Ленточные шлифовальные станки позволяют удалить последствия коррозии, остатки лакокрасочного покрытия, провести операцию шлифования поверхности из различных материалов (металлических и неметаллических конструкций). Элементом для проведения таких работ является шлифлента. Производители предлагают широкую номенклатуру таких изделий. Лента для гриндера выбирается на основе требований, которые предъявляются к решению поставленных задач, качеству обработки, типу обрабатываемого материала.
Виды лент для гриндера
Шлифовальные ленты для гриндера классифицируются по следующим показателям:
- назначению (виду выполняемой операции, качеству обработки);
- геометрическим параметрам (длине и ширине);
- допустимой скорости движения;
- типу абразива;
- способу нанесения абразивного покрытия;
- компании, производящей такую продукцию;
- стоимости.
По виду выполняемых операций изделия для гриндера подразделяются на четыре категории:
- предварительная обработка (создание готовых форм или заготовок);
- черновая обработка поверхностей;
- подготовительная операция перед окончательным шлифованием;
- чистовое или финишное полирование.
Для проведения каждой из операций применяется своя шлифовальная лента. Решение первой задачи осуществляется с помощью грубой (обдирочной) ленты марки Р24. Для черновой обработки применяется более мелкая – марки Р36. Подготовительные операции производят на лентах Р80–Р120. Чистовая обработка осуществляется с применением лент самого маленького абразива. Для этого могут применяться алмазные ленты марок А3к0–А100.
Допустимая скорость движения ленты гриндера определяется материалом подложки и прочности всей конструкции. В качестве подложки используют прочную ткань или синтетическую волокнонаправленную основу.
По типу шлифовального материала и способу его нанесения абразивная лента делится на категории.
В качестве абразивной крошки на поверхность наносят:
- натуральный камень (например, карбид кремния или гранат);
- керамическую крошку;
- окись алюминия;
- алмазную крошку.
Он наносится на поверхность двумя способами: открытым или закрытым. Каждый из них обеспечивает определенную степень покрытия подложки. Первый осуществляет нанесение абразива не более чем на 60% поверхности абразивного материала. Второй обеспечивает полное покрытие.
Геометрические размеры абразивной ленты гриндера зависят от технических характеристик шлифовального станка. Основными параметрами являются длина и ширина. Все они стандартизированы и имеют несколько установленных размеров. По ширине выпускаются двух размеров: 50 и 100 миллиметров. Длина является более вариативной величиной и равна 610, 915, 1230, 1600, 1800 миллиметрам. Для некоторых специализированных станков выпускается лента длиной заданного размера: 2000 мм при ширине в 50 мм.
В зависимости от характеристик производят выбор для обработки дерева, металла, полимерных поверхностей. В некоторых случая для доводки поверхности применяется наждачная лента.
Что стоит знать при выборе ленты
Для получения хорошего качества полировки необходимо ориентироваться в параметрах гриндера, характеристиках оснастки и особенностях обрабатываемой поверхности. При выборе образца необходимо провести анализ следующих параметров:
- какой тип изделия необходим (с грубым абразивом, средним, мелким или алмазным);
- рассчитать скорость ленты (она должна выдерживать скорость вращения вала более 1500 об/мин.);
- определить какой абразивной стойкостью обладает выбранный экземпляр;
- выяснить величину максимально допустимого удлинения и прочности на разрыв (хорошими считаются изделия с показателем не ниже 15%);
- на какую основу нанесен абразив (каким методом и его состав);
- по маркировке определить, чему равна длина ленты;
- удовлетворяет ли ширина ленты размерам используемого станка.
Расчет параметров и оценку основных характеристик гриндера необходимо произвести до приобретения изделия. Это позволит избавиться от проблем, которые могут возникнуть при ее замене или неправильном использовании.
 Самодельный гриндер. Важные моменты.
Самодельный гриндер. Важные моменты.Как склеить ленту своими руками
В розничной сети продаются готовые к использованию различные абразивные материалы. Они могут быть в рулонах или уже склеенные по конкретному размеру. Однако не всегда удается подобрать необходимый экземпляр. Иногда возникает необходимость заменить вышедшую из строя ленту в процессе работы на исправную. В этих случаях абразивную полоску изготавливают самостоятельно. Это несложный процесс, но требует знания в порядке склеивания, наличия соответствующего клея и аккуратности. Для решения этой задачи потребуются:
- тесьма для склеивания абразивных материалов;
- клей (выбор достаточно широк: от специализированных до универсальных);
- жидкость для обезжиривания (бензин или уайт-спирит);
- струбцина или груз для сжатия склеенных частей во время засыхания клея.
Склейка производится в несколько этапов:
- Размечают полосу абразива для гриндера по длине. Следует учесть, что для придания прочности соединения стык полосы клеят под углом. Величина угла наклона может быть различной. Чем он больше, тем длина соприкосновения больше.
- Вырезают подложку. Ее длина зависит от выбранного материала. Она определяет надежность склеивания.
- Обезжиривают все поверхности, которые планируется склеивать. Качество обработки сказывается на конечном результате.
- Аккуратно прижимают подложку и части абразивной полосы. Целесообразно поместить место стыка под пресс или воспользоваться струбциной. При отсутствии такой возможности используют любой груз.
- После завершения работ конструкцию оставляют на несколько часов под грузом. Необходимое время, порядок и правила работы с конкретным образцом клея приведены в инструкции или написаны на упаковке.
Если склеивание проведено аккуратно, самодельная полоса прослужит не меньше изделия, изготовленного на специализированном предприятии.
Шлифовальные станки такого класса обладают широкими возможностями. Для более же полного анализа их применения целесообразно обобщить опыт большого числа пользователей. Поделитесь своим мнением в комментариях, это позволит выявить дополнительные возможности гриндера.

- Цена: $12.01
Доброе время суток уважаемые Мусковчане. Этим обзором я продолжаю серию обзоров по теме гриндеров.Первый обзор был посвящён минигриндеру, второй был про пылесос «который не смог».Сегодня на обзоре речь пойдёт об расходниках — шлифовальных лентах, дисках, а также подгонка лент по размеру. Так получилось что в начале месяца я случайно обнаружил в своём профиле магазина Банггуд купон на бесплатную курьерскую доставку ( VIP5 пользователи получают эксклюзивный 15$ купон на доставку, который можно использовать для скидки на платную доставку на один заказ.Данный купон рассылается раз в полгода).Срок действия купона истекал через пару дней, а заказывать что-то ценное я не планировал.Чтобы не дать купону «сгореть» впустую — решил заказать шлифовальных лент и дисков для гриндеров. Отправили EMS почтой Сингапура и ровно через две недели курьер принёс посылку ко мне домой. Посылка получилась лёгкой, но объёмной — так как до кучи заказал ещё 100 меламиновых губок. Итак, что пришло в этом заказе: шлифовальная лента 100x915mm с зернистостью 120 в количестве пяти штук.
Итак, что пришло в этом заказе: шлифовальная лента 100x915mm с зернистостью 120 в количестве пяти штук.

 Шов склейки ровный, склеена внахлёст.
Шов склейки ровный, склеена внахлёст.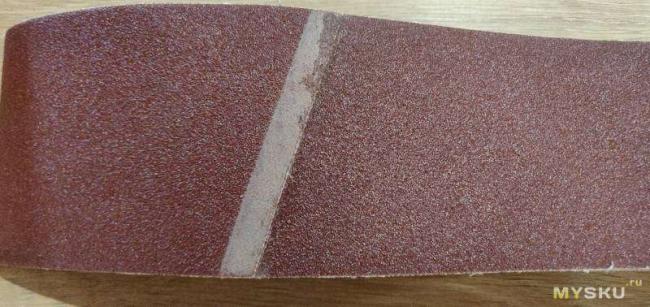















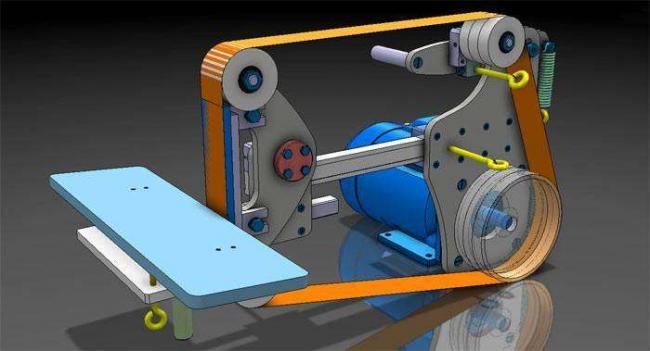
Работа и конструкция ленточного гриндера
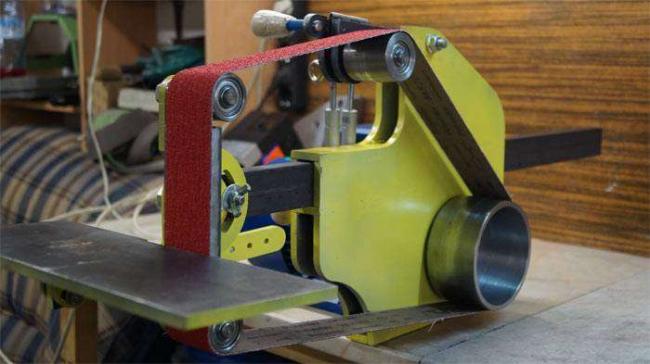
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.
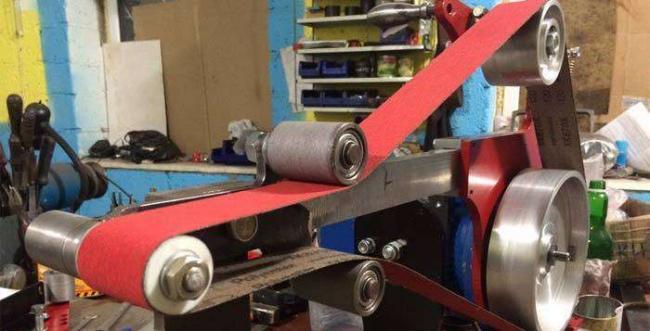
 Гриндер своими руками по готовым чертежам: идеи для создания полезного инструмента
Гриндер своими руками по готовым чертежам: идеи для создания полезного инструментаПопробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?

Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин-1;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см2. Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией.
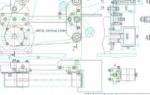
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее.
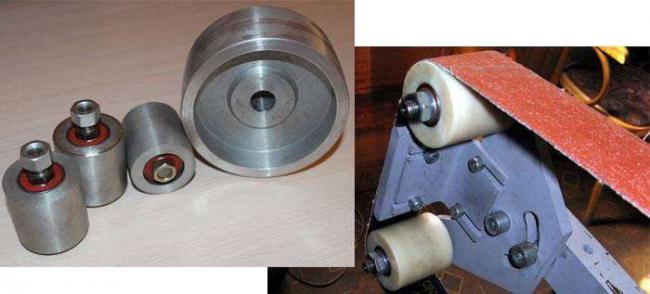
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости. Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
 Светодиодная лента RGBW: стоит ли переплачивать?
Светодиодная лента RGBW: стоит ли переплачивать?Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5. При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
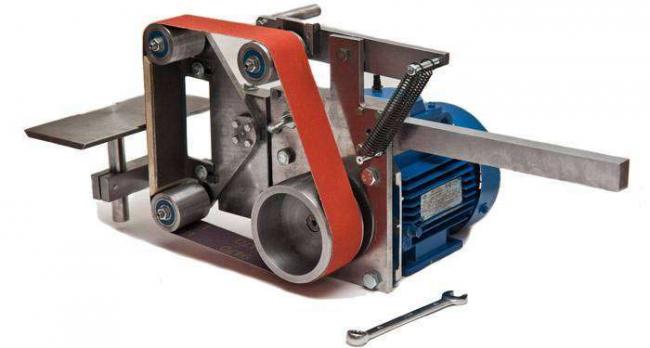
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты). Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание.
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Используемые источники:
- https://wikimetall.ru/oborudovanie/lenta-dlya-grindera.html
- https://mysku.ru/blog/china-stores/71467.html
- https://proinstrumentinfo.ru/lentochnyj-grinder-svoimi-rukami-chertezhi-s-razmerami/

 Разбираемся в ассортименте абразивов для шлифовальных машинок: шлифовальная и наждачная лента
Разбираемся в ассортименте абразивов для шлифовальных машинок: шлифовальная и наждачная лента Адресная светодиодная лента и её подключение к Arduino
Адресная светодиодная лента и её подключение к Arduino Использование цветовых пространств в ATTiny13a для WS2811
Использование цветовых пространств в ATTiny13a для WS2811 Ws2812b
Ws2812b