А конкретно, напишу небольшую заметку по настройкам слайсера Slic3r для принтера Anet A8 (китайский клон Prusa i3). Ну и до кучи (для полноты картины), тогда ещё, кратенько опишу его установку и настройку с Repetier-Host.Просто, бывает такое, настроишь какую-нибудь приблуду тыщу лет тому назад, а когда что-то похерится или изломается, то приходится туеву хучу времени тратить что бы вспомнить, как и что ты тогда настраивал, и почему именно так сделал, а не иначе. А тут глядишь, мануал есть. Ну, и возможно кому-то ещё пригодится сей опыт 🙂Установка Repetier-HostЯ устанавливаю на Linux Ubuntu.Идём на официальный сайт, качаем дистрибутив для нужной ОС.Распаковываем архив в папку, где будет жить у нас это приложение.Далее в терминале заходим в каталог с приложением и выполняем последовательно два скрипта: configureFirst.sh и installDependenciesDebian.Всё, никаких граблей тут нет… ну, или по крайней мере, мне не встретилось.Идём далее…Установка Slic3rИдём на официальный сайт, качаем дистрибутив для нужной ОС.Распаковываем архив в папку, где у нас живёт Repetier-Host.Запускаем Repetier-Host, переходим на вкладку «слайсер» и запускаем менеджер слайсеров.Добавляем новый слайсер «Slic3r» (если его ещё нет в списке) и указываем пути к исполняемому файлу и папке, где будет лежать конфиг.Нажимаем «Применить» и закрываем менеджер.Проверяем… В выпадающем списке выбираем «Slic3r» и жмём кнопку «Конфигурация». Если всё хорошо, то должны открыться настройки слайсера и запуститься мастер настройки. Мастер закрываем. Только ручные настройки! Только хардкор! 🙂 Настройка Slic3rLayer height – высота слоя.В моём случае, для сопла 0,4мм оптимальное значение для большинства условий печати — это 0,2 — 0,25.First layer height – высота первого слоя.Для лучшего сцепления со столом, высоту первого слоя лучше сделать чуть больше.Perimeters – количество слоев стенки модели.Чем больше, тем толще будут стенки у модели. Экспериментально пришёл к выводу, что 2 слоя, чаще всего, вполне достаточно.Solid layers (top/bottom) – количество слоев верха и низа модели.Как показывает опыт, кол-во слоёв на нижней стенке можно сделать чуть меньше, чем сверху. Это обусловлено более плотным заполнением этих слоёв за счёт того, что они лежат жёстко на столе, а так же за счёт настройки First layer height.Сверху же, наоборот. Если сделать слой тоньше, то при заполнении модели менее 50%, есть риск получить хрупкий верх или щели.Я обычно делаю два слоя снизу и три сверху.Далее заливка пространства внутри модели (Infill).Fill density – плотность заполнения модели филаментом. Чем больше заполнение, тем больше жёсткость модели (ваш кэп). 0% – без заполнения, 100% полное заполнение. 1-99% заполнение внутреннего, не полого пространства модели сеткой различной формы.На мой взгляд, чаще всего 30-50% вполне достаточно.Fill pattern – тип сетки.Чаще ставлю rectilinear (диагональные линии, образующие квадратные ячейки). С таким заполнением скорость печати выше. Что бы модель получилась прочнее и легче, лучше использовать honeycomb (медовые соты).External fill pattern (top/bottom) — определяет то, каким образом будут наноситься верхний и нижний слои. ИМХО, самый быстрый и прочный вариант — это то же диагональное нанесение филамента — rectilinear. При этом каждый новый слой будет наносится в противоположном направлении (как бы крест на крест с предыдущим).Combine infill every – частота заполнения слоёв заливкой. К примеру, 1 — заполнять каждый первый слой, 2 — заполнять каждый второй слой (один слой при этом будет пропускаться) и т. д. Это даёт увеличение скорости и экономию пластика, но делает модель более грубой и менее надёжной.Я этим не пользуюсь, у меня всегда 1.Only infill where needed – разрешить программе самой решать, уместно ли заполнять часть модели. Опция нужная, т. к. не весь объём модели бывает рационально заполнять заливкой.Skirt and brim — Юбка и край, если дословно :)Край — это такое расширение первого слоя модели, которое позволяет увеличить площадь прилегания модели к столу для уменьшения вероятности отклеивания детали от слола.Юбка — это вообще очень интересный элемент 🙂 Технически — это окантовка вокруг печатаемой модели. С одной стороны, она позволяет сразу увидеть границы печатаемой модели, с другой позволяет экструдеру выйти на рабочий режим. Не знаю у кого как, но у моего принтера во время разогрева экструдера, когда температура хотэнда уже дошла до температуры плавления пластика, но ещё не соответствует рабочей, расплавленный пластик самотёком начинает вытекать из сопла, и к момент печати в головке образуется некоторая пустота. Если начать печатать сразу, то из-за того, что принтер в первые секунды будет печатать воздухом, может пострадать качество модели или получится плохо прилегающий первый слой. А так, экструдер выходит на рабочий режим, ещё во время печати юбки.У юбки есть, так же, ещё одно очень полезное применение при печати ABS пластиком.Дело в том, что при изготовлении крупной детали из этого пластика, кроме риска обычной деламинации, есть вероятность деламинации межслойной. Это выглядит как расслоение на стенках детали.Одним из способов борьбы с таким расслоением является применение локальной термокамеры, когда вокруг детали, во время печати, возводится стенка из того же пластика, которая будет уменьшать прохождению холодного воздуха и создавать некоторый микроклимат вокруг детали.Итак, параметры:Loops – количество петель вокруг моделей.У меня два, на всякий случай.Distance from object – расстояние от юбки до модели.Если поставить ноль, то слайсер выберет минимально возможное расстояние (без соприкосновения, конечно).Skirt height – количество печатаемых слоев юбки.Обычно 1, но если есть необходимость создать вокруг детали барьер, то он должен быть равным кол-ву слоёв модели. Что бы это кол-во узнать, достаточно просто запустить слайсер и посмотреть отчёт.Minimum extrusion length – минимальное количество пластика, которое будет потрачено на печать юбки.Бесполезный, на мой взгляд параметр. У меня ноль.Exterior brim width — ширина внешнего края.Interior brim width — ширина внутреннего края.Brim connections width — ширина соединения.Везде 3 мм.Support Material — поддержка.Очень спорный пункт для принтеров с одним экструдером.Если активировать данный пункт, то слайсер будет автоматически создавать поддержку для нависающих элементов детали.Overhang threshold — параметр позволяющий определять слайсеру под каким углом должен быть расположен нависающий элемент к столу, что бы слайсер нарисовал для его поддержку (0 — автоматически).Экспериментально я пришёл к углу в 30 град. Так, по крайней мере, поддержка не рисуется в отверстиях и небольших вырезах и пазах, от куда её потом проблематично выковыривать.Enforce support — печать определённого кол-ва первых слоёв поддержки.The contact Z distance — это расстояние между минимальным уровнем поддержки и нижней стороной поддерживаемой модели.Pattern — форма поддержки.Pattern Spacing — определяет расстояние между опорными линиями поддержки.Pattern Angle — вращение опорных линий поддержки.Вообще, я предпочитаю не использовать поддержку, т. к. зачастую она портит модель за счёт того, что её очень сложно отделить от самой модели.Да и слайсер, как мне кажется, весьма некорректно её отрисовывает. В любом случае с параметрами нужно экспериментировать с каждой конкретной моделью.Perimeters – скорость печати внешних слоев или контура.Small perimeters – скорость печати внутреннего слоя контура.External perimeters – скорость печати наружного слоя контура.Скорости, которые указаны в процентах, считаются от скорости печати периметра (Perimeters).У меня все три параметра — 30.Infill – скорость печати заливки.У меня — 60, но в некоторых случаях приходится уменьшать (если есть разрывы).Solid infill – скорость печати горизонтальных плоскостей (заливка крышки, основания).Top solid infill – скорость печати верхней закрывающей крышки.И то и другое 30. Вроде не плохо получается.Скорости, которые указаны в процентах, считаются от скорости печати заливки (Infill).Вridge — скорость печати пролётов, когда елемент имеет всего две точки опоры по краям.В среднем, я ставлю 60 — 70, но это всё зависит от расстояния между точками опоры. К сожалению слайсер Slic3r не позволяет задавать несколько разных скоростей.Travel – скорость перемещения печатающей головки, когда принтер не печатает.Выбрал 200.First layer speed – скорость печати первого слоя. Как правило, для лучшего прилипания модели к столу задается меньше остальных на 30-50%.У меня — 30.Acceleration control — ускорение, рекомендуется 700-1000 мм/с.У меня — 800.
Содержание
Prusa i3 Steel – это одна из самых успешных и популярных моделей 3D принтеров, сконструированная на базе проекта RepRap. Данный принтер имеет стальной корпус, простой в сборке и положительно влияющий на качество печати.
Инструкции по сборке корпуса и подключению электроники Вы можете посмотреть в статьях Prusa i3 Steel — Сборка корпуса и Prusa i3 Steel — Подключение электроники.
Наш 3D принтер Prusa i3 Steel сконструирован на базе Arduino Mega 2560 и платы расширения Ramps 1.4, но вы также можете использовать другую электронику, например Gen v1.4.
Для этого проекта нам понадобиться следующее программное обеспечение:
- ПО для Arduino Mega 2560
- Прошивка Marlin
- Repetier-Host, Slic3r
Для начала работы с 3D принтером Prusa I3 Steel необходимо установить программное обеспечение для Arduino Mega 2560. Скачать ПО можно с официального сайта разработчика.
Обратите внимание! При установке ПО, проверьте имя пользователя системы – оно должно быть написано латинскими символами.
Установка стандартна, но имеет две особенности:
- При появлении окна «ArduinoSetup: InstallationOptions» нужно выбрать все пункты.
- В окне «Безопасность Windows» выбрать «Установить»
Обратите внимание! Если в операционных системах Windows7 или Windows 8 драйвер не устанавливается или устанавливается некорректно (например, компьютер после установки не распознает принтер), для этого отключите обязательную проверку цифровой подписи драйверов. Так же можно попробовать установить драйвера для arduino, перейдя по этим ссылкам: ссылка_1, ссылка_2, либо ссылка_3.
Внимание!!! Заливка прошивки необходима только в том случае, если Вы собирали 3D-принтер Prusa i3 Steel из набора. Если же Вы приобретали собранный 3D-принтер, то на нем уже установлена прошивка, он настроен и готов к эксплуатации. В последнем случае переустановка прошивки сбросит все настройки и выведет 3D-принтер из строя — не делайте этого, просто сразу перейдите к пункту Установка Repetier Host.
 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусыПодсоедините плату Arduino к компьютеру через USB шнур. Скачайте прошивку для платы управления здесь. Разархивируйте файл. Откройте папку «Marlin». В папке находятся библиотеки необходимые для компиляции и файл скетча «Marlin». Откройте файл «Marlin».
Откройте вкладку «инструменты», выберете плату Arduino Mega 2560 or Mega.
Выберете соответствующий COM-порт.
Откройте вкладку «Configuration h» и нажимаем кнопку «Загрузить». Начнется компиляция скетча.
В диалоговом окне высветится команда: загрузка выполнена. Прошивка загружена, можно устанавливать программу для печати.
3D принтер Prusa I3 Steel работает на открытом программном обеспечении, поэтому вы можете использовать любую удобную Вам программу для печати. Преимущество программы Repetier-Host в том, что она менее требовательна к ресурсам компьютера по сравнению с аналогичными программами для 3D-печати. Программа Repetier-Host совместима со всеми современными операционными системами: Microsoft Windows, Mac OSX, Linux.
Скачать программу для соответствующей операционной системы можно тут.
Установка Repetier-Host является стандартной установкой любого приложения.
Еще раз повторимся: при установке программы проверьте имя пользователя системы – оно должно быть написано латинскими символами, иначе не будет работать слайсер программы. Вам придется создавать нового пользователя и заново устанавливать все ПО.
 Anycubic Kossel Pulley 3D принтер: сборка, настройка, запуск
Anycubic Kossel Pulley 3D принтер: сборка, настройка, запускПеред печатью необходимо задать параметры Repetier-Host и настроить слайсер. Подключаем принтер через USB к компьютеру. Запускаем программу Repetier-Host, нажимаем кнопку подсоединить. При первом подключении вылетает ошибка подключения, нажимаем «да».
Выбираем порт, отличный от того, на котором вылетала ошибка.
Устанавливаем скорость в бодах 115200, размер кэша 63.
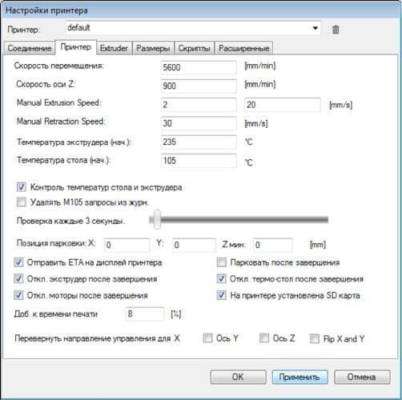
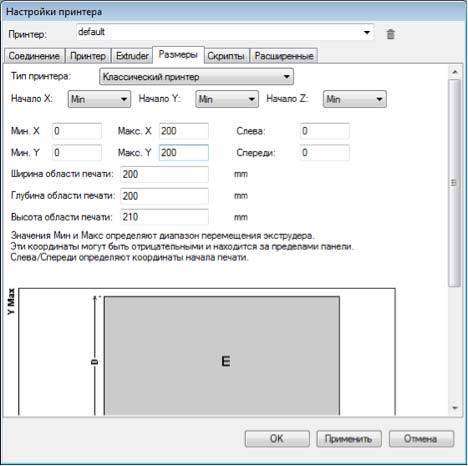
В настройках принтера во вкладке «принтер» устанавливаем параметры в соответствии с рисунком:
Нажимаем кнопку «подсоединить» Кнопка станет зеленой-принтер подсоединен успешно.
Переходим к настройке слайсера. Мы предлагаем базовую настройку слайсера Slic3r для сопла 0,4мм (по умолчанию в каждом принтере), что позволит получить достойное качество печати на первых порах. К более детальной настройке вы сможете приступить после печати первых моделей.
Откройте программу Repetier-Host и в правом окне параметров выберете вкладку «Слайсер» и нажмите кнопку «configuration».
Когда впервые откроются настройки, программа может предложить вам использовать утилиту «Configuration Wizard» для быстрой настройки. Мы рекомендуем нажать кнопку «Cancel»», чтобы продолжить настройку в ручном режиме.
Такая рекомендация связана с тем, что посредством Configuration Wizard вводится лишь малую часть настроек – самые основные для печати: тип принтера (влияет на G-код), размеры платформы, диаметр пластика, температура экструдера, температура стола. Остальные настройки программа оставит по умолчанию. Именно поэтому для качественной печати быстрой настройки недостаточно. Когда вы закроете окно Configuration Wizard, перед вами останется окно настройки слайсера с выбранной вкладкой «Print Settings» и выделенным пунктом настройки «Layers and perimeters» — Слои и обводки.
 Тест Anet A6 - опыт и улучшения
Тест Anet A6 - опыт и улучшения- Layer height – высота слоя. Может варьироваться от 0.05 до 0.25 для сопла диаметром 0,4 мм. Главное правило при выставлении этого параметра: он не может превышать толщину используемого сопла
- First layer height – высота первого слоя. Как правило, задается немного больше параметра Layer height для лучшего закрепления модели на столе
- Perimeters (minimum) – количество слоев контура модели (или количество слоев стенки модели). Чем меньше число, тем меньше толщина стенки модели, а значит, модель будет более хрупкая. Минимально – 1, оптимально – 3-4 шт
- Solid layers – количество слоев с верхней (top) и нижней (bottom) закрывающих плоскостей модели (рекомендуется 3 для низа и верха)
- Заполнение (Infill) — это заливка пустого пространства внутри модели. Чем выше процент заполнения, тем крепче получается модель, но печатается при этом гораздо дольше. Для большинства объектов вполне подойдет уровень заполнения 20-30%.
- Fill density – процент заполнения модели сеткой: 0 – без заполнения, 1 – 100% заполнение;
- Fill pattern – тип заливки (сетки) модели. Для увеличения скорости печати при сохранении умеренной жесткости достаточно выбрать rectilinear. Для увеличения прочности модели при сокращении ее веса можно выбрать honeycomb (медовые соты).
- Top/bottom fill pattern – тип сетки, которой закрываются верхние и нижние слои;
- Infill every – параметр, определяющий слои, на которых будет происходить заливка. К примеру, если установлена единица, то заполняться будут все слои, если 2, то только каждый второй слой. Из-за того, что принтер в таком случае будет пропускать в заполнении слой, модель будет печататься более грубо и менее жестко.
- Only infill where needed – заполнение на усмотрение программы только там, где нужно; в некоторых местах объем частей печатаемого изделия небольшой, в таких случая программа будет считать, что необходимости заполнять такой объем нет.
- Perimeters – скорость печати внешних слоев или контура. Основной параметр скорости, влияющий на качество получаемого готового изделия. Максимум – 130-150; оптимально – 30-60.
- Small perimeters – скорость печати внутреннего слоя контура;
- External perimeters – скорость печати наружного слоя контура;
- Infill – скорость печати заполнения;
- Скорости, которые в программе указаны в процентах, считаются от скорости печати периметра (Perimeters). Если есть необходимость максимально увеличить скорость печати, при этом несильно 8 потерять в качестве, то можно увеличить скорость infill и скорость small perimeters, а скорость external perimeter уменьшить.
- Solid infill – скорость печати горизонтальных плоскостей (заливка крышки, основания); Top solid infill – скорость печати верхней закрывающей крышки;
- Travel – скорость перемещения печатающей головки при переходе с одного слоя на другой; в этот момент аппарат не печатает;
- First layer speed – скорость печати первого слоя. Как правило, для лучшего прилипания модели к столу задается меньше остальных на 30-50%.
- Acceleration control- ускорение, рекомендуется 700-1000 мм/с
- Юбкой (skirt) называется окантовка вокруг модели. С помощью печатаемой окантовки сразу видны границы печатаемой модели.
- Краем (brim) называется расширенная область первых слоев объекта, увеличивающая площадь контакта изделия с поверхностью платформы.
- Loops – количество окантовок (петель) вокруг моделей. Печать окантовок позволяет увидеть, насколько хорошо у Вас откалиброван стол в месте размещения печатаемого объекта и, если необходимо, подкорректировать положение стола с помощью калибровочных винтов. Distance from object – расстояние от окантовки до объекта;
- Skirt height – количество печатаемых слоев окантовки;
- Minimum extrusion length – минимальное количество пластика в миллиметрах, которое будет потрачено на печать юбки;
- Brim width – ширина нижних слоев модели. Обратите внимание, что этот параметр должен быть меньше Distance from object. Параметр Brim width предназначен для увеличения пятна контакта. Увеличение этого параметра очень важно для моделей с маленькой площадью контакта с платформой и особенно важно при печати ABS-пластиком.
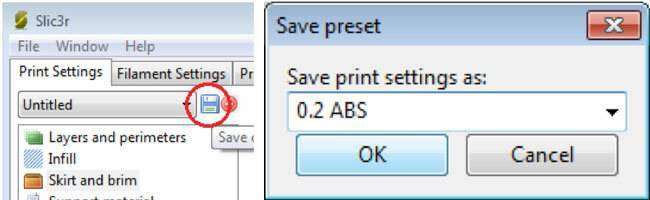
Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Print Settings: Можно сохранить под удобным для вас названием для каждого типа пластика.
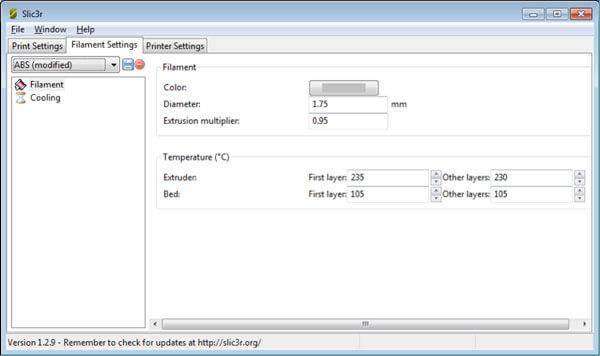
- Diametr –диаметр используемого пластика
- Extrusion multiplier – коэффициент количества подаваемого пластика по сравнению с основным значением. Для ABS 0,94-0,99. Установка коэффициента подачи пластика от 0,93 до 0,95 для PLA обеспечивают более высокое качество печати модели и сокращают затраты пластика. При печати, например, нейлоном, можно установить коэффициент количества подаваемого пластика более единицы.
- Extruder – температура экструдера для первого слоя (First Layer) и последующих слоев (Other Layers) рекомендации для пластиков: PLA — 220-215 °C, ABS — 235-230 °C);
- Bed –температура стола для первого слоя (First Layer) и последующих слоев (Other Layers); устанавливается в зависимости от типа пластика: PLA – 50-50°C, ABS — 105-105 °C);
- Пункт Cooling настраивается в зависимости от наличия обдува детали.
- Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Filament Settings.
Пункт Extruder 1
- Nozzle diameter – диаметр сопла, мм;
- Extruder offset – смещение экструдера по осям X и Y (актуально только для принтеров с несколькими экструдерами);
- Length – длина пластиковой нити при ретракции в миллиметрах (ретракция в 3d принтере – процесс движения пластиковой нити в сторону, обратную стороне подачи);
- Lift Z – приподнимание сопла на заданное расстояние при переходе печати от слоя к слою в миллиметрах;
- Speed – скорость ретракции;
- Extra length on restart – дополнительная длина ретракции при перезапуске печати;
- Если после каждой ретракции появляется микронаплыв пластика в точке продолжения печати, установите параметр Extra length on restart отрицательным, например, -0,1 или -0,2. В таком случае после ретракции будет сокращена подача пластика, что может положительно сказаться на гладкости печатаемой поверхности вашего изделия.
- Minimum travel after retraction – ретракция не будет срабатывать, если расстояние между точками печати меньше заданного в этом параметре;
- Retraction layer change – включить ретракцию при переходе печати от слоя на слой;
- Length – длина;
- Extra length on restart – дополнительная длина при перезапуске.
Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Printer Settings.
В первую очередь необходимо выставить левую и правую каретки в один уровень. Можно воспользоваться линейкой, рулеткой или штангенциркулем. За начало отсчета можно взять,например, крепежный фланец двигателя оси Z.
Для калибровки печатающей платформы необходимо «загнать» каретку с экструдером в центр стола.Расстояние между поверхностью зеркала и сопла должно быть сравнимо с толщиной бумажного листа А4.
Зазор регулируется винтом М4 с пружинкой.
Проверяем зазор во всех 4х углах платформы. Платформа регулируется винтами М3.
Запускаем Repetier Host. Устанавливаем соединение с принтером.
Огромная база 3д-моделей находится в открытом доступе на сайте thingiverse.
Для тестовой печати можно использовать, например, куб 20х20 мм.
Нажимаем «Загрузить» и выбираем из списка модель для печати.
Модель загружена.
Открываем вкладку «Слайсер», нажимаем «Слайсинг с Slic3r».
После окончания слайсинга нажимаем кнопку «Пуск». Начнется прогрев стола и экструдера. Как только нужные температуры будут достигнуты начнется процесс печати.
Печать с SD-карты позволяет работать принтеру в автономном режиме.
Для этого необходимо загрузить готовый G-код модели на карту. Разьем для карты расположен на тыльной стороне дисплея. Вставить карту в разъем.
«Card removed» — карта отсутствует.
«Card inserted» — карта вставлена.
Выбираем «Print from SD».
Выбираем файл G-code для печати.
Печать с SD-карты запустится после нагрева стола и хотенда до соответсвующих температур.
Используемые источники:
- https://ker-laeda.livejournal.com/26328.html
- https://3d-diy.ru/wiki/3d-printery/prusa-i3-steel-exploitation/

 Свойства, различия и области применения PLA и ABS пластика
Свойства, различия и области применения PLA и ABS пластика Кинематика 3D принтера. На чем определиться при выборе 3D принтера?
Кинематика 3D принтера. На чем определиться при выборе 3D принтера? Как печатать ABS без термокамеры и без деламинации
Как печатать ABS без термокамеры и без деламинации Миниатюрный настольный 3D-принтер TEVO Michelangelo
Миниатюрный настольный 3D-принтер TEVO Michelangelo