
- Цена: $13.99
Всем привет. На этот раз обзор будет посвящен инструменту, предназначенному для одновременного проделывания отверстий и нарезании в них резьбы. Поставляется инструмент в обычном полиэтиленовом пакетике, который, что логично, за время путешествия покрыывается множеством мелких отверстий. Так что надо быть готовым к тому, что как только он окажется в руках — руки окажутся в смазке.  В чем плюс данного инструмента — две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров:
В чем плюс данного инструмента — две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров: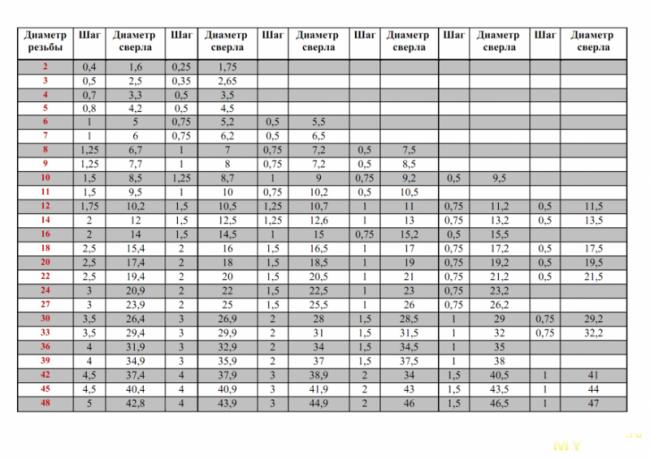 В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг. Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле. Режущая часть покрыта нитридом титана. Не краска — 100%, аккумуляторной кислоте он оказался неподвластен. Металл — китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20. Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные. С диаметрами проблем нет. Все точно соответствует заявленным параметрам. Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров 🙂 Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла 🙁 Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку. Металл не сырой. А вот так выглядит отверстие с готовой резьбой: Болт закручивается без проблем, причем держится даже на нескольких витках. А вот так выглядел сам процесс: Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе 🙂 Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата 🙂 Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился. Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным. Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки. На этом все. Спасибо за внимание и потраченное время. Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. SVERLA.info » Статьи » Диаметр сверла под резьбу
В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг. Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле. Режущая часть покрыта нитридом титана. Не краска — 100%, аккумуляторной кислоте он оказался неподвластен. Металл — китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20. Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные. С диаметрами проблем нет. Все точно соответствует заявленным параметрам. Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров 🙂 Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла 🙁 Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку. Металл не сырой. А вот так выглядит отверстие с готовой резьбой: Болт закручивается без проблем, причем держится даже на нескольких витках. А вот так выглядел сам процесс: Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе 🙂 Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата 🙂 Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился. Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным. Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки. На этом все. Спасибо за внимание и потраченное время. Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Скачать таблицу «Диаметр сверла под метрическую резьбу» |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
 Сверло, чтобы делать деревянные пробки
Сверло, чтобы делать деревянные пробки</span> | Твердость — перевод единиц →
Как нарезать резьбу метчиком
1. Подготовительные работы Просверленное отверстие, в котором нарезают резьбу..
</span> Вторник, 27 Сентябрь 2016 18:21
- размер шрифтауменьшить размер шрифтаувеличить размер шрифта
Сверло-метчик относится к современным комбинированным режущим инструментам. С его помощью можно выполнить два вида обработки – сверление и нарезание резьбы за одну операцию.
Кроме этого инструмента существует ещё много совмещённых комбинаций. Например, зенкер-метчик, развёртка-метчик, метчик-метчик, зенкер-развёртка-метчик. Для нарезки резьбы в отверстиях большого диаметра используют комбинированный инструмент зенкер-метчик. Его особенность в том, что он подходит для обработки лишь сквозного отверстия. Но при этом зенкер-метчик гарантирует хорошую точность резьбы благодаря тому, что инструмент устанавливается только один раз для выполнения обеих операций. В омском НИИ Технологии машиностроения изобрели зенкер-развёртку-метчик. Аналогичный инструмент использовали в работе также и на заводах тогда ещё демократической Германии. Нарезание резьбы происходило в уже подготовленных отверстиях деталей-поковок, штамповок и отливок. Развёртка-метчик, точно центрируясь, нарежет резьбу и качественно обработает отверстие без погрешностей соосности. Метчик-метчик способен выполнить резьбу с разным шагом в последовательно расположенных отверстиях. Один из метчиков может иметь больший диаметр, а шаг нарезаемой резьбы будет одинаковым. Такая схема позволяет избежать подрезания витков уже готовой резьбы боковыми режущими кромками метчика.
Все эти инструменты могут применяться как в массовом, так и в крупносерийном машиностроении. Они очень часто используются для получения деталей, имеющих сложный профиль, состоящий из участков разной геометрической формы (с резьбой и без неё) – конической, цилиндрической, фасонной, торцовой. Работа комбинированным инструментом даёт нам рост производительности, хорошую экономию времени, достижение высокой точности поверхности обрабатываемых изделий, уменьшение расходов на приобретение нескольких инструментов вместо одного. Также к преимуществам можно отнести снижение числа рабочих, выполняющих обработку, и отсутствие необходимости в специальных приспособлениях для выполнения каждой операции по отдельности. Поэтому видов комбинаций становится всё больше, что способствует появлению прогрессивного режущего инструмента и модернизации процессов резания в машиностроительной и других отраслях промышленности.
Сверло-метчик применяют для обработки отверстий в сплошном металле, в котором впоследствии будут нарезать резьбу. Так как отверстие не подготовлено заранее в процессе литья, штамповки или ковки, первой ступенью инструмента будет сверло. Отрезок в виде метчика вступит вторым после первой операции – сверления. Существуют две разновидности свёрл-метчиков. Первый тип ступенчатого инструмента подходит для сверления и дальнейшего нарезания редкой резьбы с широким шагом витков в деталях из металла небольшой толщины. Отверстие должно быть сквозным, а требования к точности – невысокими. Сверловидная ступень имеет длину порядка 2-2,5 диаметра метчикообразной части. Канавка для отвода стружки расположена вдоль оси инструмента под прямым углом к рассверливаемой поверхности, что слегка усложняет выход срезаемого металла во время операции сверления. Но в отверстиях небольших размеров это не критично, так как стружка образуется не особо крупная.
 Сверление квадратных отверстий. Сверло Уаттса. Треугольник Рёло.
Сверление квадратных отверстий. Сверло Уаттса. Треугольник Рёло.Известна ещё одна конфигурация сверла-метчика. Его спроектировали на машиностроительном заводе города Риги. Этот вид уже сможет нарезать мелкую резьбу. На практике он показал себя более стойким и прочным инструментом по сравнению с первым видом. Плюс качество резьбового участка получается довольно высоким. Отрезок в форме сверла примерно в полтора раза превышает длину сверления и способен нарезать как крупную, так и мелкую резьбу. Причём резьба нарезается до завершения процесса сверления, потому что продолжение инструмента после сверла выполнено в виде тех же спиралей, но уже с зубьями, которые выполняют функцию метчика. Ленточки сверла-метчика, расположенные под углом, делают инструмент более стойким к нагрузкам при резании и улучшают отвод стружки. Важный момент, которому следует уделить особое внимание, — это точно выбранная скорость подачи для совместного сверления и нарезания резьбы, то есть снижение до оборотов, подходящих для резьбонарезания.
Все существующие типы свёрл-метчиков отличаются друг от друга строением сверлообразной части. Она может быть в виде обычного сверла со спиралями. Если вспомогательная поверхность затылована сзади в форме цилиндра, то будет происходить расширение отверстия, ранее рассверленного. Само сверло может иметь перемычку, а может — и нет. Без перемычки время от времени будет появляться срезаемый металл в канавках между спиралями, он постепенно выходит вместе со стружкой. Форма таких свёрл-метчиков способствует уменьшению осевых нагрузок при обработке, при этом стойкость их увеличивается. Но их минусы – трудности заточки и трудоёмкость изготовления сложной конструкции.
Отрезок в виде сверла иногда изготавливают с обратно направленным внутренним конусом. Это геометрическое решение помогает центрировать инструмент при работе. После сверления оставляет в отверстии конусообразное углубление, но оно срезается совсем или уменьшается, когда нарезается резьба. Такое сверло также довольно сложного исполнения.
Сверловой конец бывает и фасонной формы. Различие инструментов с таким типом сверла заключается в отличающихся чередованиях фасонных и гладких частей. Помимо сверления в этом случае выполняется расточка торцовых фасок под разными углами и различных высот. Плюсом этой конфигурации будет выполнение дополнительной операции получения фасок без использования ещё одного инструмента. Минусы – по времени изготовление одного отверстия будет дольше, большая нагрузка на ленточки сверла ускорит износ. И достаточно трудно изготовить такое сверло-метчик, точно подобрав геометрию сверла, чтобы оно и точило фаски, и сверлило при этом.
Комбинированные инструменты производят и в разъёмном (со съёмными режущими пластинами) и неразъёмном исполнении. Для получения свёрл-метчиков используют разные виды металлов. Ими можно нарезать и левую, и правую резьбу, меняя направление подачи при резании. Существуют конструкции с отверстиями для выхода СОЖ.
Все эти прогрессивные высокорентабельные инструменты имеют не только преимущества перед обычными, применяемыми поочерёдно свёрлами и метчиками. Также у них есть и минусы, обнаруженные в процессе работы. А именно, невозможно нарезать резьбу высокого качества при жёстком закреплении сверла-метчика в патроне станка, так как метчик будет вести себя как гребенчатый резец для нарезания резьбы. Радиальное биение сверловидной части наблюдается при качающемся закреплении или плавающем. Если металл имеет сложности при обработке, будет трудно настроить так, чтобы осевая подача инструмента была бы точно равна шагу нарезаемой резьбы. Поэтому сверло-метчик применяется не во всех случаях и не для всех материалов. Ещё одна проблема со ступенчатым инструментом – это сложность его переточки.
Дополнительная информация
- Заказчик:Организация
- Статус:Нет исполнителя
- Срок сдачи проекта после оплаты аванса:01.10.2015
- ЦЕЛЬ ПРОЕКТА:Сверло-метчик
Прочитано 4268 раз Последнее изменение Вторник, 27 Сентябрь 2016 18:34Опубликовано вИнструмент НаверхИспользуемые источники:
- https://mysku.ru/blog/china-stores/49452.html
- https://sverla.info/articles/diametr-sverla-pod-rezbu/
- http://engcrafts.com/item/402-sverlo-metchik

 Мебельный кондуктор для сверления отверстий: виды, изготовление своими руками
Мебельный кондуктор для сверления отверстий: виды, изготовление своими руками Кулачковый патрон для оригинального Дремеля, или даёшь вторую жизнь фирменной бормашинке
Кулачковый патрон для оригинального Дремеля, или даёшь вторую жизнь фирменной бормашинке Шуруп глухарь: подбор оптимального инструмента и крепежа. 70 фото вариантов применения
Шуруп глухарь: подбор оптимального инструмента и крепежа. 70 фото вариантов применения Универсальная стойка для дрели своими руками
Универсальная стойка для дрели своими руками