- Главная
>Стройка и ремонт</li> >Электрика</li> ⬎</ul>
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.

Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.

К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
 Разбираемся как паять провода – два способа и рекомендации к паячному процессу
Разбираемся как паять провода – два способа и рекомендации к паячному процессуВыбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
 Пайка алюминия с медью припоем Castolin
Пайка алюминия с медью припоем CastolinСкрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
 Использование припоя с флюсом - что это такое, где и как применяется
Использование припоя с флюсом - что это такое, где и как применяетсяПайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию:
Обладание навыком пайки проводов паяльником — полезное умение, доступное даже человеку. Известно, что соединение кабеля с помощью скрутки жил ненадёжно, поэтому правильно будет выполнять прочное соединение при помощи паяльника. Понимание того, как правильно спаять провода, улучшит качество выполняемой работы. Принцип работы с этим прибором будет рассмотрен на примере пайки медных проводов.
Выбор инструмента для работы
Понимание того, какой паяльник выбрать для пайки проводов, поможет упростить дальнейшие манипуляции при работе с тем или иным видом изделий. Наиболее распространены следующие виды паяльников:
- Электрический паяльник — универсальный прибор для пайки проводов, питается от электросети.
- Бензиновый паяльный аппарат — используется для спаивания ювелирных изделий. С помощью него можно как разобрать, так и запаять соединения стальных и чугунных труб при температурах свыше 1 тыс. градусов Цельсия.
- Газовая горелка — устройство для пайки, работающее при помощи газа под давлением в баллоне.
- Паяльный пистолет — питается от электросети, отличается большой мощностью.
Для пайки проводов и электрики в домашних условиях подойдёт самый доступный из вариантов — электрический паяльник. Однако и из этого вида изделий стоит выделить некоторые разновидности:
- 40—60 Вт. Применяются при работе с печатными платами, тонкими жидами, микросхемами и электронными элементами.
- 80—100 Вт. Используется для проводов с диаметром сечения жилы 1 мм.
- 100 Вт и более. Применяется для пайки толстостенных элементов.
Для домашнего использования пригодится маломощный паяльник на 40—60 Вт, и прибор средней мощности 80—100 Вт. Этой пары инструментов хватит для того, чтобы реализовать домашние потребности пользователя. Подготовка к работе
При первом использовании паяльника зачастую появляется дым. Это связано с тем, что происходит выгорание смазочных материалов, применённых при производстве инструмента. После выключения и полного остывания выполняется очистка жала от загрязнений. Выполнить эту процедуру можно с помощью напильника, наждачной бумаги.
Заточка жала
Следующий шаг — заточка кончика жала. Напильник, молоток или наждачная бумага подойдут для этой цели. В зависимости от того, для какого типа работ будет использоваться инструмент, жало можно заточить следующим образом:
- Лопатка — способ заточки, при котором кончик жала похож на кончик плоской отвёртки. Этот вид заточки улучает теплопередачу, площадь соприкосновения также увеличивается.
- Острый конус используется для точного нанесения олова на мелкие детали.
- Конус с плоским наконечником — для припаивания проводников большего размера.
Универсальный способ заточки — лопаткой. Если для затачивания использовался молоток, то медь уплотняется и наконечник будет дольше сохранять форму.
Лужение паяльника
Для предотвращения деформации, коррозии и износа жала инструмента его нужно залудить — нанести олово тонким слоем. Выполнять эту процедуру нужно сразу при первом включении, но после прекращения выделения дыма. Существуют два основных способа лужения жала: с использованием деревянного бруска, с применением поваренной соли.
Лужение при помощи деревянного бруска:
- Разогреть инструмент до рабочей температуры.
- Нанести канифоль на брусок.
- Расплавить припой и втиранием в брусок наносить его на жало.
Лужение с применением поваренной соли:
- Подготовить тряпку, пропитанную раствором хромистого цинка.
- Провести по кончику жала пропитанной тряпкой.
- Растереть расплавленный припой при помощи куска поваренной соли.
Дополнительные материалы для работы
Для крепкой и качественной пайки проводов рекомендуется предварительно очистить место спайки от загрязнений и обработать канифолью или флюсом, так как при обработке ими провода будут лучше паяться. Эти вещества выполняют одинаковые функции — равномерное распределение припоя по спаиваемым материалам и удаление оксидной плёнки, ухудшающей прочность соединения. Для припайки проводов можно пользоваться как флюсом, так и канифолью, в зависимости от вида спаиваемого материала. Дополнительно для работы понадобится скрутка оловянного припоя, спирт для удаления излишков флюса, изолента для изоляции проводков. После подготовки материалов приступают непосредственно к процессу паяния.
Пайка электропаяльником
Выполняя эту работу, важно соблюдать технологию пайки паяльником, делать операции пошагово и повторять в той же последовательности. Рассмотрим подробнее, как правильно паять паяльником провода на примере электропроводки:
- Для подготовки к пайке потребуется очистить силовой провод от изоляции, если провод многожильный — скрутить жилы, обработать флюсом и нанести слой разогретого припоя. Важно нанести на жало флюс и после окунуть в олово, чтобы покрыть кончик припоем. Выполнив эти действия, переходят к лужению.
- Лужение проводов происходит следующим образом — сперва оголённая жила ложится на канифоль, далее жила прогревается паяльником, чтобы она полностью погрузилась в канифоль. Затем на жало берётся небольшая капля припоя и наносится на подготовленную поверхность. Для удобства и равномерного распределения припоя провод поворачивают вокруг своей оси. Выполнив обработку всех нужных в дальнейшей работе проводов, переходят к их пайке.
- Чтобы припаять провод, жилы накладывают друг на друга и разогревают в месте соединения паяльником. При этом на жале инструмента должно быть немного припоя. Не рекомендуется двигать жилы в процессе пайки, поскольку это приведёт к ухудшению качества соединения. Когда олово растечётся по рабочей поверхности — работы по припайке окончены. Новому соединению дают некоторое время остыть, чтобы оно стало прочнее.
- После остывания места спайки рекомендуется изолировать. Для этого изолента наматывается на оголённый участок, после поверх изоленты устанавливается термотрубка, которую подогревают зажигалкой для прочной фиксации. На этом процесс спайки электропровода считается завершённым.
Качественные соединения медных проводов в электропроводке – залог безопасности и гарантия долгого срока службы.
Для соединений используют скрутку, пайку или сварку. Сварочное соединение превосходит все остальные по надежности. А сам процесс сварки проводов возможен при использовании специального аппарата.
Описание сварочного процесса
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки. А компактные аппараты, используемые при работе, облегчают процесс.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.
 Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Краткий обзор устройств
Специализированные устройства ТС 700 производства Призма используются исключительно для сварки скруток меди и алюминия (во втором случае с применением флюса). Они отличаются простотой и удобством использования. Очень компактные размеры устройства и небольшой вес, а также простота самого процесса сварки – именно то, что необходимо для столь кропотливой работы. Прибор дает на выходе напряжение 12 В, а потребляемая мощность при работе — от 1 до 1,5 кВт (в зависимости от модификации). Выпускается упрощенная модель для бытовых нужд ТС 700-1, для электриков ТС 700-2 и для крупных производств ТС 700-3. Комплектуются двумя силовыми кабелями, один из которых снабжен пассатижами для зажима скрутки, а второй – держателем электродов. Имеется переносная сумка с ремнем для ношения на плече. Бытовая модель сваривает скрутки до 16 мм в диаметре, две другие – до 24 мм. Цена первой – 7600 рублей, второй 8950 и третьей 9300.
Читайте так же: Узнаем, какой инверторный сварочный аппарат лучше?
Мини «ДОН» — аппарат цифровой инверторный с питанием от сети 220 В. Небольшие размеры, удобный функционал. Снабжен устройством для блокировки при скачущем напряжении, цифровой индикатор показывает текущее напряжение в сети, что облегчает подбор диаметра электрода для сварки. Есть функция защиты от залипания и регулировки тока. При необходимости изготовитель может поставить модель, приспособленную для работы в опасных условиях. Цена устройства 8000 рублей.
Аппараты МИКРОША-160ПНЦ и МИКРОША-180ПНЦ аналогичны по выполняемым функциям и по стоимости.
Аппарат ТС700 и рассказ про него в видео
Инверторные аппараты
 Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
РЕСАНТА САИ-160 аппарат российского производства. Работает от сети 220 В, может регулировать ток в диапазоне от 10 до 160 ампер и выдавать дугу с напряжением 26 В. Вес аппарата 4, 5 кг. Цена 6300 рублей.
QUATTRO ELEMENTI A 160 Nano 643-255 – итальянская марка. На российском рынке продаются аппараты, изготовленные в Китае. Компактные по размерам, вес 4,9 кг. Прекрасно подходит для бытовых нужд. Работает от сети 220 В. Цена 5950 рублей.
PFTRIOTMax Welder DC-200 C инверторный аппарат, отличающийся низким уровнем шума и точностью работы. Родина бренда США, в продаже на российском рынке модели, изготовленные в Китае. Вес 4, 5 кг, имеется переносной ремень, что делает аппарат мобильным. Диапазон тока 10-200 ампер, питание от сети 220 В. При сварке используют электроды до 5 мм в диаметре. Цена аппарата от 7600 до 9600 рублей.
Сварочный инвертор FUBAG IQ 160 от германских производителей. Малогабаритный, вес 6,9 кг. Работает от сети с напряжением 150-240 В. Регулировка тока от10 до 160 ампер. В комплекте 2 медных кабеля – с держателем электродов и с зажимом для заземления. Цена порядка 7000 руб.
СВАРОГ ARC 160 Easy Z213 H – российский аппарат в прочном металлическом корпусе с бесступенчатой регулировкой силы тока. Подключение кабелей осуществляется через специальные разъемы, что очень удобно. Диапазон тока 10-160 А, питание от сети 220 В. Вес – 4 кг. Цена аппарата 9000 рублей.
Читайте так же: Обзор аргоновых сварочных аппаратов
Также обратите внимание на модели следующих брендов: Аврора, Неон, Кедр, TIG.
Как выбрать аппарат
 В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности. Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время. Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности. Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время. Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
Для дома более выгодно приобретение универсального инверторного аппарата. С помощью которого вы сумеете выполнить любую требуемую сварку – круг их возможностей необычайно велик. Другой вопрос в том. что сварка скруток потребует от вас определенных знаний, но это поправимо.
При подборе сварочного инвертора, обратите внимание на мощность и источник питания. Излишне мощный аппарат – роскошь. Для дома вполне подойдет модель с мощностью 4-5 кВт.
Из желательных функций, которые существенно облегчают процесс сварки, желательно наличие «горячего старта», защиты от залипания и нечувствительность к перепадам напряжения питающей сети. Сила тока до 160 А позволяет варить металл толщиной до 5 мм, этого обычно вполне хватает для бытовых целей.
Для неопытных сварщиков инверторные модели – лучший выбор. Они просты в использовании, что позволит новичку быстро освоить азы сварочного ремесла.
Из недостатков сварочных инверторов можно отметить высокую стоимость и создание помех в сети.
Можно ли сделать устройство для сварки из подручных материалов?
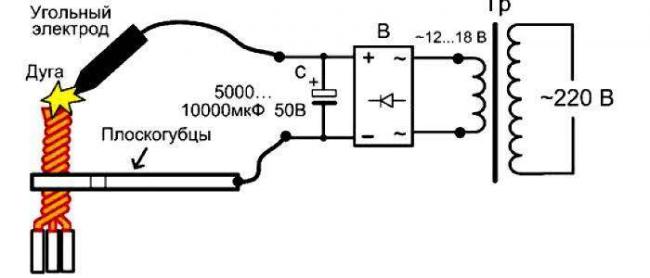
В хозяйстве мастерового хозяина всегда найдется старенький неиспользуемый трансформатор, на основе которого можно сделать домашний сварочный аппарат для медных проводов. Схема устройства несложная, с монтажом справится любой новичок. Для изготовления потребуются:
Самодельный аппарат и рассказ про него в видео ниже
Заниматься изготовлением самодельных аппаратов допустимо только в случае, когда вы хорошо знакомы с понятиями работы электротехнических устройств. Подробных описание самодельных конструкций масса, ниже приведены фотографии некоторых из них. Трансформаторы можно использовать от старых телевизоров, от микроволновой печи, и другие. Достаточная мощность трансформатора для изготовления сварочника лежит в пределах 200- 450 ватт.
Принципиальная схема сборки представлена на рисунке:
Домашний прибор хорош тем, что не требует значительных вложений денежных средств, а функций его хватает на решение бытовых задач по сварке.
Соблюдайте правила безопасности при работе с электрическими приборами! Так, ни в коем случае, не включайте трансформатор от микроволновой печи для проверки в сеть! Напряжение на оригинальной вторичной обмотке доходит до 2000 В! Только после ее удаления возможно использование такого трансформатора для наших целей, а вторичную обмотку придется сделать самостоятельно.
Еще один самодельный аппарат и рассказ про него
Читайте так же: Поговорим про сварку инвертором для начинающих
Параметры сварочных работ с медью
Выбор силы тока конкретно к диаметру скрутки, количеству проводов в ней и их сечения имеет первостепенное значение для качественного результата. Лучшие значения подбираются опытным путем и главную роль играют в этом профессиональные навыки. Для примерной ориентировки по значениям ниже приведена таблица рекомендуемых параметров.
| Сечение провода, мм | Количество проводов в скрутке | Оптимальный режим тока, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Заваривание в вакууме
Существует способ сварки меди с помощью электронных лучей в условиях вакуума. Для работы требуется специальный аппарат и вакуумная камера. Этот метод применим только в условиях оборудованных производственных мастерских или лабораториях.
Суть метода электронно-лучевой сварки в вакууме заключается в проплавлении меди направленным лучом конусной формы, обеспечивающем высокую точность работы.
Что дает лучевая сварка в вакууме:
- Провода подвергаются нагреву меньшей температурой, что положительно влияет на их сохранность. Они не покоробятся от такого нагрева.
- Направленный характер нагрева позволяет распределить нужную температуру на поверхности шва и по его глубине, что повышает качество сварки.
- Вакуумная среда исключает насыщение меди газами, поэтому соединение имеет пластичные свойства.
Сварка ведется непрерывно, есть возможность работать с паузами. Методы подбираются оператором в зависимости от поставленной задачи.
Сварочные аппараты изобретены давно и имеют множество вариантов. При этом, ученые продолжают работу по модернизации и видов аппаратов и способов сварки. Для конкретной задачи по сварке скруток меди можно применить практически любой известный аппарат – отличие будет в удобстве использования. Лучший результат по получению качественного соединения достигнуть с наименьшими затратами возможно с применением специализированного оборудования для этих работ.Аппараты, рекомендованные для заказа:
Описание и характеристикиЦена FUBAG IN 176
FUBAG IN 176
Макс. мощность — 6000 Вт
Макс. сварочный ток — 160 А
Тип аппарата — инверторный
Тип сварки — дуговая (MMA+TIG)
Напряжение — 220 В
Степень защиты от пыли и влаги — IP 21
Мин. диаметр электрода — 1.6 мм
Макс. диаметр электрода — 4 мм
Гарантия — 24 мес. 
12420 FUBAG IN 206 LVP
FUBAG IN 206 LVP
Макс. мощность — 7000 Вт
Макс. сварочный ток — 200 А
Тип аппарата — инверторный
Тип сварки — дуговая (MMA+TIG)
Напряжение — 220 В
Степень защиты от пыли и влаги — IP 21
Мин. диаметр электрода — 1.6 мм
Макс. диаметр электрода — 5 мм
Гарантия — 24 мес.
30200Поделиться:Рекомендованное вам Обзор сварочных аппаратов Неон
Обзор сварочных аппаратов Неон Обзор сварочных аппаратов Форсаж
Обзор сварочных аппаратов Форсаж Обзор сварочных полуавтоматов АврораОбзор сварочных аппаратов ФубагИспользуемые источники:
Обзор сварочных полуавтоматов АврораОбзор сварочных аппаратов ФубагИспользуемые источники:
- https://yserogo.ru/remont/payka-raspredkorobok.html
- https://obinstrumentah.info/kak-payat-provoda-tehnologiya-spajki-provodov/
- https://generatorexperts.ru/invertornye/apparat-dlya-svarki-mednyx-provodov.html

 Пайка микросхем своими руками — Как выбрать паяльник
Пайка микросхем своими руками — Как выбрать паяльник Как припаять без паяльника и чем можно его заменить
Как припаять без паяльника и чем можно его заменить Точечная сварка скруток для медных и алюминиевых проводов
Точечная сварка скруток для медных и алюминиевых проводов Сварка из микроволновки своими руками
Сварка из микроволновки своими руками