
- Цена: $3,98
Всем доброго времени суток. Сегодня я хочу поделиться с вами своими впечатлениями о наборе самоцентрирующихся сверл, который был приобретен на eBay. К совершению данной покупки меня привели последствия собственноручной сборки стола с выдвижными ящиками. Ящиков в нем оказалось очень много, а отверстий, обозначающих места вкручивания саморезов для фиксации направляющих (салазок) не было вообще 🙁 Ох уж эта белорусская мебель… Так вот, думаю, каждый мужчина знает как выглядят салазки, по которым ездит ящик — одна их часть крепится к внутренней части стенки стола, другая к ящику, затем они вставляются друг в друга и благодаря пластиковому колесику, расположенному на части, прикрепленной к ящику, свободно ездят туда-сюда, позволяя ящику беспрепятственно выдвигаться и задвигаться обратно. Вот только если саморез закрутить в стенку стола криво и его шляпка не будет прятаться в отверстии салазки, то о комфортном использовании выдвижных ящиков можно забыть — колесико будет постоянно цеплять шляпку самореза, что в конечном итоге приведет к его повреждению и необходимости замене салазок. Для большей наглядности, вот фото такого кривого самореза. Думаю, каждый видел что-то подобное (а возможно и делал это своими собственными руками 🙂 Происходит такое безобразие из-за того, что саморез вкручивается не ровно по центру отверстия, а смещается в сторону. В принципе, если подобных креплений не много, то можно все саморезы закручивать вручную, точно выбирая центр. Именно так я и делал до недавнего времени. Но в процессе сбора того самого стола я понял, что надо с этим завязывать, так как закрутить саморез точно по центру отверстия с первого раза, порой бывает гораздо сложнее, нежели это кажется. А если выкручивать саморез и вкручивать его повторно, то разрушается плита из которой сделан стол, что может привести к самым печальным последствиям (к примеру, ящик может вообще не держаться). И тут на меня нашло озарение — где-то на страничках то ли eBay, то ли Aliexpress я видел то, что мне надо — самоцентрирующиеся сверла. Непродолжительный поиск привел меня к лоту на eBay. Именно там он был заказан. После непродолжительной переписки и небольшой доплаты, продавец выдал мне трек и отправил посылку. Ее следование по маршруту Китай — Беларусь можно посмотреть здесь. Спустя 2 недели я получил свою посылку. Пришли сверла в обычном пакетике на застежке без какой-либо дополнительной упаковки. Я заказывал набор, состоящий из 4 сверл, при желании можно купить набор из 3 или даже поштучно нужного вам размера. В живую сверла выглядят следующим образом:
Происходит такое безобразие из-за того, что саморез вкручивается не ровно по центру отверстия, а смещается в сторону. В принципе, если подобных креплений не много, то можно все саморезы закручивать вручную, точно выбирая центр. Именно так я и делал до недавнего времени. Но в процессе сбора того самого стола я понял, что надо с этим завязывать, так как закрутить саморез точно по центру отверстия с первого раза, порой бывает гораздо сложнее, нежели это кажется. А если выкручивать саморез и вкручивать его повторно, то разрушается плита из которой сделан стол, что может привести к самым печальным последствиям (к примеру, ящик может вообще не держаться). И тут на меня нашло озарение — где-то на страничках то ли eBay, то ли Aliexpress я видел то, что мне надо — самоцентрирующиеся сверла. Непродолжительный поиск привел меня к лоту на eBay. Именно там он был заказан. После непродолжительной переписки и небольшой доплаты, продавец выдал мне трек и отправил посылку. Ее следование по маршруту Китай — Беларусь можно посмотреть здесь. Спустя 2 недели я получил свою посылку. Пришли сверла в обычном пакетике на застежке без какой-либо дополнительной упаковки. Я заказывал набор, состоящий из 4 сверл, при желании можно купить набор из 3 или даже поштучно нужного вам размера. В живую сверла выглядят следующим образом: К качеству изготовления данного инструмента претензий у меня не возникло — металл обработан качественно, все подвижные элементы были смазаны (к слову, уж не знаю что там они используют вместо смазки, но запах у этой вещицы просто жуткий). В ходе последующих экспериментов было установлено, что сверла имеют хорошую заточку и справляются с древесиной без каких бы то ни было проблем. Все сверла разного диаметра, так что данного набора хватит для любых целей. Размер указан на каждом сверле. Они подходят для: — 5/64 «: отверстие диаметром около 2 мм, использовать саморез диаметром около 2.2-2.8 мм; — 7/64 «: отверстие диаметром около 2.8 мм, использовать саморез диаметром около 3-3.5 мм; — 9/64 «: отверстие диаметром около 3.5 мм, использовать саморез диаметром около 4-4.5 мм; — 11/64 «: отверстие диаметром около 4.5 мм, использовать саморез диаметром около 5-5.5 мм. Указано, что сверла изготовлены из быстрорежущей стали — тут придется поверить продавцу на слово, но поскольку петли, направляющие и другие подобные элементы прикручиваются саморезами к мягким поверхностям (дерево, гипсокартон, ДВП, ДСП и т.д.), то кажется мне, что хватит их надолго. Все сверла разборные, так что в случае чего основание сверла (то есть само сверло — уж извините за каламбур) можно без проблем достать для замены или заточки. Чтобы вынуть его вам понадобится TORX T10. Теперь о том, как это сверло работает. Его «носик» подвижный, фиксируется при помощи пружинки, которую можно увидеть на фото выше, при установки сверла в отверстие петли, носик центрирует его положение так, что сверло оказывается точно по центру. После нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие. Для более точного позиционирования на «носике» снята фаска. Вот так выглядит отверстие в деревянной поверхности. А вот так выглядит саморез, закрученный в это отверстие (саморезы были найдены первые попавшиеся — для гипсокартона, да и шляпки у них немного больше, чем надо, но для примера, мне кажется, сгодятся и такие): Как видно, закручен он ровно, в отличии от того, что можно увидеть на первом фото. Забавы ради закрутил еще один саморез при помощи сверла — результат так же оказался положительным. Итак, подводя итог всему, что написано выше могу сказать, что данный инструмент работает, причем справляется со своими задачами он весьма неплохо. Конечно, если у вас, что говорится глаз-алмаз и вы в состоянии сделать все идеально с первого раза, то он вам не нужен, для обычных же людей, считаю данный набор довольно интересным. Раньше я примерно по центру отверстия проделывал отверстие шилом, а затем закручивал в него саморез, но все-равно ровно получалось далеко не всегда — иногда саморезы закручивались под углом. Теперь же о криво торчащих шляпках я смогу забыть навсегда 🙂 Набор отлично подойдет для тех, кто занимается сборкой мебели, а так же поможет при установке дверных петлей, замков и прочей мебельной фурнитуры. Лично я остался покупкой очень доволен и могу рекомендовать его к покупке как довольно качественный и недорогой инструмент, который работает, а покупать или нет — решать конечно же вам. В принципе на этом все. Спасибо за внимание и потраченное время. Главная > Оснастка > Инструмент > Центровочные сверла
К качеству изготовления данного инструмента претензий у меня не возникло — металл обработан качественно, все подвижные элементы были смазаны (к слову, уж не знаю что там они используют вместо смазки, но запах у этой вещицы просто жуткий). В ходе последующих экспериментов было установлено, что сверла имеют хорошую заточку и справляются с древесиной без каких бы то ни было проблем. Все сверла разного диаметра, так что данного набора хватит для любых целей. Размер указан на каждом сверле. Они подходят для: — 5/64 «: отверстие диаметром около 2 мм, использовать саморез диаметром около 2.2-2.8 мм; — 7/64 «: отверстие диаметром около 2.8 мм, использовать саморез диаметром около 3-3.5 мм; — 9/64 «: отверстие диаметром около 3.5 мм, использовать саморез диаметром около 4-4.5 мм; — 11/64 «: отверстие диаметром около 4.5 мм, использовать саморез диаметром около 5-5.5 мм. Указано, что сверла изготовлены из быстрорежущей стали — тут придется поверить продавцу на слово, но поскольку петли, направляющие и другие подобные элементы прикручиваются саморезами к мягким поверхностям (дерево, гипсокартон, ДВП, ДСП и т.д.), то кажется мне, что хватит их надолго. Все сверла разборные, так что в случае чего основание сверла (то есть само сверло — уж извините за каламбур) можно без проблем достать для замены или заточки. Чтобы вынуть его вам понадобится TORX T10. Теперь о том, как это сверло работает. Его «носик» подвижный, фиксируется при помощи пружинки, которую можно увидеть на фото выше, при установки сверла в отверстие петли, носик центрирует его положение так, что сверло оказывается точно по центру. После нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие. Для более точного позиционирования на «носике» снята фаска. Вот так выглядит отверстие в деревянной поверхности. А вот так выглядит саморез, закрученный в это отверстие (саморезы были найдены первые попавшиеся — для гипсокартона, да и шляпки у них немного больше, чем надо, но для примера, мне кажется, сгодятся и такие): Как видно, закручен он ровно, в отличии от того, что можно увидеть на первом фото. Забавы ради закрутил еще один саморез при помощи сверла — результат так же оказался положительным. Итак, подводя итог всему, что написано выше могу сказать, что данный инструмент работает, причем справляется со своими задачами он весьма неплохо. Конечно, если у вас, что говорится глаз-алмаз и вы в состоянии сделать все идеально с первого раза, то он вам не нужен, для обычных же людей, считаю данный набор довольно интересным. Раньше я примерно по центру отверстия проделывал отверстие шилом, а затем закручивал в него саморез, но все-равно ровно получалось далеко не всегда — иногда саморезы закручивались под углом. Теперь же о криво торчащих шляпках я смогу забыть навсегда 🙂 Набор отлично подойдет для тех, кто занимается сборкой мебели, а так же поможет при установке дверных петлей, замков и прочей мебельной фурнитуры. Лично я остался покупкой очень доволен и могу рекомендовать его к покупке как довольно качественный и недорогой инструмент, который работает, а покупать или нет — решать конечно же вам. В принципе на этом все. Спасибо за внимание и потраченное время. Главная > Оснастка > Инструмент > Центровочные сверла
Центровочные сверла – разновидность металлорежущих инструментов. Они используются для сверления центровочных отверстий, предназначенных для дальнейшего закрепления деталей в центрах металлорежущих станков и их последующей обработки.
Центровочные сверла обладают целым рядом преимуществ:
- они исключают повторное перетачивание металлорежущих инструментов;
- они снижают время подготовки и настройки станка;
- они обладают низкой величиной отклонения осей (до 0,00005 м);
- они продлевают срок эксплуатации закрепляемых деталей.
При использовании данного вида режущих инструментов центровочные отверстия получаются максимально точными и качественными. Центровочные отверстия позволяют мастеру многократно закреплять детали на станках для их комплексной обработки.
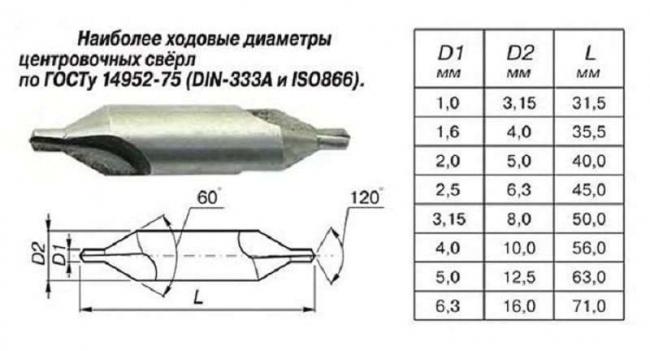
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
Скачать ГОСТ 14952-75
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений. Полученное отверстие строго соответствует разработанному чертежу.
Все центровочные сверла имеет двухстороннюю конструкцию. Все рабочие области расположены на 1 уровне с 2 сторон инструмента.
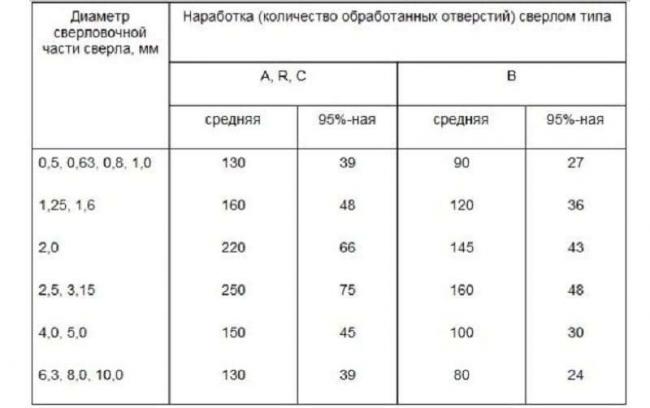
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм.
Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
 Как выбрать сверло для обработки металла
Как выбрать сверло для обработки металлаЦентровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.
Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.
В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
| Рабочий диаметр, см | 0,05 | 0,08 | 0,16 | 0,25 | 0,4 | 0,63 | 0,8 | 1 |
| Диаметр посадки, см | 0,315 | 0,5 | 0,8 | 1 | 1,6 | 2 | 2,5 | 3,15 |
| Длина,
см |
2,1 | 3,35 | 4,2 | 5,9 | 7,4 | 8,3 | 10,3 | 12,8 |
| Длина рабочей области, см | 0,1 | 0,19 | 0,28 | 0,33 | 0,49 | 0,62 | 0,75 | 1,15 |
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл. При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.
При подборе центровочных сверл необходимо обращать внимание на марку производителя. На территории СНГ самым популярным производителем инструментов для сверления центрующих отверстий является фирма Dormer.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
Центровочные сверла должны изготавливаться из быстрорежущих сплавов. Согласно ГОСТ 14952-75, они обязаны обладать следующими параметрами:
- Твердость рабочей зоны должна равняться от 63 до 66 HRC. Для изделий, изготовленных с применением кобальта или ванадия, минимальные и максимальные показатели твердости увеличиваются на 1 HRC.
- Пределы отклонения размеров центровочного инструмента должны быть в пределах от 0,15 до 0,05 мм. Диаметр конструкции не может быть меньше 0,8 мм и больше 0,5 см.
- На поверхности инструмента не должны присутствовать пятна побежалого цвета, образующегося в результате чрезмерной термообработки режущего приспособления во время процесса производства.
После изготовления инструмента производители обязательно производят проверку на работоспособность. Центровочное сверло проверяется на деталях, произведенных и стали, твердость которой составляет 187-207 HB. После завершения процедуры сверления осуществляется комплексный осмотр металлорежущего инструмента. Рассматривается внешний вид и геометрические характеристики изделия. Изучаемый образец сравнивается с эталонным изделием, технические параметры которого известны. При выявлении изношенности или поломки проверяемый образец списывается с производства.
В бытовых условиях комбинированные центровочные сверла применяются преимущественно для проделывания небольших отверстий и выкручивания застрявших крепежных изделий. В домашних мастерских используют конструкции с диаметром 0,8 мм.
Перед применением данного инструмента необходимо произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Чаще всего для затачивания металлорежущих конструкций используются электрические машинки с отверстиями для сверл.
- Определить диаметр сверла. Для этого нужно изучить таблицы размеров, где указывается диаметр для каждого из видов центровочного сверла.
- Поместить изделие в соответствующее отверстие электрической машинки. Процесс заточки производится автоматически, без контроля человека.
- Вынуть инструмент из отверстия машинки и произвести его очистку от лишней стружки и иных видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся показатели скорости реза и точности. Это может привести к избыточному выделению теплоты и быстрому износу изделия.
Также перед началом сверления важно проделать в детали небольшое углубление в 3-5 мм для центровки инструмента.
Рабочая область располагается на проделанном углублении. Процедуру проделывания отверстия нужно производить с легкой подачей и без лишних нажимов. После окончания процедуры инструмент очищается от грязи. Для дальнейшей эксплуатации центровочного сверла его нужно хранить в закрытых ёмкостях (ящиках или футлярах).
Метки: Инструмент для токарных станков
AthenAliexpress / Инструменты и приспособления Наверняка многие сталкивались с ситуацией, когда саморез или шуруп вкручивается не ровно по центру отверстия, а смещается в сторону, шляпка его фиксируется в «потае» под углом, что иногда влияет не только на внешний вид конструкции, но и на ее функционирование (салазки ящиков, например). Выкручивание крепежного элемента с целью его повторного вкручивания зачастую приводит к разрушению структуры материала. Раз и навсегда решить эту проблему могут помочь самоцентрирующиеся сверла. Изготовлены они из быстрорежущей стали (HSS), корпус из латуни с гальваническим покрытием. Наличие шестигранного хвостовика (диаметр 1/4 «) позволяет использовать их в битодержателях, за счет чего процесс рассверливания центровочного отверстия и последующей замены биты для вкручивания в него шурупа или самореза в значительной степени ускоряется. Сверла пригодны для работы с относительно мягкими материалами, начиная от дерева и заканчивая пластиком. В случае износа, сверла можно извлечь из корпуса и заменить на аналогичные, благо на али их найти можно без труда. В комплект поставки входят 7 сверл, на их корпусах присутствует маркировка с размером.Принцип действия такого сверла заключается в следующем: его «носик» подвижный, фиксируется при помощи пружинки, при установки сверла в отверстие, носик центрирует его, а после нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие.Размеры сверл и подходящие им крепежные элементы представлены ниже (диаметр сверла; длина корпуса; диаметры подходящих крепежных элементов):• 5/64 » (~1,98 мм); 84,5 мм; 2,2 мм — 2,8 мм;• 7/64 » (~2,78 мм); 87 мм; 3 мм — 3,5 мм; • 9/64 » (~3,57 мм); 94 мм; 4 мм — 4,5 мм; • 11/64 » (~4,37 мм); 96,5 мм; 5 мм — 5,5 мм;• 1/5 » (~5 мм); 106 мм; 5,5 мм — 6 мм;• 13/64 » (~5,16 мм); 106 мм; 6 мм — 6,5 мм;• 1/4 » (~ 6,35 мм); 110 мм; 7 мм — 7,5 мм.
Наверняка многие сталкивались с ситуацией, когда саморез или шуруп вкручивается не ровно по центру отверстия, а смещается в сторону, шляпка его фиксируется в «потае» под углом, что иногда влияет не только на внешний вид конструкции, но и на ее функционирование (салазки ящиков, например). Выкручивание крепежного элемента с целью его повторного вкручивания зачастую приводит к разрушению структуры материала. Раз и навсегда решить эту проблему могут помочь самоцентрирующиеся сверла. Изготовлены они из быстрорежущей стали (HSS), корпус из латуни с гальваническим покрытием. Наличие шестигранного хвостовика (диаметр 1/4 «) позволяет использовать их в битодержателях, за счет чего процесс рассверливания центровочного отверстия и последующей замены биты для вкручивания в него шурупа или самореза в значительной степени ускоряется. Сверла пригодны для работы с относительно мягкими материалами, начиная от дерева и заканчивая пластиком. В случае износа, сверла можно извлечь из корпуса и заменить на аналогичные, благо на али их найти можно без труда. В комплект поставки входят 7 сверл, на их корпусах присутствует маркировка с размером.Принцип действия такого сверла заключается в следующем: его «носик» подвижный, фиксируется при помощи пружинки, при установки сверла в отверстие, носик центрирует его, а после нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие.Размеры сверл и подходящие им крепежные элементы представлены ниже (диаметр сверла; длина корпуса; диаметры подходящих крепежных элементов):• 5/64 » (~1,98 мм); 84,5 мм; 2,2 мм — 2,8 мм;• 7/64 » (~2,78 мм); 87 мм; 3 мм — 3,5 мм; • 9/64 » (~3,57 мм); 94 мм; 4 мм — 4,5 мм; • 11/64 » (~4,37 мм); 96,5 мм; 5 мм — 5,5 мм;• 1/5 » (~5 мм); 106 мм; 5,5 мм — 6 мм;• 13/64 » (~5,16 мм); 106 мм; 6 мм — 6,5 мм;• 1/4 » (~ 6,35 мм); 110 мм; 7 мм — 7,5 мм.


- https://mysku.ru/blog/ebay/43272.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/centrovochnye-sverla.html
- https://usamodelkina.ru/15100-samocentrirujuschiesja-sverla.html

 Зачем требуется сверло ступенчатое? Особенности применения инструмента
Зачем требуется сверло ступенчатое? Особенности применения инструмента Сверло по металлу: как выбрать и что учесть при покупке?
Сверло по металлу: как выбрать и что учесть при покупке? Конусные и ступенчатые сверла для металла их отличия назначение и применение
Конусные и ступенчатые сверла для металла их отличия назначение и применение Ступенчатое сверло по металлу
Ступенчатое сверло по металлу