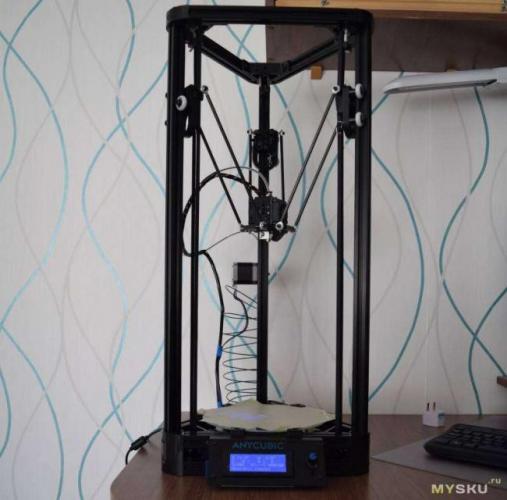
3D принтер Anycubic Linear Plus заслуженно является одной из самых популярных моделей принтера с механикой Delta. При достаточно низкой цене ($200) он имеет достаточно большую 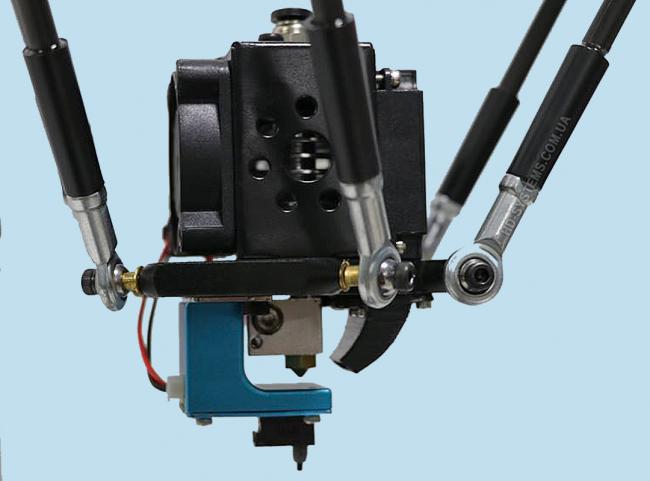 область печати, полностью металлический эффектор и хорошую комплектацию. Поставляется частично собранным (на сборку уходит 2-3 часа, при минимальных навыках). В комплекте идет контактный датчик автоуровня, позволяющий в автоматическом режиме настроить принтер. Собранный и настроенный в автоматическом режиме принтер позволяет получить давольно качественную печать.
область печати, полностью металлический эффектор и хорошую комплектацию. Поставляется частично собранным (на сборку уходит 2-3 часа, при минимальных навыках). В комплекте идет контактный датчик автоуровня, позволяющий в автоматическом режиме настроить принтер. Собранный и настроенный в автоматическом режиме принтер позволяет получить давольно качественную печать.
После сборки принтера вы уже напечатали первые тестовые модели — кубики, кораблики и прочие фигурки и уже поняли, что не все так хорошо, как может быть. Значит надо начинать модернизацию принтера, чтобы добиться максимального качества и удобства эксплуатации.
Программное обеспечение.
Первое, что надо сделать, заменить управляющую программу принтера. Производитель поставил программу Marlin старой версии в которой отсутствует функция калибровки принтера. В программе заданы некие средние параметры геометрии принтера (не соответствующие конкретному экземпляру). Для обеспечения равномерного зазора между соплом и столом используется автоуровень, который позволяет убрать недостатки геометрии. Чем плоха такая схема? Первое — она не отражает реальные размеры тяг принтера, в результате чего, размеры модели могут не соответствовать заданным. Второе — автоуровень требует значительных вычислительных ресурсов, что может привести к микрозадержкам при печати и соответственно ухудшению качества печати.
Последняя стабильная версия Marlin 2.0.0. Она подходит, как для 8ми битных плат (Arduino совместимых), так и для многих 32х битных , что в дальнейшем позволит без проблем перейти на новую плату. Скачать последнюю версию Marlin можно с официального сайта. В скачанном пакете есть конфигурационные файлы для данного принтера.
</span></span></span></p>
Для установки новой программы на принтер необходимо установить на компьютер драйвера (идущие в комплекте с принтером), чтобы компьютер увидел принтер. Скачать с сайта arduino.ccпрограмму Arduino IDE и установить ее на компьютер. Подключаете принтер к компьютеру, запускаете программу Arduino и загружаете в нее подготовленный скетч (текст программы). Далее, нажав на соответствующую кнопку в программе Arduino, загружаете программу в принтер.
После загрузки новой программы, процесс конфигурации будет другим. Первое, что нужно сделать, измерить реальную длину тяг (фактически это расстояние между центрам винтиков каретки и эффектора) у большинства принтеров эта величина 267-268 мм.
 Обзор Creality Ender 5: лучший 3D-принтер менее $ 500
Обзор Creality Ender 5: лучший 3D-принтер менее $ 500На принтере в разделе Configuration — Delta Calibration — Delta Settings изменяем параметр Diag Rod на измеренную величину. После этого устанавливаем на принтер датчик автокалибровки и запустим Configuration — Delta Calibration — Auto Calibration. После окончания процесса (5-7 минут) принтер покажет погрешность калибровки в нижней строчке на основном экране — они, как правило 0.02- 0.03. Сохраните результат работы — Configuration — Delta Calibration — Store settings. После этого нужно установит правильный зазор между соплом и столом — Motion — move axis — Move Z. Сначала можно идти по 10 мм, а в конце (20 мм и ниже) по 0.1 мм. Как обычно добиваемся, чтобы лист бумаги с легким сопротивлением двигался под соплом. Запоминаете величину смещения и вычитаете ее (со знаком) из Configuration — Delta Calibration — Delta Settings — Hight., сохраняем. Проверяем зазор — если сопло при уровне Z=0 над столом находится на уровне бумажки, процесс калибровки закончен. Печатаем тестовую модель и проверяем ее размеры , если есть небольшое несоответствие можно немного изменит Diag Rod и повторить автокалибровку. Можно также посмотреть зазор между столом и сопло в точках около каждой башни, если он отличаются от зазора в центре, можно подкорректировать соответственно величины Ex, Ey. Ez в Configuration — Delta Calibration — Delta Settings. Не забывайте сохранять результат, иначе после выключения они пропадут. На этом процесс калибровки закончен и если вы не меняете геометрию принтера, автокалибровку повторять нет необходимости. Если меняется высота стола ( положили или заменили стекло или другое покрытие) надо уточнить только высоту сопла над столом.
Автоуровень стола я не рекомендую использовать. При достаточно ровном столе в нем нет необходимости.
Экструдер
В принтере используется экструдер типа «Боуден» (Bowden), поэтому модернизировать можно по отдельности HotEnd и экструдер. HotEnd аналог E3D v5, но не точная копия. Термобарьер вставляется в радиатор не на резьбе, как в оригинале, а в гладкое отверстие и прижимается двумя винтиками. Недостаток такого крепления в том, что тепл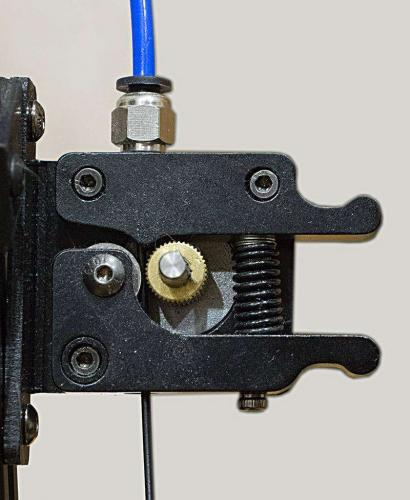 овой контакт между термобарьером и радиатором осуществляется не по всей поверхности, а в лучшем случае половиной, что приводит к ухудшению охлаждения термобарьера.Второй недостаток это сам термобарьер. Термобарьер выполнен в виде трубочки с отверстием 4мм, сквозь которое проходит фторопластовая трубочка идущая от экструдера. Трубочка должна упираться в сопло без зазора, иначе возможны проблемы с подачей пластика. И радиатор и термобарьер имеют не очень удачную конструкцию, поэтому я заменил их на E3D v5, более точный китайский аналог. Теперь появился выбор термобарьеров — полностью стальной, с небольшой фторопластовой трубкой (3х2) и с отверстием 4 мм (как в штатном). Полностью стальной является самым лучшим вариантом, но китайские клоны не найти с хорошо отполированным каналом, а это очень важно. Второй вариант- с короткой тефлоновой трубкой, я считаю самым хорошим. Трубочка зажата между соплом и кольцом в термобарьере, поэтому нет вероятности образования зазора. И последний вариант с отверстием 4 мм — самый не удачный, очень большая вероятность образования зазора между трубкой и соплом.
овой контакт между термобарьером и радиатором осуществляется не по всей поверхности, а в лучшем случае половиной, что приводит к ухудшению охлаждения термобарьера.Второй недостаток это сам термобарьер. Термобарьер выполнен в виде трубочки с отверстием 4мм, сквозь которое проходит фторопластовая трубочка идущая от экструдера. Трубочка должна упираться в сопло без зазора, иначе возможны проблемы с подачей пластика. И радиатор и термобарьер имеют не очень удачную конструкцию, поэтому я заменил их на E3D v5, более точный китайский аналог. Теперь появился выбор термобарьеров — полностью стальной, с небольшой фторопластовой трубкой (3х2) и с отверстием 4 мм (как в штатном). Полностью стальной является самым лучшим вариантом, но китайские клоны не найти с хорошо отполированным каналом, а это очень важно. Второй вариант- с короткой тефлоновой трубкой, я считаю самым хорошим. Трубочка зажата между соплом и кольцом в термобарьере, поэтому нет вероятности образования зазора. И последний вариант с отверстием 4 мм — самый не удачный, очень большая вероятность образования зазора между трубкой и соплом.
Если вы печатаете высокотемпературными пластиками (ABS), то лучше цельнометаллический термобарьер, поскольку фторопласт разрушается при высоких температурах и трубку часто придется менять. При печати PLA скорость разрушения трубки ниже (хотя она тоже разбивается), поэтому термобарьер с короткой трубкой оптимальный вариант. В последних версиях принтера, термобарьер иногда бывает уже с короткой фторопластовый трубочкой
При замене радиатора и термобрьера пришлось сверху сделать прокладку 1.5 мм , чтобы сопло осталось на том же уровне.
Механика.
Основное влияние на качество печати дельта принтера оказывает геометрия составных частей. Поэтому прежде всего следует проверить длину тяг. Сделать это можно измерив расстояние между центрами винтиков. Как правило это расстояние 267-268 мм, Хотя в управляющей программе заложен размер 271.5 мм. Тяги к каретке и эффектору крепится через бронзовые втулки. Посадочный размер каретки 42 мм а посадочный размер эффектора 43 мм. Поэтому в эффекторе втулки должны быть более короткие. Однако, это не всегда соблюдается. Надо проверить расстояние между тягами в районе эффектора и в районе каретки, если они не одинаковые необходимо подложить шайбочки М3 перед втулками каретки.
Самое больное место в Delta принтерах это шарниры тяг. Обычно применяются шарниры «рыбий глаз», но к сожалению в них быстро появляются люфты. Во многих источниках рекомендуют делать магнитные шарниры, но я не видел ни одной статьи с опытом эксплуатации. Пришлось все пробовать самому. Я пробовал несколько вариантов с различными кольцевыми магнитами и шариками.
 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусыПробовал магниты диаметром/толщиной 12х4 с отверстием 4 мм, 10х5 с отверстием 4 мм и 8х5 с отверстием 3 мм. и шарики диаметром 10 мм. .В отверстие вставлялась шпилька соответствующего диаметра для увеличения магнитной силы. В результате усилие отрыва составило для магнитов 12 мм — 1.6 кг, 10 мм — 1.2 кг, 8 мм — 0.9 кг. Зазоров нет, жесткость конструкции отличная. Все хорошо, но при печати иногда сопло задевает за напечатанные поддержки или тонкие элементы модели, на качество печати это не влияет, а магнитный шарнир может отскочить и многочасовая работа — испорчена. Поэтому от магнитных шарниров пришлось отказаться.
Второй вариант шарниров который я попробовал — карданные (U-Joint). Использовал подшипники 6х3 мм для втулки и 7х4 мм для вилки, конструкция получилась с виду удачной. И опять «но» — оси в каретках должны быть строго параллельны осям эффектора, иначе возникает прецессия сопла и качество печати становится ужасным. Для обеспечения параллельности требуется разработка и печать новых кареток и эффектора с закреплением втулок с двух сторон, а не консольно.
В итоге пришлось вернуться к «рыбьим глазам». Эти подшипники привинчены к тягам на резьбе М3 и проклеены эпоксидкой. Для замены достаточно нагреть подшипник до температуры больше ста градусов и открутить. При заказе подшипников в Китае заказывайте больше чем вам надо — несколько подшипников будет сразу с люфтом.
Рама принтера собранна из алюминиевого профиля 2020, соединенного между собой пластмассовыми уголками с помощью винтов М4х10 и Т-гаек. Винты выбраны слишком длинные и не позволяют притянуть профиль к уголку. Сами уголки также не позволяют получить высокую жесткость конструкции. Поэтому я заменил пластмассовые уголки на алюминиевые, купленные на Aliexpress. Кроме уголков требуются винты М5х8 и т- гаки М5 в количестве 50 штук. После замены рама становиться монолитной.
Для передачи используются шестеренки с 20ю зубьями, их можно заменить на шестерни с 16ю зубьями. Это немного повысит точность позиционирования — 100 шаг/мм вместо 80.
Шестеренки лучше менять вместе с уголками т,к, процесс снятия двигателя очень не простое занятие.
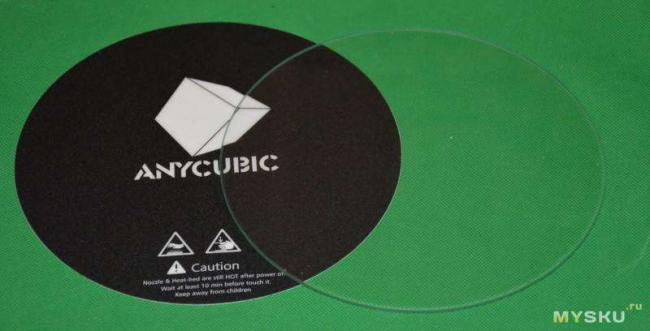
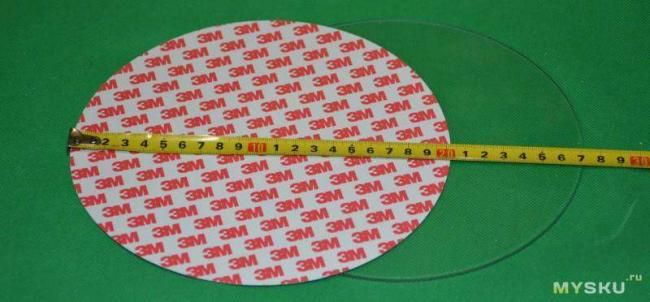
Покрытие стола — пластиковое, некоторое время хорошо держит модель из любого пластика. Но со временем покрытие изнашивается и его надо заменить. Anycubic предлагает стеклянное покрытие UltraBase. Отзывы об этом стекле очень разные, у некоторых работает отлично длительное время, а у других пластик не прилипает совсем. У меня пластик PLA прилип один раз — при первом испытании. Может поверхность надо каждый раз обезжиривать или мыть с моющими средствами. Такя не стабильность мне не понравилась и я снял клейкий слой, перевернул и стал использовать
</span></span></span>
 Настенный принтер — от идеи к реализации
Настенный принтер — от идеи к реализацииUltraBase, как обычное стекло с гладкой поверхностью. Для адгезии, использую 3Dlac испанского производства.
</span></span></span></p>
Охлаждение
Для охлаждения модели применяется турбинка 4010 (размер 40х40х10 мм). Воздуховод сделан крайне неудачно. Воздушный поток слабый и направлен только с одной стороны. Немного улучшить охлаждение можно напечатав воздуховод, направляющий поток с двух сторон.Модели таких воздуховодов можно найти на сайтеthingiverse.com. Для хорошего охлаждения модели мне пришлось совсем переделать эффектор, для установки двух турбинок 4010 со своими воздуховодами. Также я заменил HotEnd на аналог E3D V6. Нагревательный блок можно оставить родной или E3D V5, иначе возможны проблемы установки датчика уровня. Алюминиевая пластина, готовая с Aliexpress.В результате этой модификации максимальная высота печати уменьшилась до 255 мм.
Электроника.
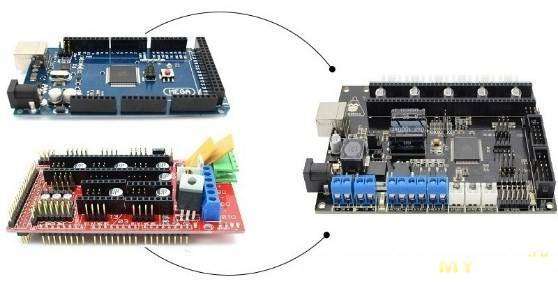
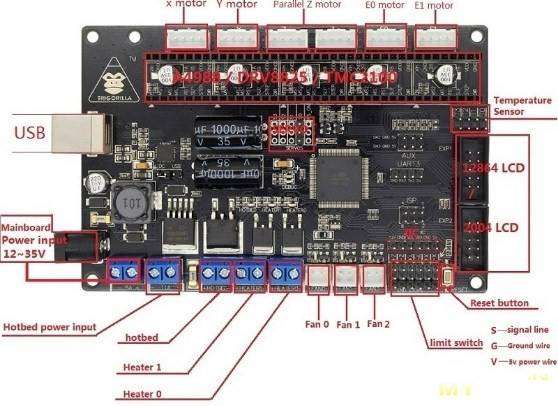
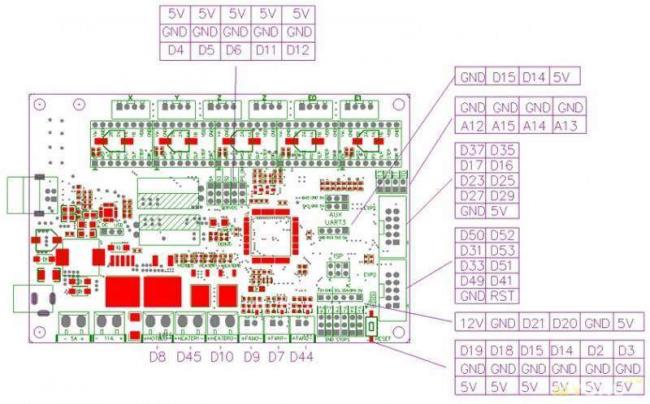
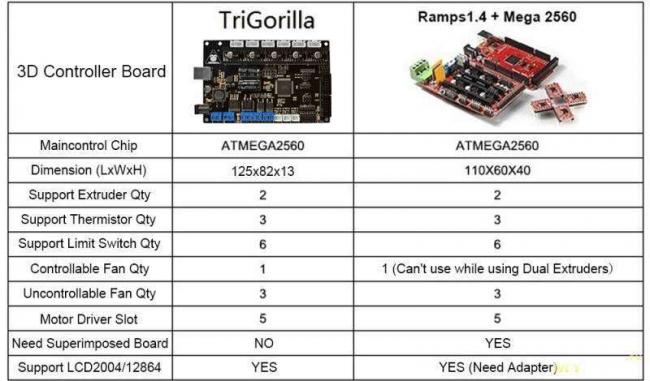
В принтере используется управляющая плата производства AnyCubic — Trigorilla. Это 8 битная, Arduino совместимая плата на базе процессора ATmega 2560. Она имеет все необходимые входы/выходы для управления принтером. Самым заметным недостатком электроники являются драйвера управления шаговыми двигателями — типа А4988. При работе двигатели давольно сильно шумят, не позволяя использовать принтер в обычной жилой комнате. Улучшить шумовые характеристики принтера можно заменив драйвера на TMC2208 (или на аналогичные TMC2209, TMC2130). Эти драйверы могут работать в двух режимах — Step/Dir, при котором настройка драйверов осуществляется вручную с помощью перемычек и отвертки для настройки тока, и UART (SPI для TMC2130), в этом случае все настройки программные, можно менять с пульта в процессе работы.
Замена драйверов простая процедура — надо вытащить старые драйвера из платы и установить новые, не перепутав ножки (неправильная установка приводит к сгоранию драйверов). В программе необходимо поменять направление двигателей исправив строчки в Configuration.h:
#define INVERT_X_DIR false
#define INVERT_Y_DIR false
#define INVERT_Z_DIR false
#define INVERT_E0_DIR false
И после этого прошить принтер заново. В плате Trigorilla используется режим Step/Dir. Перемычек на плате нет (они все замкнуты) и требуется только настройка тока двигателей.
В последнее время все большей популярностью начинают пользоваться управляющие платы на базе 32 битных процессоров. Они имеют большую производительность, что положительно сказывается на процессе печати.
В начале 2019 г. Big Tree Technology выпустила плату SKR v1.3 на базе 32 битного процессора LPC1768. Эта плата стала очень популярной. Основное преимущество этой платы — возможность устанавливать драйвера TMC2208 в режиме UART и TMC2130 в режиме SPI, без дополнительного монтажа и перепайки контактов, все режимы выставляются джамперами.
Эта плата поддерживается программным обеспечением Marlin 2.0.
Переход на эту плату достаточно прост — подключить все провода принтера в соответствии с разъёмами платы и прошить программное обеспечение.
Для подготовки и установки управляющей программы, надо скачать bugfix-2.0.x.zip c официального сайта Marlin. Также необходимо установить транслятор PlatformIO, как это сделать можно найти здесь. Распакуйте пакет и из config — examples — delta -Anykubic — Kossel, перепишите два файла (Configuration.h Configuration.adv.h) в директорию Marlin (с заменой). Откройте проект в редакторе Atom, внесите изменения в соответствии с README (в той же директории, где были конфигурационные файлы):
#define ANYCUBIC_KOSSEL_PLUS
#define ANYCUBIC_PROBE_VERSION 2
#define ANYCUBIC_KOSSEL_ENABLE_BED 1
#define SERIAL_PORT 0
#define SERIAL_PORT_2 -1
Если у вас плата TriGorillaто можно больше ничего не исправлять. Для управления вентилятором обдува драйверов и вентилятором HotEnd в Configuration.adv.h необходимо раскомментировать и отредактировать следующие строки:
#define USE_CONTROLLER_FAN
#define CONTROLLER_FAN_PIN 7
#define E0_AUTO_FAN_PIN 44
В случае использования платы SKR v1.3, необходимо в файле platformio.ini отредактировать строчку:
default_envs = LPC1768
А в файле Configuration.h заменить название материнской платы:
#define MOTHERBOARD BOARD_BIGTREE_SKR_V1_3
Если вы хотите использовать управление вентилятором HotEnd, подключите его к выходу HE1 и измените строчку: #define E0_AUTO_FAN_PIN P2_04
При подключении драйверов TMC2208 в режиме UART, надо отредактировать строчки:
#define X_DRIVER_TYPE TMC2208
#define Y_DRIVER_TYPE TMC2208
#define Z_DRIVER_TYPE TMC2208
#define E0_DRIVER_TYPE TMC2208
И проверить установки параметров в секции #if HAS_TRINAMIC файла Configuration.adv.h (как правило параметры менять не надо).
Плата SKR v1.3 поддерживает родной монитор 2004, но можно использовать и любой графический 12864. Мне понравился монитор Big Tree Technology TFT35 v3.0 (или его более дешевый аналог TFT24 v1.1) Достоинства этого монитора в том, что он может работать в двух режимах — графическом 12864, удобном для настройки принтера и в цветном с сенсорным управлением для работы с принтером. Переключение осуществляется в любой момент длительным нажатием кнопки энкодера. Программное обеспечение монитора открытое и имеется возможность подстроить его под свой принтер.
Читайте также:
| 3D принтер FLSUN Q5 обзор |
| Прага |
| Париж осенью |
</tr></table>
| Игра «Крестики-нолики» |
| 3D принтер Anycubic Kossel Linear Plus обзор и модернизация |
| Игра «Пятнадцать» |
| Париж осенью |
Комментарии
—>
- Цена: $179.99
Делюсь впечатлениями о покупке 3D принтера Anycubic Kossel Pulley. В обзоре будет распаковка, сборка, советы по настройке, полезная информация и небольшие впечатления об использованииВнимание: много фотографий процесса.Содержание и быстрая навигация по тексту:Посылка, упаковка, комплектСборка: верхний треугольникСборка: нижний треугольникСборка: эффекторСборка: вертикальные профили и роликиСборка: концевикиСборка: ремниСборка: механизм экструдераСборка: электроникаСборка: дисплейСборка: установка платформы для печатиНастройкаПримеры печатиUpdate: добавил информацию в обзорЗаключениеВведениеНаверх ▲ Собственно говоря брал по акции. Цена постоянно прыгает, то принтер дешевле/доставка дороже, то наоборот. Дополнительная информация — скрин из личного кабинета Принтер представляет собой версию Kossel на профиле 2020 от Anycubic. Характеристики
- Точность позиционирования по осям:X 0.01mm Y 0.01mm Z 0.01mm
- Скорость перемещения:150mm/s
- Тип принтера: Kossel
- Размер области печати: 180mm x 180mm x 320mm.
- Основа — конструкционный профиль 2020.
- Полностью металлический эффектор с 2 кулерами.
- Управляющая плата TriGorilla. Совместима с типами драйверов A4988, DRV8825, и TMC2100. Множество портов: для экструдера, нагревателей, сервы и т.д.
- Металлический экструдер
- Одно сопло диаметром: 0.4mm
- Толщина печатаемых слоев: 0.1-0.4mm
- Дополнительно печать с SD-карты
- Скорости печати: 20 — 80mm/s
- Типы расходных материалов: 1,75 ABS,Nylon,PLA,Wood
- Поддерживаемые форматы файлов: AMF,DAE,OBJ,STL
- Питание: адаптер с 110V/220V на 12В/6А
- Слайсер: Cura
- Масса принтера 6 кг
- Размеры принтера: 31.50 x 31.50 x 68.00 cm
- Размеры упаковки: 72.00 x 28.00 x 13.00 cm
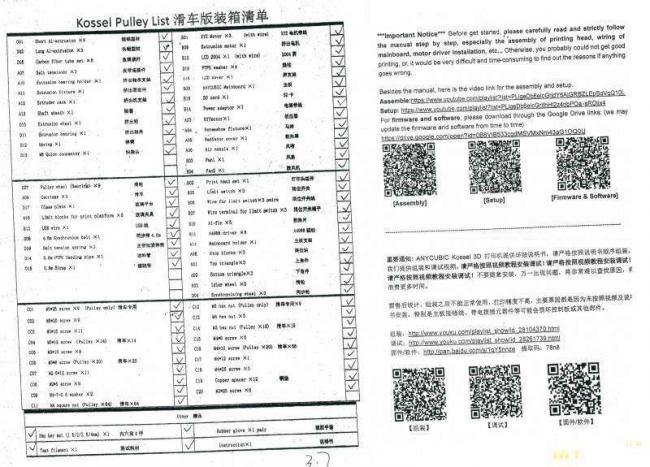
Посылка, упаковкаНаверх ▲ Принтер получил примерно за 2 недели, привез курьер SPSR. Принтер пришел в большой плоской коробке (~ около 7 кг) Внутри был набор для самостоятельной сборки версии Anycubic Kossel Pulley, то есть на роликах. Версия на рельсах несколько дороже.Перечень того, что входит в комплект







































оброго дня всем!
Решил поделиться опытом некоторых улучшений своего принтера и перехода на Lerdge K.
Принтер задарили на день рождения в марте, с тех пор печатал всякое для улучшения принтера, на нем же. В основном не в рамках борьбы с какими-то проблемами а в рамках концепции “увидел на синге, понравилось – распечатал”. На что-то дам ссылку, если вспомню где это именно брал, на что-то мог уже потерять.






Итак, о некоторых 3д модельках:
1. Виброгасящие клипсы на стержни.
В описании заявлено, что вроде как призваны гасить вибрации и снижать шум.
Сначала ставил подобного рода
Но они у меня быстро ломались (печатаю пока только PLA).
В итоге поставил эти и забыл про их существование, есть и есть, не беспокоят.
2. Крепежи стола.Тыц
Из нареканий – от нагрева/остывания видимо пластик немного усаживается и каждый раз стол требуется чуть подзакреплять (для этого достаточно расслабить один винтик и одной рукой надавить на крепеж, другой этот винтик обратно закрутив). Иначе стол просто крутится внутри вокруг своей оси как виниловая пластинка. Были уже прецеденты когда во время печати сопло немного задевало модель и смещало сам стол. Из-за чего детали получались кривыми.
3. Заглушки стола и крепежные углы.ЗаглушкиУглы
Собственно увидел – распечатал – поставил. Говорят, что углы хорошо усиливают конструкцию. Заглушки специально выбирал с отверстиями, чтобы было куда уходить теплу от двигателей.
4. Сопло обдува модели.Тыц
Понравилась превьюшка просто) Распечатал, поставил.
5. Крепежи кабеля экструдера.На сам экструдер Также смоделировал самостоятельно крепеж на стол
Но он показал себя не очень эффективным, т.к. кабель все равно “ломается” у этого крепежа и елозит по столу у самого принтера.
Думаю, мб что-то такое себе поставить
6. Декоративные заглушки сверху.Тыц
Выбрал такие. По идее, должны еще защищать от пыли.
Сразу скажу, что если вы также захотите перенести бухту с пластиком наверх, на Синге есть несколько версий подобных заглушек, в том числе со спец ушком для пластика (имеет смысл задуматься чтобы распечатать один такой).
Но это все цветочки, дальше идут ягодки:
7. Антивибрационные стойки под теннисные мячи.Тыц
Однозначно работают. Никаких вибраций на поверхность, на которой стоит сам принтер. Все тихо и мирно. Единственный нюанс – при переносе принтера куда-либо иногда выпадают мячи. Что не очень удобно. Хотя это можно решить и 2-х сторонним скотчем при желании.
И еще одно, что сделали эти стойки – серьезно подняли по высоте принтер, дав много места внизу, отчего у меня родилась идея и я самостоятельно смоделировал и поставил:
8. Перенос БП под принтер на соответствующие крепежи.Тыц
Что бы я изменил, дак это заглушку под провода, салазки не очень работают и пришлось ее на супер клей повесить. В остальном все ОК.
Ну а поскольку принтер начал приобретать вид эдакой башни, то было решено и пластик убрать наверх:
9. Верхний крепеж бухты пластика.Тыц
Подшипник наковырял в старом HDD. Сама конструкция нареканий никаких не вызывает. Но 146% придется грамотно продумывать ход пластика вокруг принтера. Иначе все чревато зажимом пластика в бухте и его обрывом во время печати.
10. Освещение рабочего стола принтера.Тыц
Долго ломал голову над тем, как сделать освещение рабочей поверхности так, чтобы оно не светило одновременно во все стороны и в особенности в глаза. Стандартные отрезки LED ленты никак не влезали. Нужно было что-то такое не больше 2-3 см. Как-то внезапно в голову пришла мысль заглянуть в автомагазин, где тут же были куплены лампы освещения салона T11 (C5W).
Тут же накидал модельку крепежей под эти лампы в виде заглушек на крепежные углы. Там сделаны спец ниши, в которые заходит изнутри кабель и соединяется с алюминиевой пищевой фольгой (под рукой ничего лучше не было к сожалению).
Причем поставил специально только на две стойки, чтобы не слепило в глаза. Плюс вывел кнопку на панель.
Всем доволен, светит ярко, освещает стол хорошо. Ремни свет не закрывают.
11. Держатели инструментов. Сначала отремиксил один под верхний крепеж
Затем другой в качестве обычной стойки рядом с принтером
12. Клипсы для проводов. Рекомендую такие, симпатично, удобно, универсально.
Поговорим немного О ТИШИНЕ.
Поскольку 3д принтер стоит дома, для меня критично, чтобы он никому не мешал своим шумом. Поэтому одной из целью улучшений всегда была борьба с шумом.
Шум я победил практически на 80% следующим образом:
1. Указанные выше стойки под теннисные мячи.
2. Замена драйверов на TMC 2208. Просто высунул из тригориллы старые драйвера и поставил новые согласно маркировке на плате и на них. На драйверах выставил 1.1v как где-то вычитал в интернете (своих расчетов не проводил, т.к. на двигателях нет маркировки и их ТТХ брать неоткуда). Однако замечу, что двигатели греются до такой степени, что рука хотя и держит, но еле-еле (в связи с чем был вынужден повесить на все двигатели по радиатору). Эти драйвера действительно работают, снижение шума просто колоссальное, вообще не верится, что так может быть.
Однозначно маст хэв!
P.S. именно мои драйвера (говорят, что самые новые уже такого не имеют) были с инвертированными контактами, отчего двигатели работали в другую сторону. Исправить это можно двумя путями – непосредственно в прошивке (если у вас стоит кастомная Marlin), либо просто отзеркалив все провода в колодке (высовываете из колодки провода и тыкаете их в зеркальном порядке назад, причем все четыре провода).
3. Замена кулера обдува экструдера. После замены драйверов реально самым шумным и достающим остался указанный кулер, который был заменен на кулер фирмы Sunon модель HA40101V4-1000U-A99. Он действительно существенно тише штатного.
В итоге теперь самое шумное это кулер БП, который иногда включается. Плюс совсем немножко шумит двигатель экструдера (механизм был заменен на клон титана с шестеренкой большой такой, отчего был вынужден увеличить кол-во шагов в 4 раза и теперь двигатель стал шуметь на ретрактах).
Собственно можно послушать работу – (на видео основной шум от БП).
По шумке на сегодня все. Дальше мб только замена кулера БП или самого БП.
В качестве отступления – немного мыслей о рукожопости…
После всего у меня возникло желание как-то апгрейднуть принтер уже по функционалу, в планах были датчик окончания филамента, а также модуль автоматического отключения принтера, построенный на релюшке (вот по этой теме).
Была куплена простейшая релюшка, а также кнопка. Все собрано, распечатаны корпуса. К контактам PS ON были припаяны стойки для подключения разъемов типа “мама” и нажата кнопка включения принтера….
И тут произошел микро “бумс”. Экран принтера стал вести себя очень странно – моргать, тускло светить, показывать инфу, но только под определенным углом. Т.е. очевидно что-то где-то спалил. Принтер вроде запускается, но вроде и работает как-то не так. А на следующий день вообще умер и больше ничего на экране не показывал.
Причем как именно я это сделал, я так и не понял, как не поняли и в сервисе, куда оттащил мозги. Пайку сделал точно нормально, ничего не замкнул, но кто его знает…
В общем было решено покупать новые мозги (пока не себе).
Ну а раз такое дело, то в голову тут же пришла мысль заодно апгрейднуть принтер, перейдя на 32 бита. После нескольких часов выбора было сделано следующее.
Итак, переходим на lerdge.
Что именно я выбрал и купил из основного:
1. Саму плату Lerdge K От Lerdge X она отличается дополнительными разъемами и возможностью реализовать несколько экструдеров. Взял просто “на вырост”. Брал с драйверами A4988, т.к. естественно они сразу же будут заменены на уже купленные TMC 2208.
2. Модуль подключения к компу и Wi Fi. По итогам – какая-то хрень. Кура плату не видит по проводу. Wi Fi реализован через известное место. В лучшем случае удастся побаловаться управлением с телефона, либо печатью с управлением по воздуху через Репитер хост. Как-либо закидывать файлы на принтер я не смог.
Если не критично отсутствие возможности управлять принтером с компа, возьмите сейчас лучше SD Wi Fi карту (как тут советуют).Отдельный мосфет для управления нагревом стола. Брал исходя из общих рекомендаций (т.к. сама плата держит нагрев до 150w).
4. Модуль автоматического отключения принтера. Собственно тот самый модуль, который я и пытался сделать изначально и спалил мозги принтера.
Из описания на али этот модуль имеет две функции – позволяет принтеру самому себя выключать, а также отслеживает отключение 220v и пока еще есть заряд в БП, успевает дать команду на сохранение печати (на деле получается так, что когда принтер просто стоит включенным и не работает, то БП действительно держит заряд еще секунды 3, но когда отключается 220v во время работы, то нагревательные элементы буквально высасывают заряд из БП мгновенно и естественно ни о каком сохранении речи не идет (хотя мб надо включить где-то функцию сохранения? ) )Датчик для автокалибровки стола. Аналог штатного. Может и можно было прикрутить штатный, но я не стал заморачиваться.
6. Датчик окончания филамента На деле – практически бесполезная хрень. Т.к. в 99% случаев у меня разрыв пластика происходил так – бухта зажевывала пластик (из-за неправильной прокладки пластика сверху башни в экструдер) и он перетирался двигателем экструдера, оставляя место разрыва в самом движке. Т.е. датчик тут ну никак не помог бы. Плюс если провод проложить близко к двигателю, он может ловить наводки (была тема, что во время печати уходил на паузу практически каждую минуту).
7. Аналог титан экструдера от Lerdge Взял “за компанию”. На всякий случай.
Ставим, настраиваем, запускаем.
Подключается все довольно просто и понятно, примерно аналогично тригорилле. Смотрите соответствующие схемы на сайте

Так, например, на Lerdge под концевики выделены 3х разъемные типы подключений, а на наших концевиках 2 разъема. Причем по какой-то схеме, которую я нарыл на их сайте, нужно подключать концевики к двум крайним пинам. У меня в запасе были штатные штекеры на 3 разъема типа “мама” (для всяких проектов на ардуино) и я просто всунул в них провода от концевиков и сами штекеры в Lerdge. ).
Плюс, ориентируясь по все той же схеме, я переставил один провод на самих концевиках с крайнего положения на среднее. Более с концевиками я ничего не делал и они работают без каких-либо доп. настроек и подстроек.

Однако уже потом, дойдя до настройки Lerdge, я понял, что скорее всего даже никаких бы проводов переключать не потребовалось бы (а нужно было бы просто в настройке поставить соответствующий тип подключения концевиков), но мне это уже было не интересно.
2. Пришлось немного переделать провод под датчик калибровки, отрезав и припаяв соответствующие разъемы подключения.
3. Как таковых моделек “под ключ” я не нашел на синге, но и после того, как сделал, также не выкладывал.
Просто скачивал с синга похожее и переделывал уже под себя. Прикрепляю ссылку на архив с модельками из Fusion 360, разберетесь что как.
Вот полезные ссылки также –РазДва
Архив (для Fusion 360)
Итак, по настройке:
Отмечу еще раз, я нуб, поэтому делал все методом ненаучного тыка. Кое-как все запустил. Не без серьезных косяков, ударов кареток об концевики и так далее. Настройки привожу лишь для примера и примерного понимания что куда вбивать. По хорошему, все надо настраивать под собственный принтер, самостоятельно замеряя.
Куда точно лезть, чтобы настроить Lerdge, можно посмотреть в разных видео по настройке. Я лишь приведу те, которые вбиты у меня, ну и примерный ход настройки в целом.
Нужно усиленно курить вот эту ссылкув целом
Также, пока писал этот пост, наткнулся на эту ссылку(которую еще сам буду изучать)
И на этот конфигуратор, который также хочу поковырять
В целом у меня лично был ход такой:
1. Обновляем сразу прошивку до самой последней.
Внутри архива инструкция как ставить.
2. После чего заходим в меню – Настройка (шестеренки такие) и будем работать там:
Structure – Delta Machine – Basic parameter setting

Там у меня:
Radius of the machine – 133.360 (фактически это Equivalent radius, который я замерил согласно инструкции по ссылке выше)Push rod length – 266.500Printing radius – 110 (просто на всякий случай уменьшил, штатное вроде 116)Printing hight – 299.1 (вычисляется фактически вручную, у всех будет разный, как вычисляется примерно можно понять отсюда – https://3dtoday.ru/blogs/trialon/marlin119-for-anycubic-kossel-linear-plus/ смотри пункты 4-9).
Остальное по нулям (т.к. я замерил Equivalent radius, иначе придется также мерить и вбивать).
Structure – Delta Machine – Advanced setting – Endstop settings
Тут колдуем с настройкой концевиков (если не переключали провода как я), если переключали, то просто нажимаем руками на концевики и смотрим на иконки слева на экране – если меняются при нажатии, значит все подключено ОК.
С конструктивом в принципе все. По хорошему еще бы замерить и вбить оффсет концевиков (т.к. они могут быть на разной высоте, то эта настройка должна компенсировать эту разницу) и мб еще чего, но руки не дошли.
Далее
Motor – Acceleration
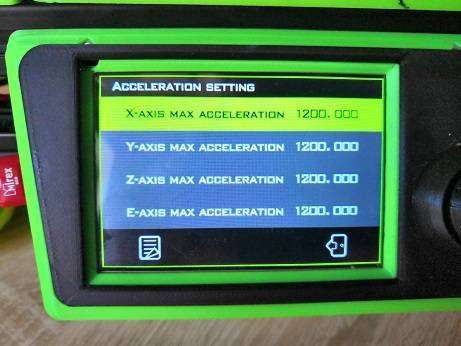

Везде 1200 кроме Travel acceleration, там 1500 (в штатной прошивке стоит вообще 3000 везде почти, но он тогда дергается как припадочный, что мне аж страшно становится)))
Motor – Speed – Limiting speed



Motor – Speed – Homing speed

Везде 20
Motor – Step value

если поменяли как я, то нужно проводить расчеты, пропуская 100мм пруток и пересчитывая пропорцию. У меня получилось в 4 раза выше.
Motor – Direction Тут выставляем в зависимости от того, что наделали уже. Например, т.к. я менял на другие драйвера, мне пришлось зеркалить провода и тут в настройке инвертировать обратно все двигатели.
После того, как выставили высоту принтера с помощью бумажки, заходим в меню
Structure – Delta Machine – Advanced setting -Autoleveling settings
И вбиваем в графу Number of leveling points цифру, больше 3, чем больше эта цифра, тем большее количество точек на столе пощупает наш датчик.
После чего проводим автовыравнивание стола из соответствующего меню. По идее, этого должно уже хватить, чтобы начать печатать (мне хватило), но это точно не все и надо еще пилить (изучаю этот вопрос).
Не плохо было бы, если бы более знающие люди что-то посоветовали, если у них есть что дельного сказать на этот счет (например, я не разобрался до конца как учесть оффсет самого датчика уровня стола).
Кроме того, имею проблему, с которой так и не разобрался – в конце печати по команде G28 движки должны вернуть все каретки домой (до удара об концевики), но по какой-то причине вместе с движком оси X начинает крутиться и движок экструдера (фактически ретрактя все это время пластик назад) до срабатывания движка Х о свой концевик. Других признаков подобного “запараллеливания” я не усмотрел. В чем может быть причина не могу понять (( Мб на самой плате что-то надо переключить?
Единственное, что заметил – на нештатной прошивке из этой темы принтер печатал медленнее, чем на штатной и при этом реальное время печати моделей всегда было процентов на 30 больше, чем рассчитывала Cura.
В текущем Lerdge я постарался вбить все настройки ускорения и т.д., которые нашел в прошивке из ссылки выше (т.к. на ней я и печатал и меня все устраивало). Однако при этом теперь принтер печатает даже быстрее чем рассчитывает Cura. Что странно 🙂
Читайте такжеИспользуемые источники:
- http://www.mikegol.com/publ/ehlektronika/3d_printer_anycubic_kossel_linear_plus_obzor_i_modernizaciju/2-1-0-27
- https://mysku.ru/blog/china-stores/52876.html
- https://allbreakingnews.ru/opyt-uluchsheniya-printera-anycubic-kossel-linear-plus-v-tom-chisle-ustanovki-lerdge-k/
 Nexx WT3020H беспроводный WiFi маршрутизатор
Nexx WT3020H беспроводный WiFi маршрутизатор Пластик PETG для 3D принтера
Пластик PETG для 3D принтера 3Д-сканер своими руками: детали и технологии. Самодельный 3D-сканер
3Д-сканер своими руками: детали и технологии. Самодельный 3D-сканер