 Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
Содержание
На сегодняшний день трубки из меди очень распространены. Если их соединение должно быть разъёмным, то без развальцовки не обойтись. Развальцовщик для медных труб может быть различным: специальное серийно выпускаемое оборудование или простой набор инструментов, который качественно позволит выполнить этот процесс при соблюдении всех рекомендаций.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
 Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
 Развальцовка медных трубок в домашних условиях
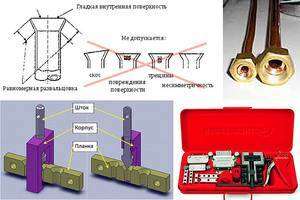
Развальцовка медных трубок в домашних условияхКаждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Эспандер
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки. Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно. Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Советы по выбору инструмента
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
 Самодельный инструмент для снятия фаски
Самодельный инструмент для снятия фаски- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
- Наличие на поверхности обрабатываемого изделия соединительных швов.
- Необходимость формирования канавок на той части трубы, которая подлежит обработке.
- Толщина стенок изделия, которое будет обрабатываться.
- Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
- Расстояние, на которое трубка будет над рабочей поверхностью выступать.
- Глубина развальцовки.
- Внутренний и наружный диаметр изделия.
- Характеристики того материала, из которого трубка была изготовлена. Особое внимание уделяется степени его пластичности.
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Ситуации, в которых может потребоваться развальцовка
На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
- Изделие необходимо подогнать под определённый точный размер.
- На данный момент необходимые фитинги для покупки недоступны.
- Не изготавливается продукция требуемой формы.
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
 Светильник из полипропиленовых труб
Светильник из полипропиленовых труб- При помощи специальной щётки хорошо зачистите края трубы.
- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров. А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров. А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии
В современном автомобилестроении существует восемь видов развальцовки медных, латунных, алюминиевых и стальных трубок. Их применяют для создания разъемных соединений различных гидравлических и топливных систем в современных автомобилях. Большинство видов этих развальцовок производится промышленным способом на специальных станках в заводских условиях.
Три типа развальцовки
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок
Технология развальцовки трубок
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При развальцовке стальных или алюминиевых трубок, в отличие от медных и латунных труб, операцию раскатки необходимо проводить медленно, производя постоянный контроль за состоянием поверхности, так как при приложении чрезмерного давления можно получить разрывы при растяжении металла. Это связано с тем, что стальные и алюминиевые трубки обладают меньшей пластичностью, поэтому при формировании грибка или конуса могут образоваться многочисленные микротрещины.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
Приступаем:
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Трубы можно соединять разными способами, но нередко возникают сложности, которые делают невозможным применение любого из них. Это могут быть незначительные расхождения в диаметрах труб, неровности на стенках и прочие дефекты. Исправить такие ситуации можно за счет проведения развальцовки торца труб.
Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.
На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.
Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.
«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.
Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.
Инструменты и приспособления
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.
- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.
- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.
Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.
При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.
Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Используемые источники:
- https://tokar.guru/truby/rabota-s-trubami/prisposobleniya-i-instrumenty-dlya-razvalcovki-mednyh-trub.html
- https://wikimetall.ru/metalloobrabotka/razvaltsovka-trub.html
- https://stroy-podskazka.ru/kromkogib/razvalcovka/

 Отзыв: Лента силиконовая самовулканизирующаяся ABRO - отличный помощник
Отзыв: Лента силиконовая самовулканизирующаяся ABRO - отличный помощник Соединительные гильзы для опрессовки проводов: виды, особенности, инструмент для обжима
Соединительные гильзы для опрессовки проводов: виды, особенности, инструмент для обжима Подмотка для труб Рекорд 50 м
Подмотка для труб Рекорд 50 м Как правильно термоусадить трубку ТУТ. Инструмент и ошибки при работе.
Как правильно термоусадить трубку ТУТ. Инструмент и ошибки при работе.