 Содержание
Содержание
Каждый мужчина, кто выполнял слесарные, столярные, сверлильные работы, обрабатывал вручную металлические и деревянные изделия, наверняка использовал тиски. Значит, он знает, какую важную роль играет ходовой винт. Заготовка для этого технологического приспособления изготавливается из стали и дорабатывается на токарном станке. В конечном итоге получается изделие с необходимыми размерами.


Особенности
Надежный, прочный винт для тисков изготовить в домашних условиях без сложного оборудования фактически невозможно. Даже в случае, если на руках будет заготовка, потребуется токарный станок, инструменты, резцы для обработки деталей и нарезки резьбы требуемых параметров. Поэтому если в тисках для столярных, слесарных, верстачных работ по какой-либо причине сломался ходовой винт, придется искать ему замену или заказывать у токаря новый.
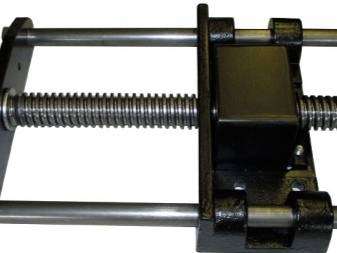
Устройство тисков для выполнения работ по дереву, металлу сводится, по сути, к двум ключевым элементам – станине, на которой установлена неподвижная губка, и подвижной части, где располагается вторая зажимная губка. Поступательно-прямолинейное перемещение второго компонента с заданной точностью обеспечивается именно за счет ходового винта, имеющего ручку для удобства и облегчения прилагаемого усилия при фиксации обрабатываемой детали в губках. Благодаря такой конструктивной особенности между губками инструмента можно зажимать детали разного размера.
Правда, размер деталей имеет свои ограничения, что зависит от максимального расстояния, которое задано в конструкции той или иной модели тисков.

Виды
Сами тиски подразделяются по следующим факторам:
- по типу приводного механизма;
- по способу зажатия заготовки;
- по форме исполнения.


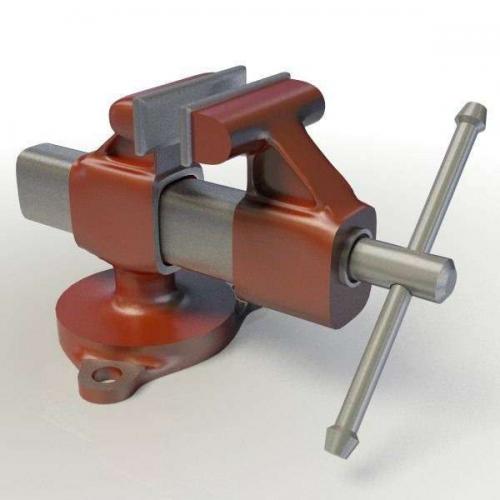
Они бывают крестовыми, глобусными, шаровыми. Однако какими бы они ни выпускались, в каждой модели присутствует винтовая пара, представляющая собой ходовую гайку, накручивающуюся на центральный болт (или шпильку) при его вращении, в результате чего происходит процесс продольного перемещения подвижной части тисков. Центральная резьбовая шпилька, таким образом, объединяет основные части устройства.

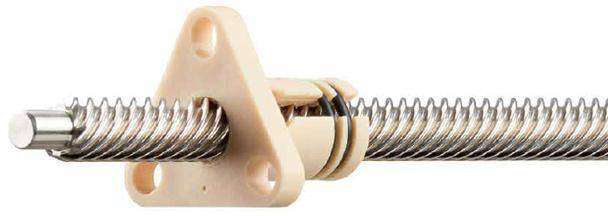
Мужчины, которым приходилось сталкиваться с работой за тисками, наверняка обращали внимание на профиль. Используемая трапецеидальная резьба обладает многими преимуществами по сравнению с метрической и дюймовой. Такая шпилька устойчива к повышенным нагрузкам, истиранию в процессе эксплуатации. Однако и к материалу для изготовления ходового винта предъявляются не менее жесткие требования.
Винтовая пара изготавливается по среднему классу точности. При производстве используется низкоуглеродистая сталь А-40Г или 45 сталь. Эти сплавы легко поддаются обработке, в результате которой можно достичь низких показателей шероховатости, высокой точности профиля и шага резьбы.
 Шарико-винтовые передачи (ШВП) для ЧПУ
Шарико-винтовые передачи (ШВП) для ЧПУГотовая продукция обладает требуемыми характеристиками, обеспечивающими надлежащее качество изделий.


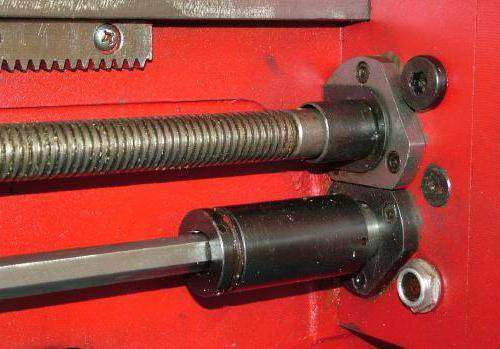
Ходовые винты для тисков бывают:
- с быстрозажимным механизмом;
- с двумя направляющими к деревянным верстакам;
- с упором;
- специальные – для изготовления Г-образных тисков.

В системе, где присутствуют гайка, винт и стойка, основным звеном считается именно винт. Он вращается в подшипнике и имеет гладкую шейку. Такой винт не перемещается, а образует вращательную пару.
Во вращательной паре реализовано преобразование вращательного движения в поступательное. Когда винт проворачивается, ползун, являющийся частью механизма, перемещается согласно шагу резьбы. Кроме того, существуют и другие конструкционные решения, например, тиски с перемещающимся винтом.
Как сделать?
Если нет возможности приобрести готовое изделие, то слесарю, столяру или домашнему мастеру придется заказывать ходовой винт у станочников. В другом случае, когда имеется доступ к токарному станку, можно изготовить деталь самостоятельно. В этом примере, кроме станка, потребуются такие материалы и инструменты:
- заготовка (можно взять из стали 45);
- резцы (подрезной, резьбовой);
- резьбовые шаблоны;
- штангенциркуль;
- наждачная бумага для достижения минимальных значений шероховатости.


А также необходимо найти чертеж ходового винта и внимательно ознакомиться с техническими параметрами. Если винт изготавливается под определенные тиски, узнать диаметр и шаг резьбы, чтобы не ошибиться.
Изготовление детали производится в следующем порядке.
- Зажать заготовку в патрон токарного станка.
- Заторцевать заготовку с двух сторон и проточить под шейку по необходимым размерам.
- Выполнить центровку детали.
- Перевернуть и зажать с обработанной стороны, поджать центром;
- Проточить на требуемую длину.
- Последний шаг – нарезать резьбу.


Сделать ходовой винт при наличии необходимого оборудования и инструментов несложно. Основное правило – уметь пользоваться токарным станком и затачивать резцы. И, конечно, нужно знать, как работать со штангенциркулем и другими приспособлениями токаря.
О том, как сделать винт для тисков, смотрите далее.
1. Передача винт-гайка скольжения
К точности винтовых передач предъявляются различные требования в зависимости от функции, выполняемой данной
 Наборы винтов
Наборы винтовсборочной единицей. Например, при изготовлении ходовых винтов для точных перемещений отклонения в пределах одного шага составляют ±6 мкм, а наибольшее допускаемое биение по наружному диаметру на длине до 1 м – 120 мкм. Винты обычно делают из качественной стали, а гайки, которые дешевле и проще в изготовлении, выполняются из чугуна или бронзы или из чугуна с бронзовыми или баббитовыми вкладышами.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. Это достигается хорошим качеством обработки винта и гайки, а также применением смазки. В значительной мере потери на трение зависят также и от угла профиля резьбы. В этом отношении наилучшей является прямоугольная резьба (рис. 1, а), но, с другой стороны, ей присущи серьезные недостатки, вследствие чего прямоугольная резьба вытесняется трапецеидальной (рис. 1, б).
Рис. 1. Профили резьбы винтовых передач: а – прямоугольная; б – трапецеидальная; в – упорная; г – полукруглая
Преимущества трапецеидальной резьбы следующие:
- осевые зазоры (мертвый ход), образующиеся при износе, можно устранить стягиванием разрезной гайки, что невозможно для прямоугольной резьбы;
- трапецеидальная резьба прочнее, так как основание витка у нее шире, чем у прямоугольной резьбы при том же шаге;
- трапецеидальную резьбу легче изготовлять, чем прямоугольную. В зависимости от величины шага трапецеидальная резьба может быть крупной, нормальной и мелкой, она широко применяется для ходовых винтов и домкратов.
Для грузовых винтов, работающих под нагрузкой только в одном направлении, например в гидравлических и винтовых прессах, в нажимных винтах прокатных станов и т.д., применяется упорная резьба (рис. 1, в). Она также может быть крупной, нормальной и мелкой.
Рассмотренные выше профили резьбы используются в передачах винт-гайка с трением скольжения, однако КПД этих передач невысок.
2. Ремонт ходовых винтов
Ходовые винты имеют трапецеидальную или прямоугольную резьбу. После длительной работы изнашиваются резьбовые опорные цилиндрические поверхности.
Изношенные ходовые винты с трапецеидальной резьбой ремонтируют; винты с прямоугольной резьбой заменяют новыми. Изогнутые винты правят, рихтуют с помощью хомутиков, стяжек, рычагов и другими способами; при правке винт устанавливают в центры и определяют места его наибольшего биения. Неисправные центровые гнезда винта восстанавливают на токарных станках. При этом подрезают торцы винта и исправляют центровые гнезда.
Изношенную трапецеидальную резьбу ходовых винтов ремонтируют, если износ резьбы не превышает 10% первоначальной толщины витка и мертвый ход не превышает 0,25 мм. Ремонт винтов выполняют в таком порядке. Винт с трапецеидальной резьбой выверяют и протачивают с сохранением шага, но на большую глубину с тем, чтобы убрать следы выработки (рис. 2). Затем протачивают или шлифуют наружный диаметр 1 резьбы так, чтобы ширина и глубина витка 2 соответствовали нормальной резьбе, т.е. насколько углубили резьбу, настолько сняли металла с наружного диаметра резьбы.
 Чем отличается болт от винта и шурупа и для чего они предназначены
Чем отличается болт от винта и шурупа и для чего они предназначеныРис. 2. Схема восстановления изношенной резьбы
В зависимости от шага резьбы и после ее исправления проточкой на глубину винт можно не протачивать по наружному диаметру на всю глубину, но обязательно проточить на ту глубину, при которой устранятся дефекты на поверхности винта и исправятся неточности установки винта для проточки резьбы (биение, забоины и другие дефекты).
В обоих случаях восстановления резьбы на ходовом винте требуется изготовить новые гайки или вкладыши, если гайка разъемная, по новым ремонтным размерам резьбы винтов.
3. Передача винт-гайка качения
На рис. 1, г показан полукруглый профиль резьбы, используемый в передачах винт-гайка качения (ВГК). По сравнению с обычными винтовыми парами трения скольжения передачи ВГК обладают значительно большим КПД, меньшим износом, большей долговечностью и повышенной жесткостью и точностью. Их применяют в приводах современных шлифовальных, фрезерных, токарных и других станков, в том числе с программным управлением.
В передачах ВГК между рабочими винтовыми поверхностями винта 2 (рис. 3), гайки 4 и гайки 6 помещены стальные шарики 5. При вращении винта шарики перекатываются по винтовой поверхности винта и гайки и передают поступательное перемещение закрепленной в корпусе 1 гайке. При движении скорость перемещения шариков отличается от скорости ведущего и ведомого звеньев, поэтому необходимо обеспечить постоянную циркуляцию шариков. Для этого концы рабочей части резьбы гайки соединены возвратным каналом, помещенным во вкладыше 3. При движении шарики перекатываются через выступ резьбы винта и снова входят в рабочую зону, циркулируя в пределах соединенных витков гайки. Эти гайки создают натяг, обеспечивающий большую осевую жесткость.
Рис. 3. Передача винт-гайка качения
Для профилактики гайку следует разобрать, промыть, заменить дефектные шарики, устранить забоины во вкладышах, заменить смазку и вновь собрать.
Выборку зазора в передаче осуществляют поворотом гайки 6 относительно гайки 4.
Ходовой винт — это важная деталь, которая используется в качестве преобразователя движения. Он изменяет вращательное движение в поступательно-прямолинейное перемещение. Для этого он снабжается специальной гайкой. Кроме этого, он обеспечивает перемещение с заданной точностью.
Показатели качества винта
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы. Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3. 4 класс точности не подходит для использования в таком оборудовании.
Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла. Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки. Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.

Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.
Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных. Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.

Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета. Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.
Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
Используемые источники:
- https://stroy-podskazka.ru/tiski/vint/
- https://extxe.com/19256/remont-hodovyh-vintov-i-peredach-vint-gajka/
- https://fb.ru/article/344994/vint-hodovoy-dlya-tokarnogo-stanka-i-tiskov

 Чем нарезать внутреннюю резьбу? Метчик - самое простое и удобное решение!
Чем нарезать внутреннюю резьбу? Метчик - самое простое и удобное решение! Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
Конструкция и назначение шарико-винтовых передач для станков с ЧПУ Набор винтов под потай м2/м2.5/м3. Для ноутбуков и не только
Набор винтов под потай м2/м2.5/м3. Для ноутбуков и не только Шарико-винтовая передача движения
Шарико-винтовая передача движения