Резьбовые соединения, как известно, надежны, универсальны и массово применяются в разных сферах и отраслях.
Для формирования такого соединения требуется нарезание резьбы, где в обязательном порядке необходим слесарный инструмент под названием метчик.
В зависимости от требуемых характеристик будущей резьбы и способа использования инструмента применяют различные его виды.
Следует сразу уточнить, что наружная резьба нарезается винторезными дисками, плашками, прогонками, а вот внутренняя резьба – это зона ответственности как раз метчиков.
Назначение и принцип действия
Метчик предназначен для создания внутренней резьбы в тупиковых и сквозных отверстиях с определенными геометрическими параметрами, либо же прогонки уже существующих резьбовых ниток.
Резьбонарезной инструмент применяют для работ по алюминию, меди, латуни и подобных вязких металлов.
Для этих целей обычно используют набор из 3-х единиц.

При обработке стали с высокими показателями твердости, например, нержавейки, в отдельных случаях пускают в ход до 5 метчиков.
В продаже можно найти метчики для работ специально по литому чугуну и бронзе, причем в процессе работы они не требуют охлаждающей смазки.
 Сверло-метчик
Сверло-метчикМетчиками также обрабатывают твердые и мягкие пластики.
В процессе работы метчик закрепляют в метчикодержатель, представляющий собой вороток, а затем вставляют инструмент рабочей частью в нужное отверстие.
Резьба нарезается путем проворачивания инструмента вокруг своей оси.
ПРИМЕЧАНИЕ:
В зависимости от задач резьба может быть как левой, так и правой, соответственно выбирается метчик, и проворачивание будет либо по часовой стрелке, либо против нее.
Естественно, профиль полученной резьбы полностью соответствует особенностям витков метчика.
При работе с конкретным материалом подбирают инструмент подходящей прочности, иначе возможна его поломка или повреждение.
Методы создания резьбы
В зависимости от типа метчика, резьба может быть сформирована несколькими способами:
- Нарезание резьбонарезными версиями инструмента, самый популярный и всем известный вариант.
- Раскатывание за счет пластического деформирования посредством раскатника (бесстружечного метчика).
Плюсы последнего варианта заключаются в том, что витки формируются не за счет срезания материала, а за счет его уплотнения, а следовательно в процессе работы не образуется стружка и нет необходимости создавать условия для ее отвода.

Кроме прочего, витки получаются надежными и прочными, обладают поверхностью лучшего качества.
Среди минусов следует отметить нарастание крутящего момента по ходу выдавливания и вероятность заклинивания метчика, что приводит к его поломке.
Устройство и характеристики метчиков
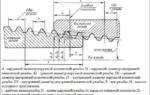
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

 Резьба.Изображение и обозначение резьбы на чертеже. ГОСТ
Резьба.Изображение и обозначение резьбы на чертеже. ГОСТКак известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.
Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
ГОСТ
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Виды метчиков
Профессиональные метчики делятся на большое количество видов по многим параметрам, включая назначение и конструктивные особенности.
Так, например, инструмент бывает с прямолинейной и винтовой канавкой, где последний вариант делится на:
- Правый спиральный – правозаходный инструмент, который используют в основном для работы с глухими отверстиями.
- Левый спиральный – для проходных отверстий. Тут стружка выходит в область перед метчиком, за счет чего сохраняется целостность сформированного только что профиля.
По типу резьбы различают следующий инструмент:
- Метрический (обозначается буквой М) – профиль представляет собой равнобедренный треугольник с 60-градусным углом у вершины.
- Дюймовый – с 55-градусным углом профиля. Шаг измеряется в количестве витков на один дюйм. Обозначаются иногда буквой –W.
- Трубный – с цилиндрической, либо же конической резьбой, может иметь разный наклон профиля, за счет чего предотвращается произвольное раскручивание соединения.
По количеству требуемых проходов для формирования готовой резьбы инструмент бывает:
- Однопроходный (одинарный) – имеет удлиненную рабочую часть, резьба начинается с «залысин» (сбега), что позволяет в один проход нарезать готовую резьбу с нуля.
- Многопроходные – продаются, как правило, комплектами, где для формирования резьбы используют последовательно каждый комплектный инструмент. Различают в основном двухпроходные (двухкомплектные) и трехпроходные (трехкомплектные) наборы.
Устройство метчика определяет его назначение, следовательно инструмент делится на:
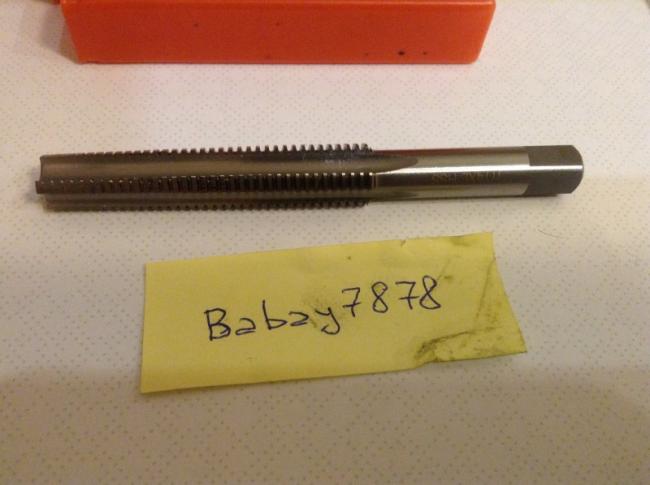
Ручной (слесарный)
Предназначен для работы без использования станочного, либо другого оборудования, то есть вручную.
Как правило, поставляется комплектами.
Комплектные метчики включают черновой инструмент для работы начерно, средний для повышения точности витков, чистовой для доведения резьбы до окончательного вида и калибровки.
Машинный
Для установки в станковое оборудование, следовательно, нарезания резьбовых витков производят машинным методом.
Главное отличие от предыдущего варианта заключается в геометрии, которая обеспечивает более высокую скорость работы.
Сюда относится токарный метчик, разработанный специально для использования в центрах соответствующих станков, с хвостовиком другой формы.
Машинно-ручной
Может быть установлен как в патрон металлорежущего оборудования, так и использован в ручной работе.
В последнем случае резьба нарезается включительно с шагом до 3 мм.
В отличие от чисто ручного инструмента, этот вариант одинарный, но выполняется в нескольких исполнениях: для сквозных и тупиковых отверстий.
Отдельно чисто под установку в станок производятся метчики с укороченными и винтовыми канавками.
По сути, этот тип метчиков является универсальным.
Инструмент делится на следующие основные типы, исходя из конструктивных особенностей:
Конический
Применяется при формировании резьбы трубного, конического и метрического типа.
Характерной чертой является удлиненная заборная часть с неполными резьбовыми витками, плавно перетекающими в калибрующую часть, где уже наблюдаются полные резьбовые нити.
Конусный инструмент обычно устанавливают в станки, оснащенные системой автоостановки по окончании работы.
Цилиндрический
Применяется в основном для работы по глухим отверстиям.
Гаечный
Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка.
Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.
Инструмент с хвостовиком изогнутой формы применяют уже в полноценных гайконарезных автоматических станках.
В процессе работы гайки, по мере нарезания, сбрасываются без участия человека.
Плашечный
Используют для формирования резьбовых витков в плашках, причем всего за один проход.
Главное отличие от гаечных вариантов заключается в конусном заборном участке большого размера.
Маточный
Используется следом за предыдущим вариантом для зачистки резьбовых витков, причем как в только что подготовленных плашках, так и в уже использованных.
Тут канавки выполнены в виде правильной спирали.
Трапецеидальный
Предназначен для формирования резьбовых нитей трапецеидальной формы.
Такая резьба активно используется там, где требуется передать движение с высоким усилием.
Это, например, суппорты станочного оборудования, так как резьба без труда выдерживает серьезные нагрузки, являясь, к тому же, однозаходной.
Инструмент поставляется как комплектным, так и одинарным.
Бесканавочные
Отличаются отсутствием канавок, имеют короткую приемную часть конической формы.
На самом деле пара канавок есть, но они крайне короткие, находятся на конце резьбового участка, располагаются симметрично, а их ось наклонена относительно оси самого инструмента.
Следует отметить, что этот тип отличается повышенной прочностью, итогом чего становится почти полное отсутствие поломок, а также брака резьбы, обрабатываемой детали.
Еще один плюс – повышенный срок службы за счет рабочей части, которую можно несколько раз безболезненно перетачивать.
В отдельную категорию следует отнести специальные метчики, которые конструктивно могут сильно отличаться от классических вариантов, применяются они для выполнения специфической работы, а некоторые из них созданы для выполнения вполне конкретных задач:
Винтовые
Машинные варианты, предназначенные для скоростной обработки тупиковых отверстий.
Комбинированный метчик
Выполняет функцию одновременно нескольких инструментов, состоит из нескольких рабочих частей, разделенных между собой шейкой.
Яркий пример – метчик-сверло, где первая часть в прямом смысле является сверлом, за которым следом идет метчик.
При использовании такого инструмента нет необходимости заранее высверливать отверстие.
Ступенчатые
Модели, которые имеют сразу две рабочие зоны, где одна формирует резьбу, а другая ее сглаживает или калибрует.
Колокольные
Применяются, когда требуется сделать резьбу диаметром вплоть до 400 мм.
Шахматные
Снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один.
Метчик-протяжка
Для формирования резьбовых витков в сквозных отверстиях фактически любого диаметра посредством токарного станка.
Тут хвостовик инструмента фиксируется в резцедержателе, а сама деталь крепится в патроне.
Итогом деталь, подвергаемая обработке, вращается, в то время как метчик двигается посредством автоподачи суппорта.
Метчик-раскатник
Необходим для создания резьбовых витков методом пластического деформирования.
Учитывая, что при работе не образуется стружка, так как материал не режется, а, можно сказать, продавливается, такой метчик еще называют бесстружечным.
Применяется как для глухих, так и для сквозных отверстий.
Среди преимуществ следует отметить повышенный рабочий ресурс, возможность функционирования на больших скоростях, более качественную итоговую резьбовую поверхность за счет раскатывания, высокую прочность за счет большого диаметра сердцевины.
Полые
С полостью для подачи СОЖ, используется для тяжелой работы.
В итоге значительно повышается устойчивость инструмента, исключается его перегревание.
Свечной метчик
Изделие для восстановления свечных отверстий в свечных колодцах автомобильных двигателей.
В основном продаются в комплекте с футорками – это специальные элементы для обновления резьбы.
Обычно метчики имеют цельную конструкцию, однако, существует также сборный инструмент.
Конструкцией последнего предусматривается механическое крепление твердосплавных пластинок.
Они бывают регулируемые и нерегулируемые.
Диаметр последних не изменяется, в отличие от первых, которые способны компенсировать износ.
Также, если требуется нарезать резьбу большого диаметра, с целью экономии инструментального материала применяется именно регулируемый инструмент.
К регулируемым изделиям относятся и самовыключающиеся метчики, представляющие собой резьбонарезные головки для внутренней резьбы.
Кроме метчиков со стандартными хвостовиками, производится насадной инструмент с цилиндрическим посадочным отверстием и шпоночным, либо торцевым пазом.
ИНТЕРЕСНО:
Метчиками называется еще и другой специализированный геологоразведочный инструмент, предназначенный для вылавливания труб из скважин.
Ловильные метчики
Разработаны специально для вытаскивания из буровых скважин:
- Стальных труб ниппельного и муфтово-замкового соединения.
- Бурильных, утяжеленных, легкосплавных труб.
- Двойных, колонковых, обсадных труб и переходников к ним.
В нефтегазовой промышленности активно используется метчик-калибр освобождающийся (МКО), посредством которого выполняется ловля насосно-компрессорных труб за муфту.
Также он применяется для отвинчивания и подъема колонны труб по частям. В зависимости от модели варьируется и максимальный диаметр извлекаемых труб.
Корпус такого метчика представляет собой стальной стержень, в верхней части которого находится резьба замка бурильных труб, посредством которой выполняется соединение с последними.
Стоимость метчиков
Цена всех видов метчиков напрямую зависит от материала, из которого они изготовлены, размерностей резьбы, а также количества единиц в комплекте.
Для сравнения, одинарные модели М16 продаются по 200 – 300 рублей, а комплекты из 2-х штук по 300 – 900 рублей.
Свечной набор с футорками обойдется примерно в 1 т.р.
Ловильные метчики имеют более высокую цену, начинающуюся от 4,5 тысяч рублей.
- СОДЕРЖАНИЕ:
- • Применение
- • Конструкционные особенности
- • Как нарезать внутреннюю резьбу метчиком
- • Классификация метчиков
- • Машинные и машинно-ручные метчики
- • Метчики – протяжки
- • Гаечные метчики
- • Слесарные метчики
- • Из каких материалов изготавливаются метчики
- • ГОСТы
- • Подготовка к нарезанию резьбы
- • Как подобрать сверло под метчик
- • Как вытащить сломанный метчик из отверстия
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- •ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- •гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- •машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- •комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- •для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- •для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- •со всех обрабатываемых заготовок предварительно снимается фаска;
- •в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб. В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
В некоторых случаях при проведении монтажных работ требуется восстановление гаек, ремонт сорванных болтов, устранение замятой резьбы внутреннего размещения. Купить новые крепежные элементы может быть затруднительно. Решить проблему поможет метчик. 
Конструктивные особенности приспособления
Метчик для нарезки резьбы представляет собой прочный стержень из стали или твердосплавных металлов. На стержень нанесены режущие элементы. Благодаря термической обработке конструкции, этот инструмент может быстро нарезать канавки для вкручивания на основании. 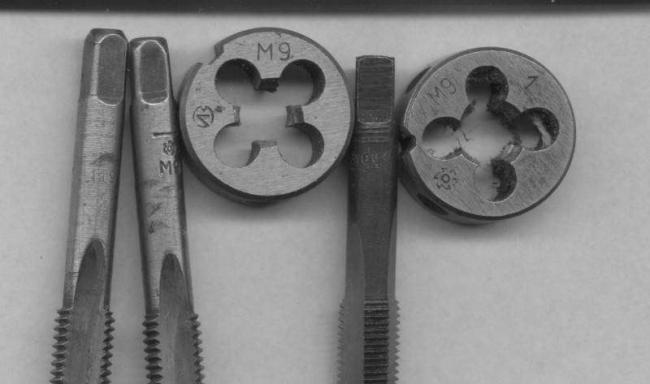 Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.
Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.  Конструктивно инструмент включает:
Конструктивно инструмент включает:
- Канавки в количестве 2-6 штук для удаления стружечной массы и поступления смазки. Такие впадины могут быть однорадиусной, двухповерхностной с прямолинейным или радиусным типом передней и задней поверхности. Канавки направляются линейно, по спирали влево или вправо.
- Коническая заборная часть конструкции, облегчающая врезание зубьев с углом наклона 3-20 градусов.
- Цилиндрический калибрующий компонент с занижением обратного типа в пределах 0,1 мм.






Разновидности инструмента
Крепежное соединение будет качественным и надежным, если вам удастся правильно подобрать ручные метчики. При выборе следует руководствоваться действующими типами классификации. 
Назначение приспособления
Метчики слесарного назначения используют технологию воротка при обустройстве резьбы в деталях корпусного типа. Чаще всего в работе применяют наборы метчиков. Каждый инструмент обеспечивает снятие только части припуска – от черновой обработки до финишной набивки резьбы. 
Механически нарезать резьбу можно при помощи машинной обработки. Для этого применяются сверлильные и токарные станки, агрегатные механизмы. Инструмент отличается большей прочностью. Также он наделяется заборным компонентом в более укороченной форме.
 Гаечные приспособления требуются для качественного нарезания гаек. Конус для забора более длинный, а для обработки детали требуется надевать их на прямолинейный хвостовик при использовании сверлильного и товарного станка или изогнутый хвостовик в случае работы на резьбонарезном агрегате.
Гаечные приспособления требуются для качественного нарезания гаек. Конус для забора более длинный, а для обработки детали требуется надевать их на прямолинейный хвостовик при использовании сверлильного и товарного станка или изогнутый хвостовик в случае работы на резьбонарезном агрегате. 
Виды по конструкции
По фото метчика можно определить возможность использования различных видов данного инструмента по конструктивным особенностям.  Различают:
Различают:
- бесканавочные для нарезания в алюминиевых деталях или заготовках из легированной стали;
- с канавками винтового типа под глухую резьбу;
- с зубьями в шахматной последовательности для работы с вязкими материалами;
- ступенчатые для более четкого придания форм;
- комбинированные для совмещения функций сверла и метчика;
- протяжного типа с целью нарезания резьбы с отверстием насквозь;
- колокольные метчики под резьбу большого диаметра.






Особенности измерения резьбы
В инструментах может применяться метрическая и дюймовая система измерения размера. В приспособлениях первого типа шаг резьбы метчиков задается в миллиметрах. При этом для каждого типоразмера М3-М27 задается основной (более крупный) шаг и мелкие дополнительные шаги под резьбу.  При использовании второго варианта в обозначении диаметра используется дюйм, а вместо указания шага задается число витков, приходящихся на 1 дюйм размера. Шаг резьбы будет больше в том случае, если увеличено число витков.
При использовании второго варианта в обозначении диаметра используется дюйм, а вместо указания шага задается число витков, приходящихся на 1 дюйм размера. Шаг резьбы будет больше в том случае, если увеличено число витков. 
Различия в форме профиля
Метчики могут быть коническими или трапециевидными. Первые необходимы для нарезки резьбы непосредственно там, где будет фиксироваться крепеж с соблюдением заданной герметичности. 
Трапециевидная конструкция необходима при обустройстве резьбы ходового типа. Она требуется в деталях, которые переводят вращающиеся перемещения в поступательные.

Направленность резьбы
Если правосторонние метчики проделывают резьбу для большинства крепежей в соответствии с направлением часовой стрелки, то левосторонние задают левый тип резьбы, т.е. против стрелки часов. Последний вариант необходим для крепления деталей, которые постоянно вращаются, а поэтому требуется минимизировать или исключить полностью ослабление в процессе такого движения.






Как правильно использовать
Размеры метчиков варьируются в зависимости от поставленной цели, однако для всех типов необходимо придерживаться общей технологии использования:
- Круглогубцы: характеристики инструмента и подбор оптимального варианта для работ (85 фото)
- Отвертки — наконечники, ручки и длинна инструментов. 120 фото современных и классических отверток
- Молоток — какие виды бывают и для чего используются? (100 фото)
Определить требуемый диаметр отверстия. Подобрать метчик и сверло с нужными размерами.
Просверлить отверстие с размером меньше диаметра самого метчика. Например, для резьбы диаметром 5 мм потребуется отверстие 4,2 мм в мягких металлах – латуни или стали. В твердо металлических изделиях сверлится отверстие 4,1 мм.
В отверстие последовательно вставляется черновой метчик с крупными режущими элементами для удаления 3/4 материала, а затем чистовой для окончательной обработки. Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата. Рукоятка аппарата вращается плавно с предварительной обработкой отверстия и рабочей части смазкой. Регулярно следует удалять стружку.


Резьбонарезные инструменты помогают быстро решить проблемы с подгонкой крепежных элементов. Они могут быть ручными и механическими. При покупке этих приспособлений следует также уделять особое внимание качеству изготовления. Среди ручных моделей рекомендуют использовать продукцию Jonnesway, FIT, MATRIX или STAYER. В результате их использования созданное крепление будет прочным и надежным.

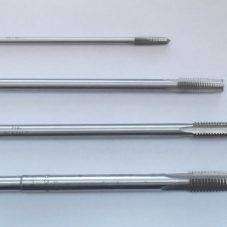




Фото метчика

























- https://instrumentn.ru/stolyarno-slesarnyj-razdel/metchik-naznachenie-i-vidy
- https://p-z-o.ru/products/metchiki/metchiki
- https://zdesinstrument.ru/metchik/

 Гайкорезы и гайколомы
Гайкорезы и гайколомы Как использовать фиксатор резьбы
Как использовать фиксатор резьбы Как правильно пользоваться динамометрическими ключами: подробное руководство
Как правильно пользоваться динамометрическими ключами: подробное руководство Бокорезы – как выбрать качественный инструмент. Виды, устройство и применение инструмента
Бокорезы – как выбрать качественный инструмент. Виды, устройство и применение инструмента