Человечество научилось создавать множество различных закрытых систем, которые могут эффективно выполнять свой функционал. Но, независимо от этого, необходимо обеспечить хоть какой-то контроль того, что происходит в скрытом от людских глаз режиме. И для этого подходят различные механизмы, такие как индикатор часового типа. Что он собой представляет, как работает и какие его виды существуют?
Индикатор часового типа
Что представляет собой данный прибор? Индикатор часового типа (ИЧ) – это механизм, который может преобразовывать перемещение измерительного щупа в движение стрелки по начерченной шкале. Используется он, чтобы производить замер отклонений, неровностей или объема внутри какого-то закрытого корпуса. Данный прибор позволяет узнавать показания с весьма большой точностью, а также сразу же во время происхождения изменений. Сколько стоит индикатор часового типа? Цена на данные механизмы колеблется в пределах 1-10 тысяч рублей.
Конструкция
Обычно в цилиндрическом корпусе размещаются шестерёнчатая и реечно-зубчатая передачи. Они преобразуют поступательно-возвратные движения измерительного стержня в изменение положения стрелки прибора. Индикатор часового типа дополняет пружина, которая исключает люфты шестереночных передач. Зацепление колес всегда происходит с одной стороны профиля зубьев. Обычно шкала прибора поворачивающаяся. Это сделано, чтобы удобно было установить показатель на ноль во время выполнения относительных измерений. Как правило, стрелка является многооборотной. Если говорить о емкостях с жидкостью, то изменение на один пункт говорит о перемещении щупа на миллиметр. В крупных приборах есть ещё и малый циферблат, который показывает количество полных оборотов большего. У измерительного стержня на рабочем конце есть твердосплавный шарик, выполненный в сменной оправе. Какой нормативно-технический документ определяет, чем должен обладать индикатор часового типа? Гост 577-68 – именно в нём прописаны требования государства.
Порядок работы
Чтобы он был легкодоступным для снятия показателей, индикатор часового типа устанавливают в инструментальный штатив, похожий на лабораторные образцы. В его основании крепится цилиндрическая штанга, закрепляющая подвижную муфту со стержнем, на котором находится прибор. Для улучшения крепежа используется магнитное основание. С его помощью можно установить штатив на наклонные или вертикальные плоскости деталей из железа и стали без применения дополнительных крепежных элементов.
Чтобы осуществить применение в различных сферах, индикатор часового типа может быть использован в специальном приспособлении, что измеряет крупногабаритные детали или внутренние размеры продукции. Чтобы определить, насколько точными являются данные, выделяют 0 и 1 классы точности. Погрешность зависит от измеряемой величины и составляет доли процента.
Пример реализации
А как, собственно, можно понять, как работает индикатор часового типа? На примере чего можно увидеть все нюансы? На данный момент широкое распространение получило два вида, которые можно наблюдать в промышленности:
- Электронный. Сюда относят рычажно-зубчатый тип индикаторов часового типа, который имеет электронную цифровую шкалу.
- Пружинно-оптический. Сюда относят специальные приборы, которые вместо обычных и привычных стрелок имеют зеркало, с помощью которого осуществляется формирование изображения показателя шкалы. Такой тип ещё называется оптикатором. Они не обладают параллаксом, который присущ стрелочным приборам. Также в специализированной литературе можно встретиться с такими устройствами, как оптико-механические измерительные приборы.
Встретить данный тип можно во многих местах и в самом различном контексте использования. Так, индикатор часового типа нашел себе применение в домашних условиях, показывая давление в отопительной системе жилых строений, а также в газо- или нефтетранспортной отрасли.
Заключение
Можно сказать, что несмотря на то, что индикатор часового типа кажется простым механизмом, который легко понять, это вовсе не так. Поэтому при работе с ним следует всегда проявлять осторожность для избегания проблем отображения и выхода из строя. Также следует позаботиться о том, чтобы каждый конкретный механизм использовался в диапазонах, на которые он рассчитан. Иначе возможны нежелательные последствия вплоть до замены прибора.
Похожие статьи
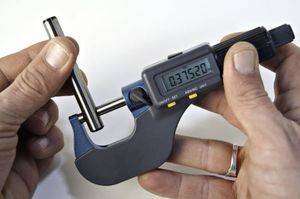
 Измерительный прибор высокой степени точности, позволяющий определять линейные размеры физических тел, называется микрометр. Многогранность принципа работы микрометра способствует высокой точности производимых измерений, а простота в работе с устройством делает его доступным даже для начинающих мастеров.
Измерительный прибор высокой степени точности, позволяющий определять линейные размеры физических тел, называется микрометр. Многогранность принципа работы микрометра способствует высокой точности производимых измерений, а простота в работе с устройством делает его доступным даже для начинающих мастеров.
Описание и действие
 Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
 Мультиметр HoldPeak HP-890CN - отзывы
Мультиметр HoldPeak HP-890CN - отзывыНазвание инструмента указывает размерную величину, в пределах которой прибор способен с достоверной точностью определить размер детали. Один микрон — очень мелкий параметр; на практике чаще пользуются точностью в 50 микрон — это величина, значение которой может повлиять на результат сборочных работ либо настройку детали.
Приемы измерения микрометром — абсолютный и относительный. При первом варианте разъем прибора прилагается непосредственно к поверхности детали. Зажимы для крепления выставляются в соответствии с геометрией измеряемой детали. Показания в микронах снимаются согласно измерительным шкалам.
Относительный метод основан на данных, снятых при измерении предметов, которые находятся в непосредственной близости к искомому объекту обмера. В дальнейшем с их помощью косвенным математическим путем устанавливаются искомые параметры этого предмета.
Устройство прибора
Винт и гайка — вот самое простое описание механической конструкции микрометра. Сложными и тщательно выверенными являются шкалы, предназначенные для снятия измерений.

Стандартная модель измерительного прибора состоит:
- Скоба, имеющая достаточную жесткость. Даже мелкие деформации этой детали способны повлиять на точность измерений. Дефекты скобы свидетельствуют о непригодности измерительного устройства к работе;
- Пятка — обычно реализована как элемент части корпуса прибора. Существуют также виды микрометры со съемной пяткой. Такая модификация устройства предназначена для измерений в диапазоне от 500 до 800 мм;
- Микрометрический винт (шпиндель) вращается за счет передвижения трещотки;
- Устройство стопорное реализовано в виде винтового зажима, служит фиксатором микрометрического винта при снятии показаний измерительных величин или настройке микрометра;
- Стебель имеет основную и дополнительную измерительные шкалы для определения размерных величин детали. Основная показывает целые значения (миллиметр), а дополнительная — половинные;
- Барабан рассчитан для измерения десятых и сотых доли мм и служит указателем шкалы стебля;
- Трещотка регулирует напряжение, при котором контактируют прибор и предмет измерения, а также способствует вращению микрометрического винта;
- Эталон — деталь дополнительно входит в комплект устройства и необходима для настройки точности и проверки работоспособности микрометра.
Читайте также: Как изготовить строительный фен своими руками
Проверка и калибровка
Сразу после приобретения микрометр рекомендуется диагностировать на наличие дефекта в работе. При сбое шкалы ее можно настроить с помощью ключа, входящего в комплект устройства.
Проверка точности прибора производится смыканием плоскостей измерения. В максимальном упорном положении винта в противоположную плоскость на индикаторе электрического микрометра появится цифра «0».
 MS2108A Токовые клещи с функцией измерения постоянного тока.
MS2108A Токовые клещи с функцией измерения постоянного тока.В приборе с механической конструкцией стебля должен принять положение, в котором будет практический полностью закрыт барабаном. Нулевое значение на барабане должно совпасть с продольным штрихом стебля, а его скошенный край — с нулевой отметкой верхней шкалы.
До того как приступить к проверке, устройство и деталь необходимо выдержать в одинаковых температурных условиях не менее трех часов. При желании для проверки можно использовать эталон.
Процесс измерения и показания
В начале работы необходимо расположить измерительную деталь между пяткой прибора и микрометрическим винтом. Начать вращение барабана с учетом максимальной близости шпинделя и измеряемого предмета.
При измерениях микрометр находится в левой руке. Во избежание нагрева от температуры тела и искажения результатов держать прибор следует за изолированную часть скобы.
Размеренно и не спеша до соприкосновения с измеряемой поверхностью подводится шпиндель устройства. Крутить его следует по направлению против часовой стрелки относительно торца с нарезкой пока деталь не зайдет в зазор торцов. Далее, необходимо по часовой стрелке довести вращение шпинделя до упора, придерживая в процессе нарезки барабан.
При достижении упора вращение начнет сопровождаться треском. Вращение микрометрического винта следует прекратить и можно приступать к снятию показаний. Освобождается деталь из зажима обратным вращением шпинделя. Точный размер замеряется на барабане с помощью шкалы нониуса.
Показания прибора. При работе по снятию величин измерений механическим прибором требуется некоторая сноровка. Начинаем снимать показания с более крупного разряда цифр и оканчиваем мелким.
Для начала обратим внимание на шкалу стебля на неподвижной части рукоятки. Она содержит две шкалы, которые для комфортного восприятия расположены в позиции остановки края барабана, зафиксируем значение деления нижней шкалы (допустим, 8). Оно находится в зоне видимости. Так определяется величина первого цифрового показания.
Читайте также: Принцип работы штангенциркуля, виды инструмента и примеры замеров
В случае когда край барабана сравнялся с делением на верхней шкале, то после запятой необходимо поставить цифру 5, если деление скрыто, тогда цифру 0. После рассматривается шкала на барабане, где находятся сотые доли миллиметра, их необходимо прибавить к десятым долям.
 Что такое «True RMS»?
Что такое «True RMS»?Допустим, верхняя шкала не показала половинчатого деления, соответственно, измерительная величина равна 8,0 мм. Поскольку на барабане с горизонтальным штрихом выпало значение 12, следовательно, 8,0 + 0,12 = 8,12 мм. В случае видимости штриха на верхней шкале стебля 8,5 + 0,12 = 8,62 мм.
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
- гладкие — предназначены мерить наружные размеры;
- листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
- трубные — для толщины трубных стенок;
- проволочные — для толщины проволоки;
- микрометрические головки — для измерения перемещения;
- зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Читайте также: Принцип действия перфоратора, устройство и ремонт
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
Недорогой цифровой микрометр неизвестного производства способен допускать погрешности результата измерений. Такие приборы фактически не соответствуют ГОСТу, впрочем, нередко цифровые модели, изготовленные согласно стандарту, имеют частые сбои в работе. Инструмент требует замены по прошествии гарантийного срока эксплуатации.
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Как один из самых высокоточных приборов, прибор нашел свое применение во многих сферах современной промышленности и строительстве. Электронное обеспечение делает такое устройство довольно хрупким и дорогостоящим и выдвигает повышенные требования к его бережной эксплуатации.
 Всем доброго дня! Речь пойдет о самодельной стойке для индикатора часового типа (далее — ИЧ). В мирской жизни ИЧ применяется, например, для измерения биения на конце вала шпинделя, для точной установки детали в токарный патрон, для параллельной установки направляющих… и для многого другого, на что только может хватить фантазии при использовании измерительного инструмента. Этот обзор, как и мой предыдущий, посвящается любителям самоделок. Кому скучно читать, в конце будет видео с процессом изготовления. Итак… Кто-то скажет, что стойку проще купить. Такую, например:
Всем доброго дня! Речь пойдет о самодельной стойке для индикатора часового типа (далее — ИЧ). В мирской жизни ИЧ применяется, например, для измерения биения на конце вала шпинделя, для точной установки детали в токарный патрон, для параллельной установки направляющих… и для многого другого, на что только может хватить фантазии при использовании измерительного инструмента. Этот обзор, как и мой предыдущий, посвящается любителям самоделок. Кому скучно читать, в конце будет видео с процессом изготовления. Итак… Кто-то скажет, что стойку проще купить. Такую, например: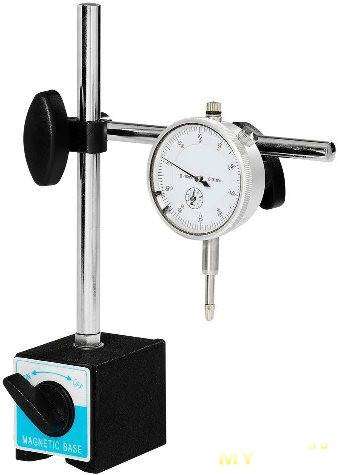 Да, не спорю, это наверно правильно, тем более что цена вопроса не такая уж и большая, а стойка это не расходник и покупается она, как правило, раз и на всю жизнь. Почему я решил сделать ее сам? На это у меня есть три причины:
Да, не спорю, это наверно правильно, тем более что цена вопроса не такая уж и большая, а стойка это не расходник и покупается она, как правило, раз и на всю жизнь. Почему я решил сделать ее сам? На это у меня есть три причины:
- во-первых, у меня остались кое-какие запчасти, от сборки первого фрезерного станочка с ЧПУ, и я уверен, что у того, кто сам собирал, допустим, 3D-принтер или лазерный гравер, просто обязаны остаться подобные запчасти;
- во-вторых, я не хочу ждать – до Хабаровска с бюджетной доставкой, минимум 2 недели с Запада, и 4 недели с КНР (так как посылки с Али едут в основном через Москву, и редко через Новосибирск, хотя могли бы просто через Амур-реку перекидывать нам )));
- ну, и в-третьих, хобби никто не отменял, почему бы не попытаться немного сэкономить, на том, что я могу изготовить сам, тем более кое-какие материалы, как я говорил, уже есть и их не нужно покупать.
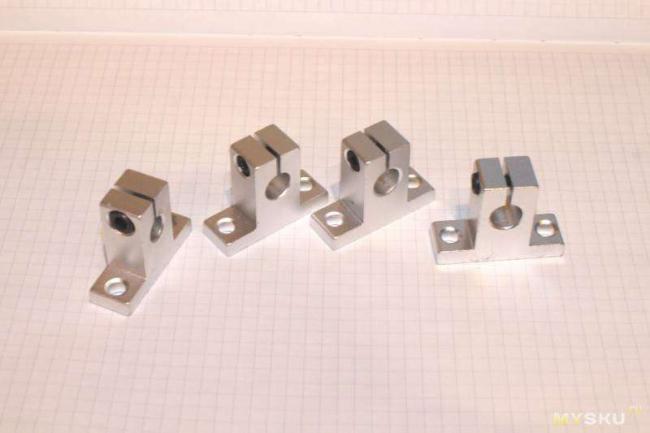
Что у меня есть в наличии:
- два полированных вала длиной по 179 мм и диаметром 10 мм, в «интернетах» они известны как SFC10, один вал, имеет в торцах внутреннюю резьбу М4, пригодится для крепления к основанию;

- 3 опоры для валов диаметром 10 мм, SK10;
- 1 опора для вала диаметром 8 мм, SK8 (этот диаметр понадобится для крепления ИЧ);
- какая-то непонятная дюралюминиевая фигня толщиной 10 мм и диаметром 80 мм, которую я буду использовать в качестве основания стойки (если веса не хватит, что-нибудь придумаю).



Вот вообщем-то и все, что есть. Но, по-моему, этого более чем достаточно и я думаю, опытные читатели уже сложили Puzzle )). Для начала подготовлю основу – нужно сделать посадочное отверстие глубиной 6 мм и диаметром 10 мм для вертикальной установки вала. Кто-то уже пытался просверлить (явно не по центру) эту дюралевую штуку, и хорошо, что у этого «кого-то» не получилось завершить начатое и всё испортить.
Для начала подготовлю основу – нужно сделать посадочное отверстие глубиной 6 мм и диаметром 10 мм для вертикальной установки вала. Кто-то уже пытался просверлить (явно не по центру) эту дюралевую штуку, и хорошо, что у этого «кого-то» не получилось завершить начатое и всё испортить. А теперь, я стрельну из пушки по воробьям и задействую свой самодельный фрезерный станок с ЧПУ (полагаю, что с прямыми руками можно вполне обойтись и дрелью… но мы то знаем, у кого откуда они растут…) А еще я расскажу про один лайфхак для ЧПУшников (это не ругательство)))), как точно найти центр круга, чтобы выставить «ноль» на станке. Для этого пришлось вспомнить каноническое уравнение окружности и немного математической эзотерики.
А теперь, я стрельну из пушки по воробьям и задействую свой самодельный фрезерный станок с ЧПУ (полагаю, что с прямыми руками можно вполне обойтись и дрелью… но мы то знаем, у кого откуда они растут…) А еще я расскажу про один лайфхак для ЧПУшников (это не ругательство)))), как точно найти центр круга, чтобы выставить «ноль» на станке. Для этого пришлось вспомнить каноническое уравнение окружности и немного математической эзотерики.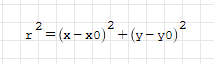 А еще вспомним школу ))) (сразу не заметил, второе слагаемое можно еще немного упростить, ну да ладно)
А еще вспомним школу ))) (сразу не заметил, второе слагаемое можно еще немного упростить, ну да ладно) Вот такие получились формулы для расчета центра окружности по координатам трех известных точек, лежащих на ней.
Вот такие получились формулы для расчета центра окружности по координатам трех известных точек, лежащих на ней.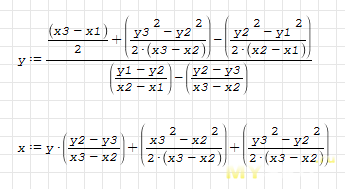 Приложу заготовку, которую вы сможете применить, если захотите написать программку для автоматического вычисления.Он-лайн калькуляторКстати, один ну ОЧЕНЬ хороший человек сделал для меня он-лайн калькулятор этой петрушки, чему я несказанно рад )) Спасибо, тебе, Серёга!http://segakhv.com/ssserg/ Так вот, чтобы найти центр нужно закрепить круглую заготовку в произвольном удобном месте, а после этого коснуться фрезой заготовки в трех любых точках A(x1,y1), B(x2,y2), C(x3,y3) и записать их координаты.
Приложу заготовку, которую вы сможете применить, если захотите написать программку для автоматического вычисления.Он-лайн калькуляторКстати, один ну ОЧЕНЬ хороший человек сделал для меня он-лайн калькулятор этой петрушки, чему я несказанно рад )) Спасибо, тебе, Серёга!http://segakhv.com/ssserg/ Так вот, чтобы найти центр нужно закрепить круглую заготовку в произвольном удобном месте, а после этого коснуться фрезой заготовки в трех любых точках A(x1,y1), B(x2,y2), C(x3,y3) и записать их координаты.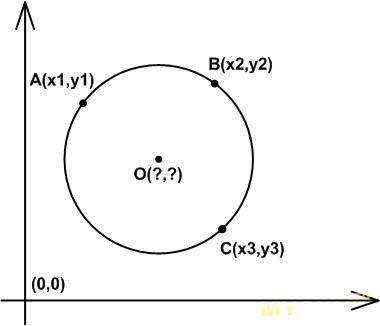 Координаты точек подставляем в формулу и вуаля! В результате положение центра окружности известно, «едем» туда и обнуляемся. В целом, всё просто! Процесс фрезерования (3-х заходная фреза по алюминию диаметром 2 мм, 0.2 мм съём за проход, смещение 1 мм, подачу не помню, но это и не важно):
Координаты точек подставляем в формулу и вуаля! В результате положение центра окружности известно, «едем» туда и обнуляемся. В целом, всё просто! Процесс фрезерования (3-х заходная фреза по алюминию диаметром 2 мм, 0.2 мм съём за проход, смещение 1 мм, подачу не помню, но это и не важно): После фрезеровки и сверловки выглядит это так: Уже можно вставить вал в основание посмотреть, как это будет: Держатели валов SK10 и SK8 также необходимо подвергнуть небольшой доработке – аккуратно спилить основания и спрятать подальше — авось еще куда пригодятся. Для крепления держатели друг к другу сбоку нужно сделать отверстие с резьбой M4. Кстати, я тут вконец обленился и заставил сверлить фрезерный станок. Решил попробовать сделать это обычным сверлом диаметром 3.3 мм (под резьбу М4 со стандартным шагом), цанга у меня ER11 под 3.175 мм, боялся, что не влезет, но вроде прошло все удачно. Заглубление делал по 0.4 мм, обороты шпинделя опустил до 4 тысяч, в принципе меня всё устроило, можно применять и обычные сверла. Правда, думаю, что лучше использовать сверла с хвостовиками точно под размер цанги, так правильнее. Индикатор я предполагаю фиксировать в опоре SK8, но для начала немного увеличу в ней пропил, чтобы было легче фиксировать винтом (хочу найти винты барашковые, чтобы закручивать руками)
После фрезеровки и сверловки выглядит это так: Уже можно вставить вал в основание посмотреть, как это будет: Держатели валов SK10 и SK8 также необходимо подвергнуть небольшой доработке – аккуратно спилить основания и спрятать подальше — авось еще куда пригодятся. Для крепления держатели друг к другу сбоку нужно сделать отверстие с резьбой M4. Кстати, я тут вконец обленился и заставил сверлить фрезерный станок. Решил попробовать сделать это обычным сверлом диаметром 3.3 мм (под резьбу М4 со стандартным шагом), цанга у меня ER11 под 3.175 мм, боялся, что не влезет, но вроде прошло все удачно. Заглубление делал по 0.4 мм, обороты шпинделя опустил до 4 тысяч, в принципе меня всё устроило, можно применять и обычные сверла. Правда, думаю, что лучше использовать сверла с хвостовиками точно под размер цанги, так правильнее. Индикатор я предполагаю фиксировать в опоре SK8, но для начала немного увеличу в ней пропил, чтобы было легче фиксировать винтом (хочу найти винты барашковые, чтобы закручивать руками)




- https://www.syl.ru/article/228799/new_chto-takoe-indikator-chasovogo-tipa-primeryi-opisanie
- https://pochini.guru/instrument/ustroystvo-mikrometra
- https://mysku.ru/blog/diy/62747.html

 Шунты для амперметра: подключение, применение и изготовление
Шунты для амперметра: подключение, применение и изготовление Карманный осциллограф Fnirsi 1С15 (110 МГц): лучший выбор за $60
Карманный осциллограф Fnirsi 1С15 (110 МГц): лучший выбор за $60 Usb тестер keweisi kws-v20(V,A,mAh,T-время)
Usb тестер keweisi kws-v20(V,A,mAh,T-время)