестки, прорезки и пр.) фрезеруются 90 — 120 градусным гравером (фрезой) См. Рис. 1;2.Прорезная плоскорельефная резьба. Прорезная плоскорельефная резьба в свою очередь может выполняться в нескольких вариациях. Фон выбирается полностью под прямым углом от верхней точки и до самого низа резьбы концевой цилиндрической фрезой. См. Рис 3. Наружная стенка резьбы формируется наполовину, либо на определенную часть, 30-60 градусным гравером. Далее остальная часть фона убирается (фрезеруется) концевой цилиндрической фрезой. Резьба получается с так называемой подошвой. См. Рис 4. Наружная стенка резьбы формируется полностью 30-60 градусным гравером. См. Рис 5. Также прорезная резьба может оставаться в определенной рамке и являться частью столярной конструкции. См. Рис 6. Либо быть независимым элементом и вкладываться в уже заранее подготовленное углубление (выбранный фон, ковчег). См. Рис 7. Следует заметить, что можно комбинировать разные типы плоскорельефной резьбы для получения интересного дизайнерского решения. См. Рис 8. 3. Правила построения рисунков. При создании рисунков под плоскорельефную резьбу, выполняемую на станках с ЧПУ, следует придерживаться ряда технических и художественно-композиционных нюансов. Технические моменты заключаются в соответствии рисунка возможности его фрезеровки на станках с ЧПУ методом гравировки. Например, выбираемые фоны резьбы не должны быть слишком малы для концевой цилиндрической фрезы. См. Рис.9 . Центральные линии резьбы не должны быть слишком широкими, т.к. это сделает их слишком глубокими методом фрезерования по средней линии. Если резьба прорезная, то элементы резьбы не должны быть слишком тонкими или выступающими, т.к. возможно скалывание данных элементов. Если стоит задача быстро отфрезеровать резьбу, то рисунок должен быть нарисован следующим образом, чтобы при фрезеровке фонов использовалось минимальное количество фрез. Это позволит сэкономить время на смене инструмента. Художественно-композиционные нюансы. При создании рисунка под плоскорельефную резьбу необходимо следить за эстетической составляющей: соблюдать композицию, ритмичность рисунка, логичность, законченность в построении. Все переплетения в рисунке должны правильно, логично чередоваться (верх-низ-верх) См. Рис 10. В процессе рисования нужно избегать ломания линий рисунка (особенно на пересечениях), соблюдать параллельность линий, следить за тем, чтобы средняя линия в рисунке резьбы была ровно по центру. Рисунки проще рисовать от руки на бумаге, далее сканировать и в CorelDRAW переводить в вектор. Ниже вы можете ознакомиться с примерами рисунков. См. Рис 11. Другие рисунки резьбы вы можете бесплатно скачать на сайте. 2. Создание векторной модели (рисунка) в программе CorelDRAW X7. Технология и обзор необходимых инструментов в CorelDRAW X7 Итак, рисунки нарисованы и отсканированы, можно приступать к созданию векторной модели будущей резьбы. Следует отметить, что создание векторного рисунка, пригодного для дальнейшего использования в ArtCAMPro 9, относительно сложная и кропотливая работа. Программа CorelDRAW X7 обладает богатым и исчерпывающим инструментарием, который очень сильно упростит нам выполняемую работу. Давайте познакомимся с некоторыми основными инструментами, при помощи которых мы будем создавать векторный рисунок будущей резьбы. См. Рис. 12. Инструменты «Кривая через 3 точки», «Ломаная линия», «Кривая Безье», «Перо», «В-сплайн» идеально подходят для быстрого перевода рисунка в вектор. Данный арсенал инструментов желательно использовать с включёнными привязками (для автоматического объединения узлов). См. Рис 14. Следует отметить, что инструмент «Кривая через 3 точки» удобен при хорошем качестве обводимого (создаваемого) рисунка. Инструмент «Контур» очень удобен и необходим для автоматического построения ровных средних линий. Также данный инструмент можно использовать для построения формы всей резьбы. Инструмент «Контур» незаменим, когда переводимый рисунок очень плохого качества. См. Рис. 15. Инструмент «Интеллектуальная заливка» применяется для автоматического создания замкнутого нового объекта на основе взаимно пересекающихся объектов. Т.к. векторная модель будущей резьбы строится только на основе замкнутых объектов (это логическая необходимость для создания управляющей программы на основе гравировки в ArtCAMPro 9), инструмент «Интеллектуальная заливка» очень сильно ускоряет и упрощает процесс перевода рисунка будущей резьбы в вектор. См. Рис. 16. Инструмент «Перетекание» необходим и очень практичен для создания массива объектов. При помощи данного инструмента возможно автоматически распределять объекты в одну линию либо вдоль определённого пути (кривой, окружности) См. Рис. 17. Инструмент «Преобразование» удобен для автоматического копирования и распределения объектов как вдоль одной линии, так и методом поворота вокруг осевой точки. См. Рис. 18;19. Инструмент «Линза» эффективен для быстрого разрезания большого скопления векторов и последующего создания их копии. См. Рис. 20. Инструмент «Удаление виртуального сегмента» позволяет быстро удалять ненужный сегмент вектора, который визуально (виртуально) образован пересечением других векторов. См. Рис. 21. Инструмент «Нож» необходим для разрезания объекта. Причем при разрезании одного замкнутого объекта получается два независимых замкнутых объекта. Удобен для подрезания (правки) средних линий в элементах резьбы. См. Рис. 22. Технология создания векторного рисунка резьбы. При переводе рисунка в вектор либо создания векторного рисунка с нуля, нужно придерживаться определенных простых правил (логики). Соблюдение этих правил позволит в ArtCAMPro 9 методом гравировки получить программу резьбы. Создавать вектор нужно таким образом, чтобы весь рисунок состоял из замкнутых независимых элементов (векторов), но при их сложении создавалась иллюзия целостности рисунка. См. Рис. 23. Все элементы векторного рисунка не должны пересекаться и касаться друг друга. Средние линии должны немного (до 1мм) не доходить до пересечения. См. Рис 24. 4. Используемые фрезы. Описание технологии.
По личному опыту при гравировании плоскорельефной резьбы на станках с ЧПУ предлагаю использовать следующие фрезы. Фирма Dimar, страна производитель Израиль. И именно их новая линейка твердосплавных сменных граверов. См. Рис. 29. Желательно иметь несколько держателей под пластины-граверы 30-60-90 градусов. Данными граверами можно фрезеровать средние линии, лепестки, и боковые стенки резьбы. Также для фрезерования боковых стенок резьбы для твердых пород (клен, ясень, дуб, граб) я бы рекомендовал полностью твердотельный гравер с тремя режущими ножами. См. Рис. 30 Для выборки фонов, и для обрезки по контуру рекомендую концевые цилиндрические фрезы с плоским основанием SGS Tool Company. 2-х заходные для резки и 3-х заходные для выборки глухих фонов. Страна производитель США. 5. Создание управляющей программы под плоскорельефную резьбу в ArtCAMPro 9. Данные рекомендации будут актуальны и для более поздних версий ArtCAM. После того как рисунок будущей резьбы построен в CorelDRAW X7. Его необходимо экспортировать в формат Adobe Illustrator 8.0. Далее в программе ArtCAMPro 9. Создайте новую модель с необходимыми параметрами (высота, ширина, разрешение). См. Рис. 31-32
Часто гравируемый рисунок состоит из большого количества элементов, к которым будут применяться различные методы гравировки. По следующей причине целесообразнее разложить рисунок по слоям. Также это поможет оперативно менять определенные параметры гравировки (подачу врезания, рабочую подачу, плоскость безопасности и пр.) Например, при фрезеровании резьбы в теле (не сквозная) можно создать следующие слои с именами: «Средние линии», «Фоны», «Лепестки», «Подрезки». Для того чтобы создать новый слой у вас в правом углу экрана должно находиться прикрепленное окно «Вектора» См. Рис 34. (Если данное окно отсутствует, нажмите на клавиатуре клавишу F7) Далее дайте необходимое имя новому слою, для этого необходимо произвести двойной клик левой кнопки мыши по имени слоя и вписать имя. См. Рис. 36. Далее выделите поочередно элементы резьбы (удерживая клавишу Shift) и переместите их на нужный слой согласно логике. Правая кнопка мыши по выделенным объектам далее пункт меню «Переместить на слой», далее выбрать нужный слой из выпадающего списка. См. Рис. 37 , Примечание! Также обратите внимание на значок «лампочки» напротив названия слоя. Нажимая на данный значок, вы сможете включать либо отключать отображение векторов находящихся на данном слое. Очень удобно для группового выделения нужных векторов методом набрасывания лассо. См. Рис. 37(2) Как только как вектора разложили по слоям, можно перейти непосредственно к созданию управляющих программ. Рассмотрим применение инструментов гравирования в ArtCAMPro 9 на практическом примере. Векторный рисунок для выполнения практического задания вы можете бесплатно скачать здесь. См. Рис. 38 Гравировка фонов. Отключим все слои, оставив только слой «Фоны». См. Рис 39. Далее проведем диагностику векторов на ошибки (проверка пересечений, совпадения точек векторов, наличие петель). Для этого выделяем все вектора, относящиеся к фонам накинув лассо левой кнопкой мыши, далее в верхнем текстовом меню выбираем вкладку «Вектор» — «Диагностика векторов» См. Рис. 40 Далее нажимаем кнопку «Обнаружить», снимаем галочку «Сохранить исходные», далее «Исправить ошибки». Ошибки, которые не удалось исправить автоматически, исправляем вручную. См. Рис. 41 Следующим шагов выбираем снизу слева вкладку «УП» — 2D УП далее инструмент «Гравировка» См. Рис. 42-43 Далее создаем список инструмента, который будет использоваться при гравировке данного орнамента (кнопка «Добавить») В конкретном случае это концевая цилиндрическая фреза диаметром 1 мм (для фрезеровки фонов) и гравер 30 градусов для формирования стенок резьбы. См. Рис 44 Настроем каждую из фрез. Сначала общие параметры для всех фрез – это «Начальный проход», «Финишный проход», «Точность» установить галочки напротив параметров «Вектора на поверхности», «Смещение цилиндрического инструмента». Также необходимо установить параметр «Высота безопасности» (индивидуально, в зависимости от того как у вас закреплена заготовка и насколько выступает оснастка) См. Рис. 45 Далее настроем концевую цилиндрическую фрезу диаметром 1 мм. Настроем такие параметры как «Шаг», «Глубина за проход», «Рабочая подача», «Подача врезания», «Частота вращения», «Припуск», «Стратегия обработки». И также укажем толщину обрабатываемого материала. После установки всех параметров не забываем нажать кнопку «Вычислить» УП См. Рис 46. Далее настроим гравер 30 градусов. Зададим следующие параметры как «Шаг», «Глубина за проход», «Рабочая подача», «Подача врезания», «Частота вращения», «Припуск», «Стратегия обработки». Также обязательно поставим галочки напротив параметра «Подрезка углов». Также хотелось бы обратить внимание на следующий параметр как «Только профиль». Установите данный параметр, если вы не хотите чтобы гравер подчищал фон за цилиндрической фрезой. Числовые настройки гравера смотрите на рис. 47. Чтобы убедиться, что все фрезы настроены правильно, сделайте визуализацию (имитацию) УП. Для этого выберите в верхнем текстовом меню «УП» — «Имитация всех УП» См. Рис. 48 Следующим шагом у нас будет настройка фрезы для обработки средних линий. Отключим отображение УП, также отключим слой с фонами. Выберем в ArtCAMPro 9 инструмент 2D УП «Гравировка по средней линии» См. Рис 49 Далее выберем гравировальный инструмент, в данном случае это гравер 90 градусов (следует отметить, что если вы желаете получить более глубокие средние линии, то выберете гравер 60 градусов), далее настроем необходимые параметры фрезы и инструмента «Гравировка по средней линии» См. Рис. 50. Далее просчитываем максимальную глубину и ширину нажав кнопку «Средняя линия» См. Рис. 51 Следующим шагом не забываем вычислить УП. Завершающий этап для данного практического примера это формирования пересечений так называемых «подрезок». Спрячем слои содержащие фоны и средние линии. Оставим только слой содержащий не замкнутые вектора которые будут формировать подрезки См. Рис 52 Далее выберем инструмент 2D УП «Обработка по профилю». Выберем необходимую фрезу. В данном случае это 30 градусный гравер (такой же, как и при гравировке фона) глубина фрезеровки 1.2 мм. Остальные настройки инструмента как на рисунке. См. Рис. 53 Следует заметить, что иногда вектора для формирования пересечений необходимо развернуть, чтобы фреза прошла с нужной нам стороны вектора. Для того чтобы развернуть вектор выделите его, далее правая кнопка мыши, в появившемся меню выберите пункт «Развернуть вектора» См. Рис. 54 Запустите финальную визуализацию всех УП. Если вы все сделали правильно у вас должно получиться как на рисунке. См. Рис 55 |
| —>Категория—>:Плоскорельефная резьба по дереву на станках с ЧПУ | —>Добавил—>:Дмитрий (31.08.2014) |
| —>Просмотров—>:49054 | | | |
 Борфрезы (шарошки) по дереву для гравера: виды, назначение, особенности
Борфрезы (шарошки) по дереву для гравера: виды, назначение, особенности Что такое станки с ЧПУ, и какие технологические операции они выполняют
Что такое станки с ЧПУ, и какие технологические операции они выполняют Обзор фрезерного станка с ЧПУ SolidCraft CNC-6090
Обзор фрезерного станка с ЧПУ SolidCraft CNC-6090| —>Всего комментариев—>: 9 |
| <label>Порядок вывода комментариев:</label> |
—> —> Суббота, 08 Февраль 2014 17:50
- размер шрифтауменьшить размер шрифтаувеличить размер шрифта
Наиболее распространенные инструменты для получения внутренней резьбы на станках с СЧПУ – это метчики и фрезы. Сложность получения резьбы с помощью фрезы связана со сложностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.

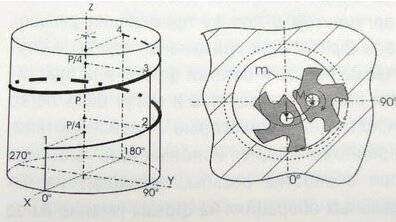
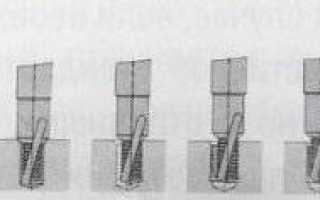
Принцип получения резьбы фрезерованием
При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии. Подача в этом случае должна совпадать с шагом метчика.
Технология получения резьбы фрезерованием
Сверлят отверстие
Резьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.
Есть несколько типов резьбовых фрез используемых для нарезания резьбы в станках с ЧПУ
твердосплавные фрезырезьбовые фрезы со сменными пластинамикомбинированные резьбовые фрезы — это фрезы позволяющие сначала сверлить отверстие под резьбу, а потом фрезеровать резьбу

Поэтому есть 2 основных технологии получения резьбы фрезами
Получение резьбы одним инструментом
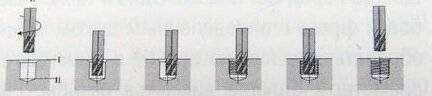
Получение резьбы несколькими режущими инструментами
Виды метчиков для нарезания резьбы
Метчики с прямыми стружечными канавками
Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубом
Использование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработке труднообрабатываемых материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкой
Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной части
Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
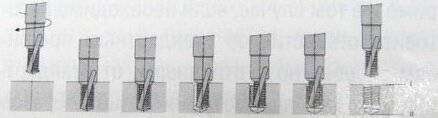
Метчики со спиральными зубьями
Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)
Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/ммг, а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Резьбонарезные фрезы имеют огромное преимущество при обработке глухих отверстий. Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Запомните, что подача равна при работе метчиком оборотам шпинделя умноженным на шаг резьбы.Резьба может срезается при остановке шпинделя перед реверсом — ось Z уже остановилась, а вот шпиндель по инерции делает ещё какую-то часть оборота. При нарезании резьбы метчиком в стали при этом обрывает метчик, а Д16Т мягче и поэтому резьбу слизывает. Поэтому для нарезания резьбы на станке с ЧПУ нужно использовать специальный патрон — плавающий или его еще называют компенсирующий. Этот патрон имеет подпружиненную часть с цангой, которая может перемещается относительно неподвижной на несколько миллиметров вдоль оси патрона в обоих направлениях.
Привожу общие указания по нарезанию резьбы метчиками
Результат любой операции по нарезанию резьбы зависит от ряда факторов, каждый из которых, в конечном счете, влияет на качество готовой детали.
1. Выберите правильную конструкцию метчика для данного обрабатываемого материала и типа отверстия.
2. Убедитесь, что деталь надежно закреплена — перемещения в процессе обработки могут привести к поломке метчика или плохому качеству резьбы.
3. Выберите правильный размер сверла из соответствующих таблиц. Диаметр необходимого сверла также указан на страницах каталога с метчиками. Помните, что для метчиков-раскатников необходимы сверла других диаметров. Всегда контролируйте наклеп обрабатываемого материала.
4. Выберите правильное значение скорости резания, как показано в каталоге режущего метчиков.
5. Используйте СОЖ, соответствующую выполняемой операции.
6. При нарезании резьбы на станках с ЧПУ проверьте значение подачи, указанное в программе. При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
7. По возможности используйте качественные патроны с компенсацией для ограничения крутящего момента, которые гарантируют осевое перемещение метчика и устанавливают его прямо в отверстии. Также это предохранит метчик от поломки при случайном столкновении одном отверстия.
8. Убедитесь в том, что метчик плавно входит в отверстие, прерывистая подача может привести к колоколообразной форме начальных витков.

Дополнительная информация
- Заказчик:Физическое лицо
- Статус:Нет исполнителя
- Срок сдачи проекта после оплаты аванса:20.02.2014
- ЦЕЛЬ ПРОЕКТА:Подскажите пожалуйста, как нарезать на фрезерном станке ЧПУ(Haas) резьбу обычным метчиком. Может где-то можно взять режимы резания? Мне надо нарезать резьбу М2,5;М3 в Д16Т. Режимы пытался ставить 50об/мин, 100об/мин с ревирсом. Приходится потом проходить вручную, а это получается очень долго.
Прочитано 63106 раз Последнее изменение Четверг, 14 Март 2019 11:35Опубликовано вИнструмент НаверхИспользуемые источники:
- https://mysku.ru/blog/diy/73346.html
- https://cnc-cad-pro.com/publ/ploskorelefnaja_rezba_po_derevu_na_stankakh_s_chpu/ploskorelefnaja_rezba_po_derevu_na_stankakh_s_chpu/1-1-0-1
- http://engcrafts.com/item/90-narezanie-rezby-n
 Способы нарезки резьбы
Способы нарезки резьбы Руководство к швейной машине Подольск 142: как настроить и ремонтировать
Руководство к швейной машине Подольск 142: как настроить и ремонтировать Фрезы для снятия гель-лака. Какие лучше, обработка ногтей
Фрезы для снятия гель-лака. Какие лучше, обработка ногтей Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть первая — выбор станка
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть первая — выбор станка