 После того, как мне пришел распечатанный корпус для моих часов (еще раз спасибо ), я загорелся идеей купить 3D принтер. Идея RepRap opensource принтеров мне понравилась, да и цена на них не так уж и кусалась. После многочисленных страниц форумов и кучи предложений на интернет площадках, я решил купить Prusa i3 (Прюша итерация 3). За подробностями прошу под кат.
После того, как мне пришел распечатанный корпус для моих часов (еще раз спасибо ), я загорелся идеей купить 3D принтер. Идея RepRap opensource принтеров мне понравилась, да и цена на них не так уж и кусалась. После многочисленных страниц форумов и кучи предложений на интернет площадках, я решил купить Prusa i3 (Прюша итерация 3). За подробностями прошу под кат.
Начало
Почему i3? Мне просто понравился дизайн + малое количество печатных деталей + относительная простота сборки. Итак, с моделью было решено. Далее шел поиск нужных компонентов. Изначально я хотел заказывать все детали отдельно, выискивая минимальную стоимость и оптимальные характеристики. Со списком деталей, а так же где, как и почем их купить вы можете прочитать тут или, взяв названия деталей, найти их на одной из интернет площадок. Перечень того, что нужно приобрести для постройки 3D принтера
- Рама (frame) — для i3 либо алюминиевая, либо фанерная. Есть еще вариант с фанерным боксом.
- Набор направляющих и шпилек (smooth & threaded rods) — шпильки в наших строительных магазинах так же называются штангами. Для оси Z в основном используются M5, а для крепежа конструкции M8 и M10. Направляющие можно купить и у нас, под названием круг стальной калиброванный диаметром 8мм (есть варианты для 10мм. и 12мм.).
- Подшипники (bearings) — линейные под диаметр направляющих и качения (подойдут от роликовых коньков, скейтбордов) для экструдера и ремней.
- Набор пластиковых деталей (Printed Parts) — используются для сборки всего вместе.
- Экструдер (Extruder) — (печатающая головка) состоит из двух частей: податчик пластика и
горячая головахотенд (hotend) «такая металлическая штучка» которая плавит пластик. Для хотенда необходим нагревательный элемент (лучше брать керамический) и термистор. - Движки (Stepper Motors) — стандартный формат NEMA-17. Главная характеристика — удерживающий момент.
- Ремень и зубчатый вал (Belt & Belt Pulley) — чем шире ремень и чем меньше шаг зубов тем лучше.
- Соединительная муфта (Motor Coupler) — соединение моторов и шпилек оси Z. Размер 5 на диаметр шпильки.
- Печатный стол (кровать) (HeatBed) — Нагреваемая пластина (в основном печатная плата с дорожками). Он просто необходим, если вы собираетесь печатать ABS пластиком. К нему нужен еще один термистор и стекло не толще 3мм.
- Электроника тут начинается самое интересное. Существует множество разных плат управления, но мой выбор пал на RAMPS это шилд к Arduino mega. Думаю любителям ардуин, он придется по нраву.К RAMPS’у нужно:
- Драйверы управления шаговыми двигателями (stepper driver) — A4988 (режим 1/16 — шага) или DRV8825 (режим 1/32 — шага)
- Блок питания (power supply) — по питанию RAMPS нужно 12 вольт две линии 11+5 Ампер (мой блок питания 12 вольт 20 ампер). Можно использовать блок питания компьютера, но подключать к разным линиям 12 вольт ну и смотреть спецификацию блока на соответствие характеристикам.
- Концевики (датчики мин/макс положения) (EndStop) — бывают трех видов: кнопки, оптические и на эффекте холла. Обычно нужно только 3 датчика для определения положения минимума по всем осям, но можно поставить еще 3 для определения максимума.
- Сама Arduino mega или ее клоны.
Вот приблизительный список того, что необходимо, чтобы построить 3D принтер. После тщательного поиска товаров с этого списка, я пришел к выводу, что можно купить уже полный комплект деталей от одного продавца дешевле, чем по отдельности, да еще и сэкономить на доставке. В итоге полный комплект мне обошелся в $349 + $97.95 за доставку. 11 апреля — был заказан набор. 23 апреля — отправление из Китая. 30 апреля посылка засветилась на таможне в Москве, и тут меня начали «терзать смутные сомнения». Вес посылки в описании товара 8кг. а на почте эта посылка «похудела» и стала весить 5кг. Я решил не поднимать панику и дождаться получения. 6 мая — посылка прибыла на место вручения. Вооружившись видеокамерой телефоном, я пошел ее получать. У работника почты заранее попросил положить посылку на весы. На видео снял извлечение посылки из таможенного мешка и посылку на весах. В тот же день, придя домой, стал вскрывать посылку и сравнивать ее содержимое со спецификацией, представленной продавцом, попутно снимая этот процесс на видео. Все было на месте, кроме направляющих и шпилек. Похоже что они выпали где-то между посадкой на самолет из Китая и прибытием на нашу таможню. Все и так прекрасно знают, как работает наша охудоблестная Почта России. После недолгих раздумий, я отправился в строительный магазин и купил все направляющие и шпильки в нужном количестве (но не в нужном качестве!) длиной по метру каждая. Как оказалось, у гладких стержней диаметр 7,86мм вместо заявленных 8мм. Шпильки М8 и М5 оказались неплохого качества. На все ушло рублей 500 максимум. После переписки с продавцом и объяснением ему ситуации (я, на ломаном русско-английском, он на ломаном англо-китайском) я вернул $40. Направляющие и шпильки резал дремелем c обрезным армированным диском. Процесс сборки не очень сложен и достаточно хорошо описан на многих ресурсах, например тут, тут, очень подробно тут и даже на русском языке и с видео тут. Напишу только инструмент, который мне понадобился:
Процесс сборки не очень сложен и достаточно хорошо описан на многих ресурсах, например тут, тут, очень подробно тут и даже на русском языке и с видео тут. Напишу только инструмент, который мне понадобился:
- гаечный ключ на 6(М3), 8(М5) и 13(М8) (если ошибся в размерах — поправьте), а можно и разводной (для гаек М8 нужно 2 ключа);
- отвертка крестообразная;
- шестигранники для валов и муфт;
- шуруповерт;
- сверло по дереву 5мм.;
- сверло по металлу (для пластика) 3мм., 5мм., 8мм.;
- угольник;
- уровень (опционально);
- штангенциркуть (уже на этапе калибровки);
- пассатижи;
- бокорезы;
- канцелярский нож или скальпель;
- паяльник и все к нему;
- свежая голова;
- прямые руки
желательныпросто необходимы.
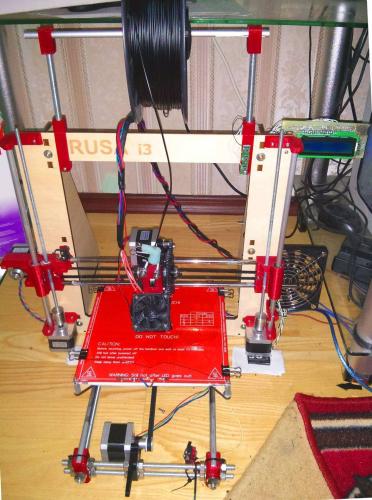
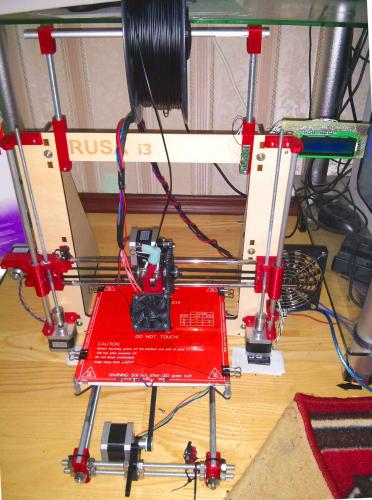
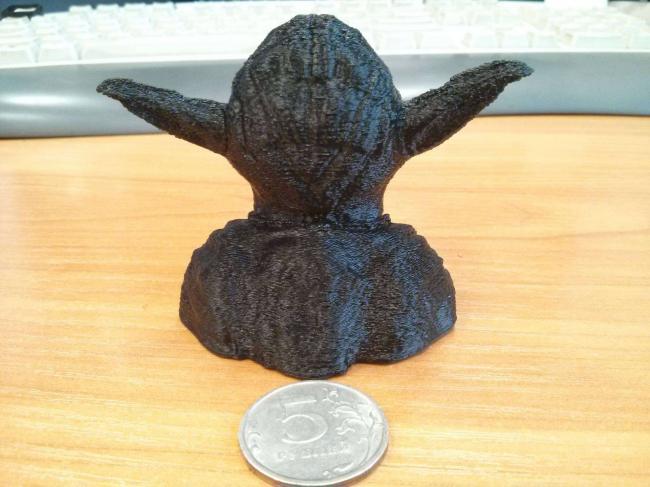
Вот что у меня получилось со стандартным комплектом:
Советы
Ниже я привожу несколько советов, для тех, кто решит собрать свой принтер. Нагревательный столик я сразу посадил на подложку из «подставки под горячее». Слой 2мм фанеры и слой 1мм пробки, обклеенный мной алюминиевым скотчем в 3 слоя. Сделано это было для того, чтобы тепло от столика не уходило в воздух. Если отверстия в пластиковых деталях меньшего диаметра, чем необходимо, аккуратно просверливайте их на обратном ходе шуруповерта. Если на шаговых двигателях нет проточки, обязательно ее сделайте! Не рассчитывайте на то, что «оно и так крепко сидит», валы рано или поздно начнут проскальзывать. Ремни следует натягивать, но не как струны. Паяйте, а не скручивайте провода. Собирайте их в пучки, чтобы не мешались в дальнейшем. Питание кровати сажайте на толстые провода, сечение должно быть таким, чтобы при нагреве кровати, сами провода не грелись. Обязательно охлаждайте драйверы шаговиков и мосфет на кровать. Лучше всего радиаторы + кулер. Для оси Z лучше использовать оптический эндстоп или на эффекте холла для повышения точности позиционирования. Не экономьте пластик. Для повышения точности и скорости печати, уйдет немало материала. Отчищайте пластик на входе в экструдер. Обычная губка, обернутая вокруг прутка, отлично собирает пыль. Для лучшей подачи пластика, рекомендую немного проточить прижимной подшипник.
Косяки
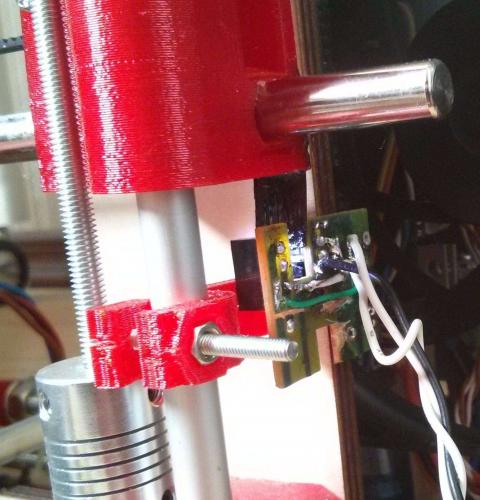
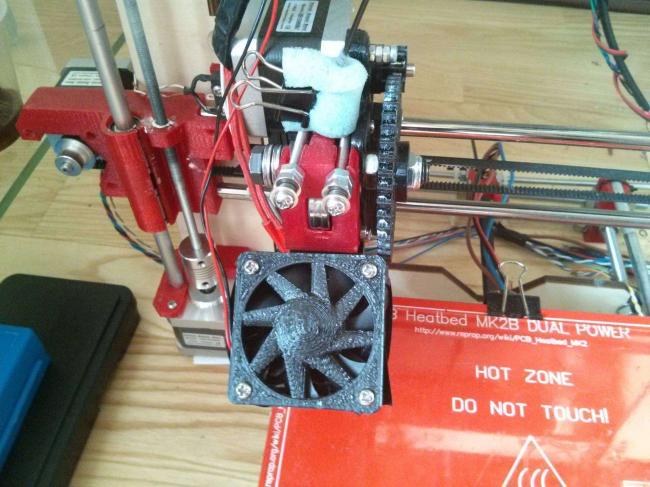
Опишу несколько косяков данного комплекта, обнаруженных мной при сборке и в процессе эксплуатации. Первый косяк, который я обнаружил: для сборки рамы, предусмотрены крепежные отверстия под гайку на М5, но отверстия для болтов почему-то под М4. Вот для чего нам сверло по дереву 5мм. На RAMPS’е нет защиты «от дурака», если вставить драйвер шагового двигателя не той стороной, он сгорит. Что со мной и произошло (плюс 1 день на поиск драйвера и его покупку, и минус 350р). Крепление мотора по оси Y слишком высоко поднято, и столик врезается в шаговик. Решилось заменой крепления. Следующий косяк — WADE экструдер, который шел в комплекте, а точнее крепление его к оси Х. Хотенд вставляется в крепление, которое соединяет экструдер и крепление оси X. Между верхней границей хотенда и отверстием в экструдере остается нехилое такое расстояние, в котором по спирали застревал пластик. Решилось просто, добавлением шайб. От нагрева хотенда стал плавиться пластик: крепление хотенда, корпус экструдера, крепление оси Х. (Временное решение изолировал алюминиевым скотчем, позднее распечатал новый экструдер). Жутко греется мосфет на кровать. Дело в том, что в RAMPS’e изначально поставлены мосфеты, управляемые 10 вольтами, но с ардуины идет управление 5 вольт. Временно решается установкой радиатора. А для большей надежности и ускорения нагрева кровати есть 2 пути: поменять мосфет на нужный (например, выпаянный с материнской платы) или поставить реле. Напоследок немного фото






Продолжать ли мне писать статьи о том, как я улучшал и улучшаю свой принтер?
- 92,1%Да
- 7,9%Нет
Проголосовали 783 пользователя. Воздержались 110 пользователей.
Содержание
Prusa i3 Steel – это одна из самых успешных и популярных моделей 3D принтеров, сконструированная на базе проекта RepRap. Данный принтер имеет стальной корпус, простой в сборке и положительно влияющий на качество печати.
Инструкции по сборке корпуса и подключению электроники Вы можете посмотреть в статьях Prusa i3 Steel — Сборка корпуса и Prusa i3 Steel — Подключение электроники.
Наш 3D принтер Prusa i3 Steel сконструирован на базе Arduino Mega 2560 и платы расширения Ramps 1.4, но вы также можете использовать другую электронику, например Gen v1.4.
 Обзор Creality Ender 5: лучший 3D-принтер менее $ 500
Обзор Creality Ender 5: лучший 3D-принтер менее $ 500Для этого проекта нам понадобиться следующее программное обеспечение:
- ПО для Arduino Mega 2560
- Прошивка Marlin
- Repetier-Host, Slic3r
Для начала работы с 3D принтером Prusa I3 Steel необходимо установить программное обеспечение для Arduino Mega 2560. Скачать ПО можно с официального сайта разработчика.
Обратите внимание! При установке ПО, проверьте имя пользователя системы – оно должно быть написано латинскими символами.
Установка стандартна, но имеет две особенности:
- При появлении окна «ArduinoSetup: InstallationOptions» нужно выбрать все пункты.
- В окне «Безопасность Windows» выбрать «Установить»
Обратите внимание! Если в операционных системах Windows7 или Windows 8 драйвер не устанавливается или устанавливается некорректно (например, компьютер после установки не распознает принтер), для этого отключите обязательную проверку цифровой подписи драйверов. Так же можно попробовать установить драйвера для arduino, перейдя по этим ссылкам: ссылка_1, ссылка_2, либо ссылка_3.
Внимание!!! Заливка прошивки необходима только в том случае, если Вы собирали 3D-принтер Prusa i3 Steel из набора. Если же Вы приобретали собранный 3D-принтер, то на нем уже установлена прошивка, он настроен и готов к эксплуатации. В последнем случае переустановка прошивки сбросит все настройки и выведет 3D-принтер из строя — не делайте этого, просто сразу перейдите к пункту Установка Repetier Host.
Подсоедините плату Arduino к компьютеру через USB шнур. Скачайте прошивку для платы управления здесь. Разархивируйте файл. Откройте папку «Marlin». В папке находятся библиотеки необходимые для компиляции и файл скетча «Marlin». Откройте файл «Marlin».
Откройте вкладку «инструменты», выберете плату Arduino Mega 2560 or Mega.
Выберете соответствующий COM-порт.
 Настенный принтер — от идеи к реализации
Настенный принтер — от идеи к реализацииОткройте вкладку «Configuration h» и нажимаем кнопку «Загрузить». Начнется компиляция скетча.
В диалоговом окне высветится команда: загрузка выполнена. Прошивка загружена, можно устанавливать программу для печати.
3D принтер Prusa I3 Steel работает на открытом программном обеспечении, поэтому вы можете использовать любую удобную Вам программу для печати. Преимущество программы Repetier-Host в том, что она менее требовательна к ресурсам компьютера по сравнению с аналогичными программами для 3D-печати. Программа Repetier-Host совместима со всеми современными операционными системами: Microsoft Windows, Mac OSX, Linux.
Скачать программу для соответствующей операционной системы можно тут.
Установка Repetier-Host является стандартной установкой любого приложения.
Еще раз повторимся: при установке программы проверьте имя пользователя системы – оно должно быть написано латинскими символами, иначе не будет работать слайсер программы. Вам придется создавать нового пользователя и заново устанавливать все ПО.
Перед печатью необходимо задать параметры Repetier-Host и настроить слайсер. Подключаем принтер через USB к компьютеру. Запускаем программу Repetier-Host, нажимаем кнопку подсоединить. При первом подключении вылетает ошибка подключения, нажимаем «да».
Выбираем порт, отличный от того, на котором вылетала ошибка.
Устанавливаем скорость в бодах 115200, размер кэша 63.
 ТОП-7 лучших беспроводных пылесосов Xiaomi 2019-2020. Их сравнение, характеристики, плюсы и минусы
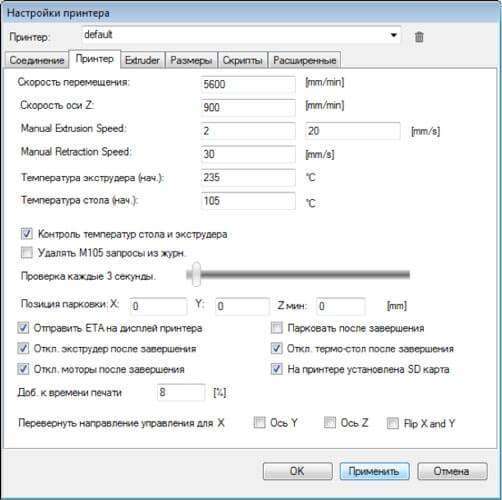
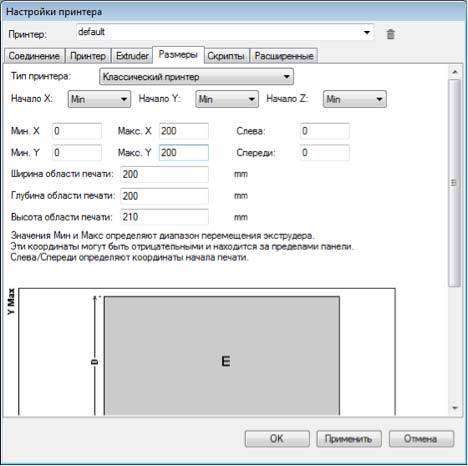
ТОП-7 лучших беспроводных пылесосов Xiaomi 2019-2020. Их сравнение, характеристики, плюсы и минусыВ настройках принтера во вкладке «принтер» устанавливаем параметры в соответствии с рисунком:
Нажимаем кнопку «подсоединить» Кнопка станет зеленой-принтер подсоединен успешно.
Переходим к настройке слайсера. Мы предлагаем базовую настройку слайсера Slic3r для сопла 0,4мм (по умолчанию в каждом принтере), что позволит получить достойное качество печати на первых порах. К более детальной настройке вы сможете приступить после печати первых моделей.
Откройте программу Repetier-Host и в правом окне параметров выберете вкладку «Слайсер» и нажмите кнопку «configuration».
Когда впервые откроются настройки, программа может предложить вам использовать утилиту «Configuration Wizard» для быстрой настройки. Мы рекомендуем нажать кнопку «Cancel»», чтобы продолжить настройку в ручном режиме.
Такая рекомендация связана с тем, что посредством Configuration Wizard вводится лишь малую часть настроек – самые основные для печати: тип принтера (влияет на G-код), размеры платформы, диаметр пластика, температура экструдера, температура стола. Остальные настройки программа оставит по умолчанию. Именно поэтому для качественной печати быстрой настройки недостаточно. Когда вы закроете окно Configuration Wizard, перед вами останется окно настройки слайсера с выбранной вкладкой «Print Settings» и выделенным пунктом настройки «Layers and perimeters» — Слои и обводки.
- Layer height – высота слоя. Может варьироваться от 0.05 до 0.25 для сопла диаметром 0,4 мм. Главное правило при выставлении этого параметра: он не может превышать толщину используемого сопла
- First layer height – высота первого слоя. Как правило, задается немного больше параметра Layer height для лучшего закрепления модели на столе
- Perimeters (minimum) – количество слоев контура модели (или количество слоев стенки модели). Чем меньше число, тем меньше толщина стенки модели, а значит, модель будет более хрупкая. Минимально – 1, оптимально – 3-4 шт
- Solid layers – количество слоев с верхней (top) и нижней (bottom) закрывающих плоскостей модели (рекомендуется 3 для низа и верха)
- Заполнение (Infill) — это заливка пустого пространства внутри модели. Чем выше процент заполнения, тем крепче получается модель, но печатается при этом гораздо дольше. Для большинства объектов вполне подойдет уровень заполнения 20-30%.
- Fill density – процент заполнения модели сеткой: 0 – без заполнения, 1 – 100% заполнение;
- Fill pattern – тип заливки (сетки) модели. Для увеличения скорости печати при сохранении умеренной жесткости достаточно выбрать rectilinear. Для увеличения прочности модели при сокращении ее веса можно выбрать honeycomb (медовые соты).
- Top/bottom fill pattern – тип сетки, которой закрываются верхние и нижние слои;
- Infill every – параметр, определяющий слои, на которых будет происходить заливка. К примеру, если установлена единица, то заполняться будут все слои, если 2, то только каждый второй слой. Из-за того, что принтер в таком случае будет пропускать в заполнении слой, модель будет печататься более грубо и менее жестко.
- Only infill where needed – заполнение на усмотрение программы только там, где нужно; в некоторых местах объем частей печатаемого изделия небольшой, в таких случая программа будет считать, что необходимости заполнять такой объем нет.
- Perimeters – скорость печати внешних слоев или контура. Основной параметр скорости, влияющий на качество получаемого готового изделия. Максимум – 130-150; оптимально – 30-60.
- Small perimeters – скорость печати внутреннего слоя контура;
- External perimeters – скорость печати наружного слоя контура;
- Infill – скорость печати заполнения;
- Скорости, которые в программе указаны в процентах, считаются от скорости печати периметра (Perimeters). Если есть необходимость максимально увеличить скорость печати, при этом несильно 8 потерять в качестве, то можно увеличить скорость infill и скорость small perimeters, а скорость external perimeter уменьшить.
- Solid infill – скорость печати горизонтальных плоскостей (заливка крышки, основания); Top solid infill – скорость печати верхней закрывающей крышки;
- Travel – скорость перемещения печатающей головки при переходе с одного слоя на другой; в этот момент аппарат не печатает;
- First layer speed – скорость печати первого слоя. Как правило, для лучшего прилипания модели к столу задается меньше остальных на 30-50%.
- Acceleration control- ускорение, рекомендуется 700-1000 мм/с
- Юбкой (skirt) называется окантовка вокруг модели. С помощью печатаемой окантовки сразу видны границы печатаемой модели.
- Краем (brim) называется расширенная область первых слоев объекта, увеличивающая площадь контакта изделия с поверхностью платформы.
- Loops – количество окантовок (петель) вокруг моделей. Печать окантовок позволяет увидеть, насколько хорошо у Вас откалиброван стол в месте размещения печатаемого объекта и, если необходимо, подкорректировать положение стола с помощью калибровочных винтов. Distance from object – расстояние от окантовки до объекта;
- Skirt height – количество печатаемых слоев окантовки;
- Minimum extrusion length – минимальное количество пластика в миллиметрах, которое будет потрачено на печать юбки;
- Brim width – ширина нижних слоев модели. Обратите внимание, что этот параметр должен быть меньше Distance from object. Параметр Brim width предназначен для увеличения пятна контакта. Увеличение этого параметра очень важно для моделей с маленькой площадью контакта с платформой и особенно важно при печати ABS-пластиком.
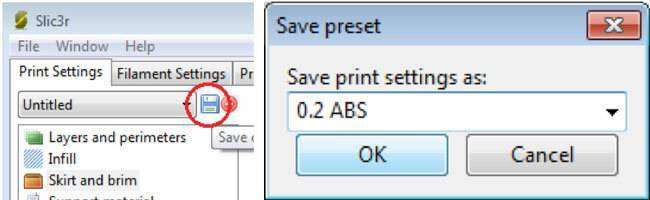
Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Print Settings: Можно сохранить под удобным для вас названием для каждого типа пластика.
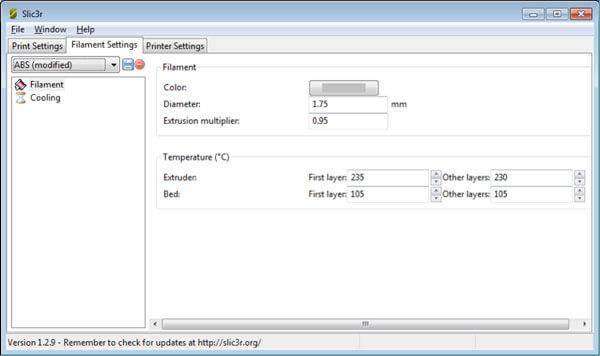
- Diametr –диаметр используемого пластика
- Extrusion multiplier – коэффициент количества подаваемого пластика по сравнению с основным значением. Для ABS 0,94-0,99. Установка коэффициента подачи пластика от 0,93 до 0,95 для PLA обеспечивают более высокое качество печати модели и сокращают затраты пластика. При печати, например, нейлоном, можно установить коэффициент количества подаваемого пластика более единицы.
- Extruder – температура экструдера для первого слоя (First Layer) и последующих слоев (Other Layers) рекомендации для пластиков: PLA — 220-215 °C, ABS — 235-230 °C);
- Bed –температура стола для первого слоя (First Layer) и последующих слоев (Other Layers); устанавливается в зависимости от типа пластика: PLA – 50-50°C, ABS — 105-105 °C);
- Пункт Cooling настраивается в зависимости от наличия обдува детали.
- Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Filament Settings.
Пункт Extruder 1
- Nozzle diameter – диаметр сопла, мм;
- Extruder offset – смещение экструдера по осям X и Y (актуально только для принтеров с несколькими экструдерами);
- Length – длина пластиковой нити при ретракции в миллиметрах (ретракция в 3d принтере – процесс движения пластиковой нити в сторону, обратную стороне подачи);
- Lift Z – приподнимание сопла на заданное расстояние при переходе печати от слоя к слою в миллиметрах;
- Speed – скорость ретракции;
- Extra length on restart – дополнительная длина ретракции при перезапуске печати;
- Если после каждой ретракции появляется микронаплыв пластика в точке продолжения печати, установите параметр Extra length on restart отрицательным, например, -0,1 или -0,2. В таком случае после ретракции будет сокращена подача пластика, что может положительно сказаться на гладкости печатаемой поверхности вашего изделия.
- Minimum travel after retraction – ретракция не будет срабатывать, если расстояние между точками печати меньше заданного в этом параметре;
- Retraction layer change – включить ретракцию при переходе печати от слоя на слой;
- Length – длина;
- Extra length on restart – дополнительная длина при перезапуске.
Нажмите кнопку «Сохранить», чтобы сохранить настройки вкладки Printer Settings.
В первую очередь необходимо выставить левую и правую каретки в один уровень. Можно воспользоваться линейкой, рулеткой или штангенциркулем. За начало отсчета можно взять,например, крепежный фланец двигателя оси Z.
Для калибровки печатающей платформы необходимо «загнать» каретку с экструдером в центр стола.Расстояние между поверхностью зеркала и сопла должно быть сравнимо с толщиной бумажного листа А4.
Зазор регулируется винтом М4 с пружинкой.
Проверяем зазор во всех 4х углах платформы. Платформа регулируется винтами М3.
Запускаем Repetier Host. Устанавливаем соединение с принтером.
Огромная база 3д-моделей находится в открытом доступе на сайте thingiverse.
Для тестовой печати можно использовать, например, куб 20х20 мм.
Нажимаем «Загрузить» и выбираем из списка модель для печати.
Модель загружена.
Открываем вкладку «Слайсер», нажимаем «Слайсинг с Slic3r».
После окончания слайсинга нажимаем кнопку «Пуск». Начнется прогрев стола и экструдера. Как только нужные температуры будут достигнуты начнется процесс печати.
Печать с SD-карты позволяет работать принтеру в автономном режиме.
Для этого необходимо загрузить готовый G-код модели на карту. Разьем для карты расположен на тыльной стороне дисплея. Вставить карту в разъем.
«Card removed» — карта отсутствует.
«Card inserted» — карта вставлена.
Выбираем «Print from SD».
Выбираем файл G-code для печати.
Печать с SD-карты запустится после нагрева стола и хотенда до соответсвующих температур.
3d принтер RepRap Prusa i3 — полный обзор
[Всего: 41 Средний: 4.5/5]

Отправка с российского склада в любой город
Всем привет, пришло время сделать полноценный обзор на 3d принтер RepRap Prusa i3, я постараюсь рассказать все плюсы и минусы этого агрегата. Предлагаю начать с цены. Когда покупали его мы он стоил почти 13 тысяч рублей, на текущий момент минимальная комплектация стоит 11 тысяч 900 рублей
Почему стоит купить 3d принтер RepRap Prusa i3
- Во-первых, это всегда оригинальные и неповторимые подарки вашим друзьям и близким. Даже если у вас нет возможности создать оригинальную модель, на помощь вам всегда придут сайты с каталогами готовых фигур для вашего принтера.
- Во-вторых, это отличный помощник в хозяйстве. На пример: у нас есть мясорубка, в который постоянно ломается предохранительный колпачок, покупать новую стоит больших денег, а себестоимость напечатанной 10 граммовой детали составляет примерно 5 рублей. Также, вы всегда можете напечатать ручки для ножей, подставки, кружки, вазы, детали корпуса, любые игрушки и многое другое.
- В-третьих, простота усовершенствования данной модели за небольшие деньги. Если вы купили 3d принтер, и вам кажется, что чего то не хватает на нем всегда можно поменять комплектующие. Например: стол в комплектации можно заменить на стеклянный для того что бы отказаться от постоянного нанесения молярного скочта на подогреваемую поверхность, или же поменять размер сопла на меньший по диаметру, что бы детали получались более точными. Также можно заменить эструдер на подачу 2 или 3 цветов из нескольких сопло. Для удобства можно добавить wi-fi модуль для беспроводного управления печати. И так же много другое включая все подвижные части, моторы, микросхемы, дисплеи и даже корпус, кстати, последнее можно напечатать на вашем же 3d принтере.
- В-четвертых, коммерческое использование данного принтера, например, у вашего друга сломалась накладка на бампер автомобиля или вашей подруге нужна подставка под украшения, или же вы вовсе студент архитектурного факультета и всей вашей группе нужны какие-нибудь макеты. Все это вы можете напечатать на 3d принтере RepRap Prusa i3 и взять за это небольшую плату, ведь себестоимость всего этого будет меньше магазинных аналогов в десятки раз.

Минусы 3d принтера Prusa i3
Минусов не много, но они есть:
- Первый минус и пожалуй самый главный – это скорость печати, например, образец на видео был сделан из 8 деталей с общим временем печати около 30 часов, или на пример вот эта деталь печаталась 5 часов, это конечно минус, но ради желаемого можно и подождать.
- Следующий минус, который обсуждается на просторах интернета — это запах расплавленной нити, честно, запах не чувствуется, возможно это из-за того, что мы пользуемся российской, а не китайской нитью.
- Ну и последний, возможно, это частный случай. Крепеж нагревательного стола крепится всего лишь на 3х подшипниках, что дает сильное провисание стола, а это сильно сказывается на печати. На текущий момент все детали мы печатаем на противоположной части.
Заключение
Подводя итог, можно сказать следующее: 3d принтер не игрушка, это полезная в быту вещь и возможная площадка для начала нового стартапа. Есть и минусы, но если грамотно подойти к их решению, например: прочно закрепить принтер на поверхности или же покупать только качественные комплектующие, то можно абсолютно избавить себя от проблем печати. Кстати нить мы приобретаем на сайте sopytka.ru
Также смотри:
Качественная женская сумкаВосстановленный iPhone 6 с Алиэкспресс, можно брать!Экшн-камера Xiaomi YiРаспаковка 3D Принтера Reprap Prusa i3 A8, видео обзорОбзор китайского аналога Kaloud Lotus и чаши SamsarisМиниатюрный квадрокоптер HubsanМужская горнолыжная куртка SaenshingВыбираем лучший шуруповерт с АлиэкспрессИспользуемые источники:
- https://habr.com/post/224437/
- https://3d-diy.ru/wiki/3d-printery/prusa-i3-steel-exploitation/
- https://alimania.ru/3d-printer-reprap-prusa-i3-2/
 HDMI интерфейс — виды, характеристики, плюсы и минусы выхода, советы по выбору hdmi кабеля
HDMI интерфейс — виды, характеристики, плюсы и минусы выхода, советы по выбору hdmi кабеля Nexx WT3020H беспроводный WiFi маршрутизатор
Nexx WT3020H беспроводный WiFi маршрутизатор Обзор SSD KingSpec P3 - 128Gb
Обзор SSD KingSpec P3 - 128Gb 3Д-сканер своими руками: детали и технологии. Самодельный 3D-сканер
3Д-сканер своими руками: детали и технологии. Самодельный 3D-сканер