ДомойОсторожно! Электрический токЛенточный гриндер. Шлифовальный станок ножедела
Работа и конструкция ленточного гриндера
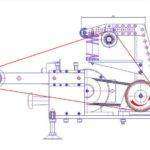
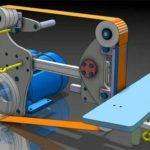
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.

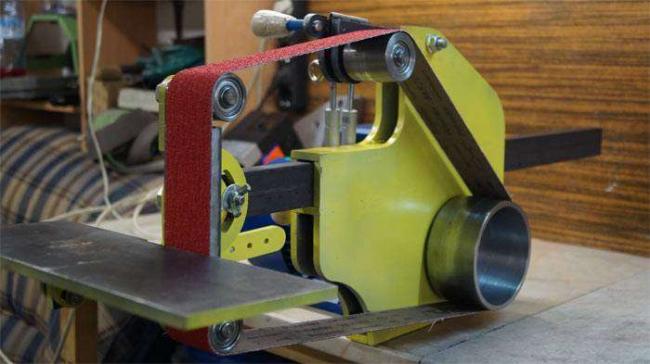
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?

Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин-1;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
 Самодельный гриндер. Важные моменты.
Самодельный гриндер. Важные моменты.Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см2. Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией.
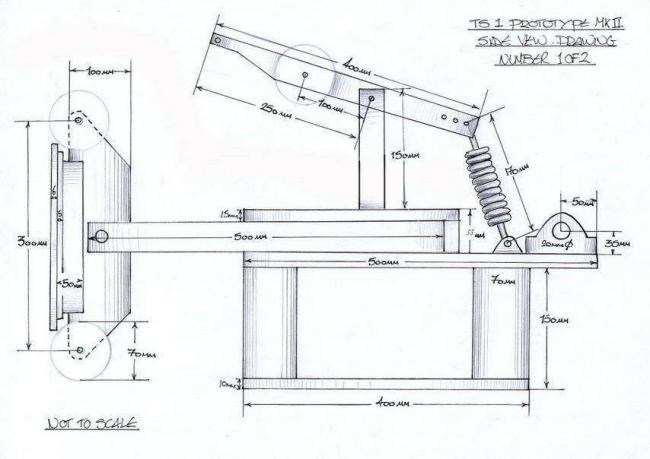
Гриндер своими руками. Чертежи с размерами
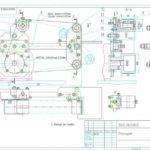
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее.
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости. Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
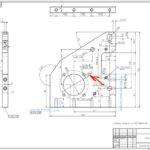
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5. При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
 Гриндер своими руками по готовым чертежам с размерами: особенности сборки и назначение
Гриндер своими руками по готовым чертежам с размерами: особенности сборки и назначениеРолики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
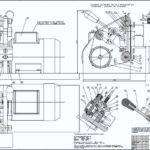
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты). Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание.
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
При выборе ленты необходимо учитывать, что наиболее оптимальным размером шлифовальных лент для самодельного гриндера является 1230 мм. Более короткие абразивные ленты изнашиваются быстрее, ибо не успевают охладиться в достаточной степени за время холостого хода. Что касается более длинных, то их применение приведёт к увеличению габаритов всей конструкции, что неприемлемо; при этом, каких-либо улучшений это не даёт.
 Приспособление для заточки ножа с регулировкой угла, на гриндере
Приспособление для заточки ножа с регулировкой угла, на гриндереПараметры механической прочности ленты на разрыв очень важны. Применение составных лент, пусть даже склеенных самым продвинутым составом либо двойным скотчем, не допускается категорически! При растяжении места стыка во время работы, лента увеличивается в длину и натяжение ослабевает. При этом возможен сход ленты с направляющих роликов или её разрыв, а на такой скорости это чревато тяжкими последствиями для оператора и окружающих. С учётом большой скорости движения ленты по поверхности направляющих и ведущего ролика, применяемое удельное усилие на поверхность абразива не должно превышать 0.8 кг/см2. Примерно такому параметру соответствует показатель механической прочности шлифленты из электрокорунда: 800-900 МПа.
Совет: перед установкой ленты на гриндер, ее рекомендуется вывесить на цилиндр, диаметром около 60 мм. Этим обеспечивается естественное растяжение абразивного элемента перед работой.
Гриндер своими руками: чертежи с размерами + инструкция по сборке
При разработке особое внимание уделяется конфигурации роликов, способу фиксации изделия и оптимальной мощности силового агрегата. Об этом подробнее.
Изготовление роликов
Особое внимание требует изготовление главного, ведущего ролика, выполняющего роль шкива! Он должен быть в достаточной мере массивным. Это позволит во время пускового момента избежать ненужного рывка, за счёт присутствующей инерции состояния покоя. Скорость набирается постепенно до нужных значений. Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум.

Ещё один нюанс! Сталь либо чугун для изготовления ведущей детали не годятся, ибо при пуске на двигателе будет больная нагрузка, или он вовсе не сможет прокрутить слишком тяжёлую болванку.
Для решения возникшего затруднения есть два варианта:
- Изготовить полый стальной ролик для уменьшения массы по принципу: больше диаметр — глубже полость. Точные размеры можно рассчитать с помощью справочника, хотя особая точность необязательна.
- Второй вариант: изготовление ролика из дюралюминия марки Д16 и выше.

На шкиве желательно выточить торцевую канаву, чьи размеры будут идентичны размерам предполагаемой к применению ленты. Это поможет предотвратить неконтролируемый сход ленты при неправильном расположении роликов в плоскости вращения.
То же рекомендуется проделать и с остальными направляющими роликами, включая натяжной. Применение дюраля для их изготовления позволит исключить операцию по вытачиванию полостей для регулировки веса.

Немалое значение имеет степень шероховатости поверхности роликов. Рекомендуемые предельные величины: Ra1,25-Ra2,5. Повышенная шероховатость приведёт к преждевременному износу основания ленты, а шероховатость ниже обозначенного предела будет способствовать ненужному проскальзыванию в процессе долговременной эксплуатации.
Установка роликов должна производиться с применением подшипниковых узлов закрытого типа на базе самоцентрирующихся подшипников с неподвижным внешним кольцом. Попадание абразивных или других частиц на вал ролика при такой установке исключено. При подборе подшипников надо учесть соответствие их несущих параметров с максимальным количеством оборотов силового агрегата.

Крепление роликов можно осуществить с помощью обычных шплинтов либо с применением буртика на одном конце оси, как предписано стандартом. Ведущий ролик должен иметь паз для общей с валом двигателя шпонки.
Двигатель и поворотный стол
Если вы собираетесь собрать ленточный гриндер своими руками, то особое внимание стоит уделить выбору привода! Чаще всего используют движок на 0,75 кВт (хотя не возбраняется и до 1,5 кВт) с числом оборотов от 1500 до 3000.

Необходимо учесть, что лента может не выдержать высоких скоростей. Как правило, мощность движка выбирают в зависимости от предполагаемых операций на собранном станке. Если преобладают обдирочные работы, когда нагрузка на привод большая, силовой агрегат устанавливают более мощным, но с меньшим количеством оборотов, а если требуется просто поверхностная шлифовка, параметры остаются в упомянутых выше пределах.
Процесс шлифовки характеризуется немалыми загрязнениями в виде микроскопических частиц пыли, поэтому двигатель должен быть закрытого типа с собственным вентилятором для обдува! Рекомендации «знатоков» об использовании двигателя от стиральной машины б/у лучше игнорировать.

Для проектирования самодельного гриндера необходимы чертежи с размерами, кроме этого, неплохо подумать о технике безопасности и удобстве работы на собранном аппарате. Для этого требуются:
- Поворотный стол.
- Прижимная плоскость с обратной стороны ленты для опоры.
Для первой задачи кронштейн столика должен быть подвижным, с возможностью поворота на 90 градусов и фиксацией в предельных точках. Рекомендуемая толщина стола – не менее 15 мм, желательно использование дюраля.
Для прижимной плоскости годится отшлифованная возле опорного столика рама станка.
Конструкций самодельных гриндеров множество. Кто-то делает их с применением двигателя от старой стиральной машины, кто-то делает из старой болгарки или дрели, но объединяет все эти модели одни и те же технические детали. Разберём их подробнее.
Габаритные размеры и конструкция гриндера
Каких-то конкретных размеров одинаковых для всех гриндеров не существует, они могут быть сугубо индивидуальные в каждом конкретном случае. При выборе габаритных размеров и конструкции ленточно-шлифовального станка нужно руководствоваться свободным пространством в вашей мастерской и правилом, чем длиннее лента, тем более стойкой к истиранию она будет и соответственно реже ее придется менять. Если вы собираетесь приобретать готовые уже склеенные ленты для гриндера, то станок нужно конструировать с учетом размера этих лент. Если же вы собираетесь клеить ленты сами, то размеры станка могут быть произвольные, но лучше всего придерживаться стандартных размеров лент. Как правильно выбрать и склеить абразивную ленту можно прочитать в этой статье >>>.
Абразивные ленты для гриндера по ширине выпускаются двух типоразмеров: 50 и 100м. Длина таких лент может быть 610, 915, 1230, 1600, 1800, 2000 миллиметров.
Лучше всего если у вас в наличии будет абразивная лента нужной длины, тогда под нее легче будет подгонять размеры гриндера.
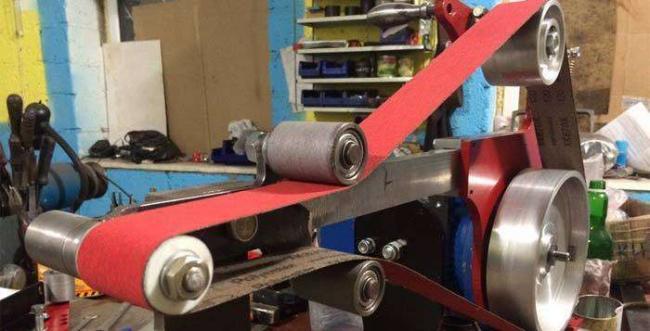
Основные узлы гриндера – это каркас станка с рабочим столиком и прижимом для ленты, электродвигатель с приводным роликом, натяжной ролик, бочкообразный ролик и при необходимости дополнительные ведомые ролики. Бочкообразный ролик может быть одновременно и натяжным роликом.
Самый компактный гриндер можно сделать всего с двумя роликами, один приводной на валу электродвигателя, а второй натяжной бочкообразной формы.









Если гриндер будет работать с длинными абразивными лентами, то без дополнительных ведомых роликов не обойтись.
Зачем нужен ролик бочкообразной формы? При сборке станка практически невозможно выдержать идеальную параллельность осей всех роликов. По этой причине лента стремиться сойти с роликов. Чтобы устранить этот недостаток, применяется бочкообразный ролик. Регулируя наклон его оси, можно “заставить” абразивную ленту остаться на месте.
Для регулировки оси бочкообразного ролика можно использовать принцип обычной дверной петли. Ось ролика приваривается на подвижную часть петли, а регулировка производится с помощью болта. Который упирается в подвижную часть петли.
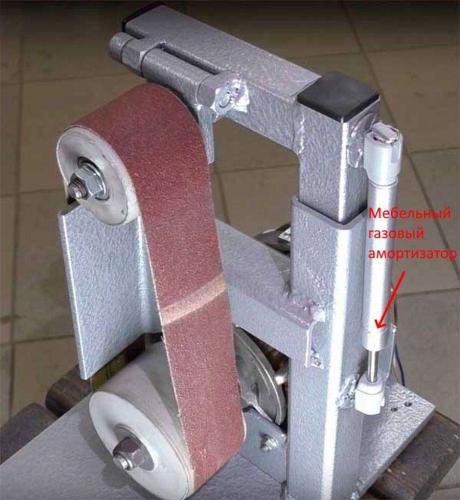
Механизм натяжения абразивной ленты можно сделать несколькими способами. Самый распространенный-это с помощью пружины, второй – это с помощью мебельного газового амортизатора и третий с помощью обычной резины, например от велосипедной камеры. Если будет использоваться мебельный газовый амортизатор, то нужно знать, что при низких температурах он плохо работает.
Упор для ленты рекомендуется сделать двухслойным. Основу упора выполнить из металлического листа и наклеить на нее гладкую керамогранитную плитку. Таким образом упор практически не будет греться при интенсивной работе на гриндере. Также керамогранитная плитка изнашивается намного медленнее, чем металл. Ее можно будет удобно заменять по мере износа, нужно будет только прогреть строительным феном соединение, и она отклеиться. Клеить можно на обычный силиконовый герметик для мрамора, например Silirub MA фирмы Soudal.
Упор должен иметь возможность регулировки относительно ленты. Его необходимо подвинуть к ленте по касательной к ней или с небольшим вылетом до 0.5мм. Такой вылет не вызывает чрезмерного износа ленты, зато позволяет продольно шлифовать длинные полоски и не задевать за выпуклые части роликов.
Как рассчитать диаметр приводного ролика.
Чтобы рассчитать диаметр приводного ролика, нужно знать скорость ленты, с которой будет работать гриндер и количество оборотов двигателя.
Скорость ленты должна выбираться по рекомендациям производителя лент. Например, для ленты 3M Cubitron по стали должно быть 22-25 м/с, от того же производителя на ленты с цирконатом алюминия рекомендуется скорость 30-35 м/с. Скорость ленты сильно зависит не только от типа абразива, но и от величины зерна. А так в среднем рекомендуется на углеродистую сталь 32 — 38 м/сек, легированная и нержавеющая сталь 18-30 м/сек, Титан -15 м/сек, цветные металлы 35-45 м/сек, пластики 10-30 м/сек, ковкий чугун 38-34 м/сек, серый чугун 35-45. Что касается дерева, то рекомендуется не превышать 20 м/сек, также нужно знать, что разное дерево будет гореть на разной скорости.
Формула для расчета скорости ленты:
V ленты (м/с)= (3.14* D * N) / 60000,
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Формула для расчета диаметра приводного ролика:
D(мм)=(V*19108) / N,
где V-скорость ленты в м/с , N-обороты двигателя в минуту.
Пример расчета. Нужно рассчитать диаметр приводного ролика для обработки стали (22-25 м/с). Электродвигатель 2800 обмин.
D=25*191082800=170,6мм
Скорость оборотов ленты под разные материалы можно регулировать изменением диаметра приводного ролика или регулированием оборотов двигателя. Также следует понимать, что с увеличением диаметра приводного ролика растет нагрузка на двигатель и если он небольшой мощности, например, от стиральной машины, то он будет часто останавливаться даже от незначительной нагрузки.
Какой выбрать двигатель для гриндера.
В сети интернет встречается информация о гриндерах сделанных с применением электродвигателей от старых стиральных машин. Такие электродвигатели маломощные и мало оборотистые. Чаще всего это 180 ватт и1400 оборотовмин. Таким гриндерам, как правило не хватает скорости движения ленты и мощности двигателя, поэтому на них можно выполнять нетяжелые работы, например, заточка ножей или обработка небольших деревяшек. На что-то более серьезное они не рассчитаны.
Ниже приведена формула расчета мощности двигателя для гриндера.
Формула расчета мощности двигателя:
P(вт)=(D*N)570,
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Если применяется двигатель трёхфазный, но включенный в однофазной сети 220В, то его расчетная мощность при подключении треугольником с рабочим конденсатором примерно в 1.5…1.6 раз ниже от номинала. Это необходимо учитывать. Например, по расчету необходим электродвигатель мощностью 800 ватт, и двигатель будет использоваться трёхфазный, но в сети 220В. Тогда необходимая мощность такого двигателя будет равна: 800*1.6=1280ватт.
Оптимальный выбор — это однофазный двигатель с оборотами не менее 2800-3000 и мощностью не менее 800 ватт. С таким электродвигателем можно будет обрабатывать на гриндере каленые стали, а не только затачивать “карандаши.”
Если в изготовлении гриндера будет применяться двигатель открытого типа, как на стиральных машинах, то следует задуматься о его защите от абразива и металлической пыли. Такую защиту можно сделать из пластиковой бутылки емкость 5 литров или какой-либо другой пластиковой тары.
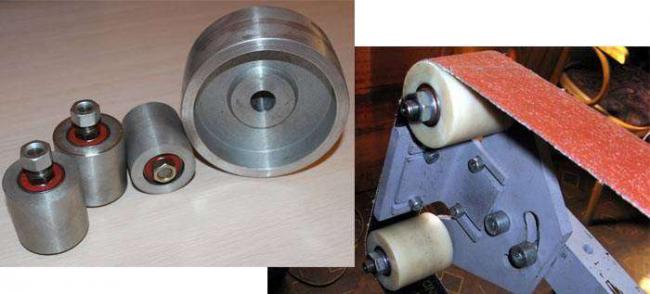
Как сделать ролики для гриндера.
Если у вас есть знакомый токарь, то у вас не должен возникать подобный вопрос. Ну а если подобных знакомств нет, то данная информация будет вам полезна.
Существует несколько способов сделать ролики для гриндера.
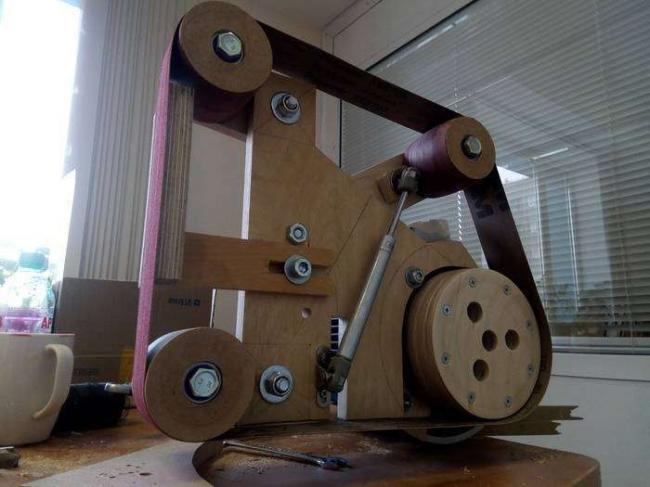
Приводной ролик удобно изготавливать из листа фанеры. Сначала размечаются круги нужного диаметра, затем они вырезаются с помощью электролобзика. После этого фанерные круги склеиваются между собой.
После склейки центральное отверстие ролика рассверливается под диаметр вала электродвигателя. Теперь необходимо сделать шпоночный паз в отверстии. Его легко сделать с помощью напильника.
После одеваем ролик на электродвигатель и обтачиваем его с помощью стамески, крупного напильника или УШМ (болгарки) с зачистным кругом.
Чтобы приводной ролик меньше проскальзывал, его можно обработать жидкой канифолью.
Самый простой способ сделать ведомые ролики — это просто набрать их из подшипников подходящего диаметра на каком-либо валу. В качестве вала можно использовать болты с неполной резьбой. Подшипники нужны закрытые, иначе они будут быстро забиваться пылью и выходить из строя.
В качестве роликов можно использовать ролики от ГРМ автомобиля, но не покупать новые, а спросить их на любом СТО. Только желательно, чтобы ролики были плоские без буртиков. Такие буртики могут резать края ленты.
Еще один способ — это нарезать ролики коронкой из листа фанеры и склеить полученные шайбы между собой. Можно дополнительно их закрепить саморезами. После внутри ролика необходимо просверлить два отверстия с двух сторон ролика под подшипники. Глубина таких отверстий должна равняться ширине подшипников. Такие отверстия удобно сверлить с помощью перьевого сверла по дереву. Когда отверстия будут готовы, то сверлим по центру ролика сквозное отверстие под ось ролика. Диаметр этого отверстия должен быть немного больше диаметра внутренней обоймы подшипника, иначе подшипник будет подклинивать внутри ролика.
После этого ролик практически готов, осталось только отшлифовать его по наружи и придать ему нужную форму, если это будет бочкообразный ролик.
Ролики можно сделать из круглого капролона или другое название этого материала полиамид-6. Процесс изготовления ролика не отличается от предыдущих. Отрезаем заготовку нужной длины, сверлим отверстия перьевым сверлом под подшипники и обтачиваем по наружи с помощью болгарки.
Еще один способ сделать ведомые ролики — это использовать муфты от полипропиленовой трубы. В продаже есть бочкообразные муфты. Например, муфта чешского производства d 32 Wavin Ekoplastik.
Под эту муфту хорошо подходит подшипник № 201. Подшипник можно запрессовать в муфту с помощью тисков.
Если необходимо сделать прямой ведомый ролик или не смогли найти бочкообразную муфту, то можно сделать ролик из двух прямых муфт. При необходимости данный ролик можно обточить до бочкообразного состояния.
Для одного ролика понадобиться две пластиковые муфты с внутренним диаметром 32мм, три подшипника №201 и шайбы под болт м12. Сначала пластиковые муфты обрезаются, с одной стороны, таким образом, чтобы расстояние от края муфты до внутреннего ребра получилось 5мм. Нам необходимо, чтобы подшипник смог войти в муфту только на половину своей ширины, то есть на 5мм. Подшипник должен упереться во внутренне ребро муфты.
После обрезки муфт запрессовываем с помощью тисков подшипник между двумя муфтами. Он окажется внутри ровно посередине будущего ролика.
Теперь подкладываем шайбы и запрессовываем два подшипника по краям ролика.
Осталось только отшлифовать ролик по наружи.
Используемые источники:
- https://proinstrumentinfo.ru/lentochnyj-grinder-svoimi-rukami-chertezhi-s-razmerami/
- https://prostrouky.ru/instrumenty-i-oborudovanie/grinder-svoimi-rukami-instrukciya-i-chertezhi-dlya-sborki-shlifovalnogo-stanka.html
- https://delairukami.ru/masterskaja/kak-sdelat-grinder-svoimi-rukami/
 Самодельный гриндер из болгарки: чертежи и фото
Самодельный гриндер из болгарки: чертежи и фото Разбираемся в ассортименте абразивов для шлифовальных машинок: шлифовальная и наждачная лента
Разбираемся в ассортименте абразивов для шлифовальных машинок: шлифовальная и наждачная лента Гриндер своими руками: чертежи с размерами и инструкция для сборки шлифовального станка
Гриндер своими руками: чертежи с размерами и инструкция для сборки шлифовального станка Светодиодная лента (LED strip) с aliexpress, 24V, IP65, белая, 5 метров -- «крушение всех надежд»
Светодиодная лента (LED strip) с aliexpress, 24V, IP65, белая, 5 метров -- «крушение всех надежд»