Задней бабкой токарного станка именуется опорная деталь, которая необходима для крепления будущей детали, ее надежной фиксации.
У нее имеется конусное отверстие, куда закрепляется оборудование для резки металла. Сама деталь фиксируется на станине, являющейся основой любого токарного станка.

История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.

Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
 Мини фрезерный станок с ЧПУ - подробный обзор
Мини фрезерный станок с ЧПУ - подробный обзорЭлементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.
Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
 Сверло, чтобы делать деревянные пробки
Сверло, чтобы делать деревянные пробкиКак работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.
Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
 Универсальная стойка для дрели своими руками
Универсальная стойка для дрели своими рукамиПередняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Главная > Станки > Токарные станки > Задняя бабка токарного станка
Опорный узел обрабатывающего агрегата получил название задняя бабка токарного станка. Этот многофункциональный узел предназначен для фиксации обрабатываемой заготовки. В его конусном отверстии можно крепить металлорежущий инструмент различного назначения.
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
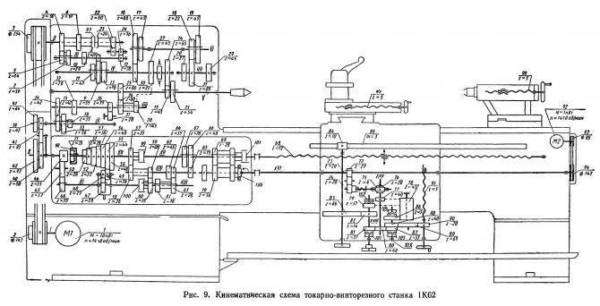
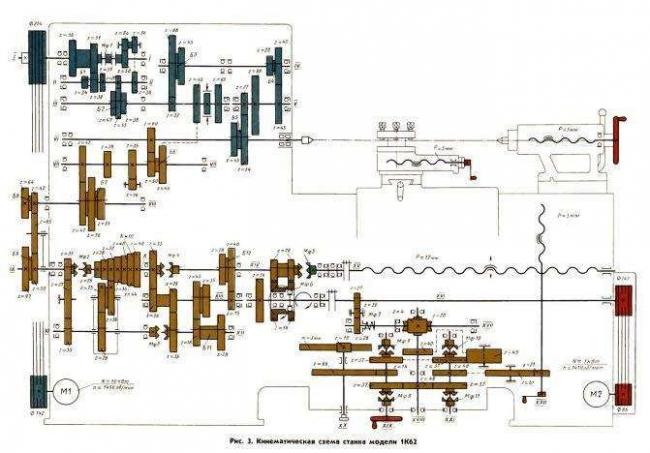
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.
Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.
Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Задняя бабка токарного станка по металлу является надёжной опорой для закрепления заготовки. Кроме этого она поддерживает второй край заготовки и обеспечивает её стабильное вращение. Во время сверления она захватом соединяется с суппортом. Сверло необходимого диаметра вставляется в патрон пиноля. Кроме свёрл предусмотрено крепление: плашек, метчиков, развёрток, зенкеров и других режущих инструментов. Такой широкий ассортимент применяемых инструментов позволяет проводить широкий спектр обрабатывающих операций.
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Особое значение имеет соблюдение геометрической соосности между шпинделем и пинолью.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.
Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
Ремонтировать мостик можно без применения акрилопласта.
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.
Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.

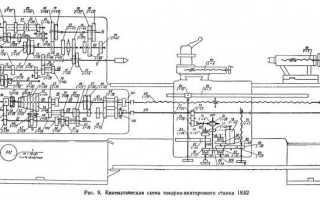
Токарно-винторезный станок предназначен для обработки цилиндрических, сферических, конусных тел или торцевых плоскостей, не имеющих оси вращения, а также для создания разного рода винтовых поверхностей (резьб).
Также на токарных станках могут выполняться другие работы, которые не связаны с обработкой металлов резанием или созданием резьб. При наличии дополнительного оборудования можно производить гибочные, вальцовочные, шлифовальные, полировальные и многие другие операции.
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
 Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Читайте также: Как подключить шуруповерт к автомобильному аккумулятору
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
 Рычаг выбора скоростей станка BF20 Yario
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
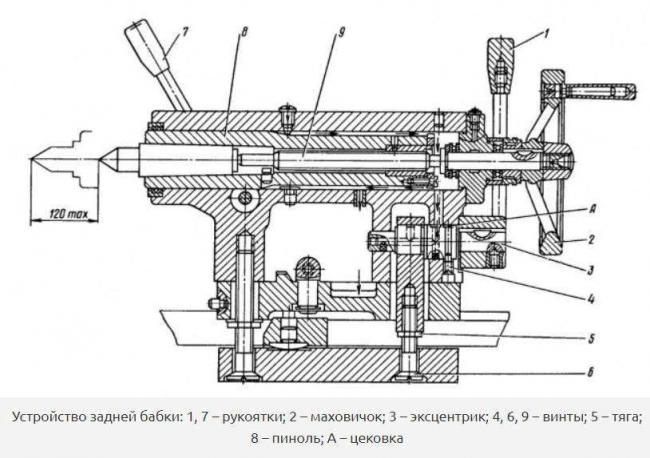
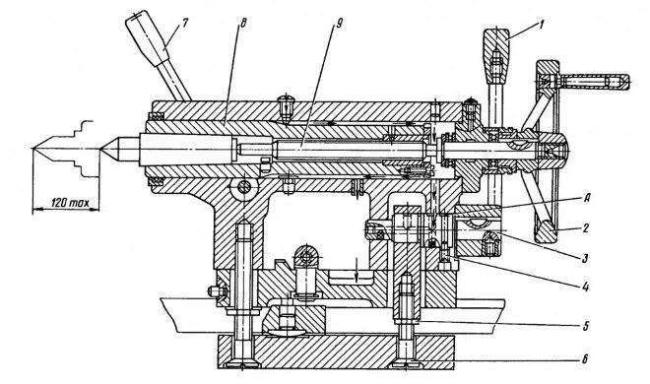 Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
 Вращающийся центр КМ-2 настольного токарного станка Turner-250
Вращающийся центр КМ-2 настольного токарного станка Turner-250


Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
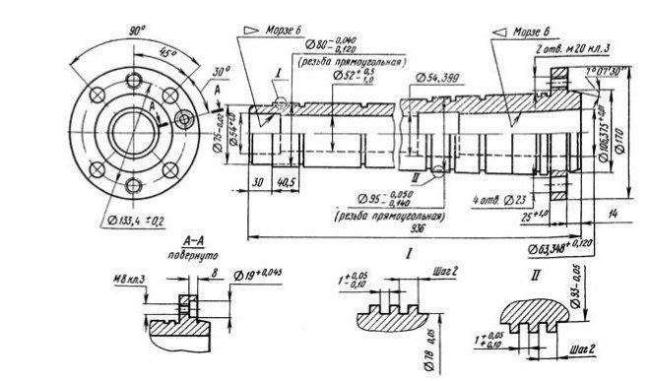 Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
Читайте также: Гибкий вал на дрель конструкция применение и изготовление
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
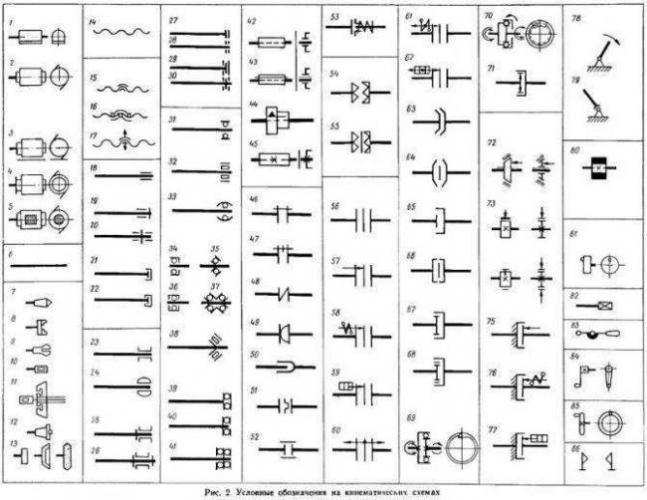
Правила выполнения схем
Выполнение графических изображений кинематических схем производиться с использованием следующих правил:
- выбор правильного обозначения применяемой конструкции;
- точное указание места расположения отдельной детали;
- последовательность их взаимодействия;
- ширина линий (устанавливается существующими стандартами);
- правильность отображения сносок;
- нанесение необходимых надписей и символов.
Правила выполнения кинематических схем заключаются в описании следующих конструктивных единиц:
- отдельных элементов;
- линий кинематических связей;
- звеньев;
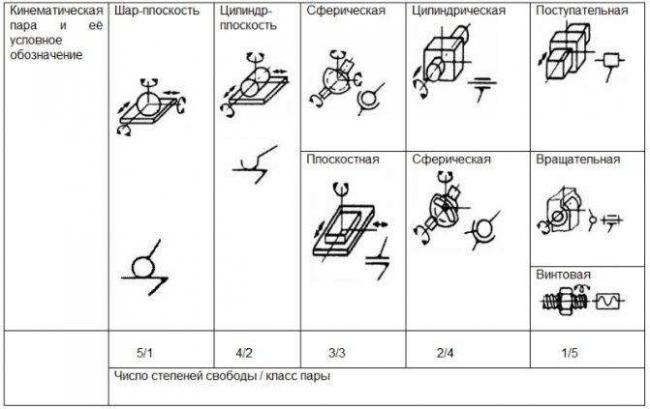
- кинематических пар (объединяют две или несколько элементов).
Разработчик вправе выбирать масштаб по своему усмотрению.Это разрешено утверждёнными стандартами. На чертеже допускается не соблюдение реального расположения конструктивных составляющих в корпусе агрегата.
Отдельной составляющей схемы считается блок (устройство, агрегат). Он предназначен для выполнения определённых функций. Его особенностью является не возможность деления на более мелкие детали без потери функционального назначения. Такими элементами являются: набор шестерён, один или несколько валов, установленные подшипники, используемый электродвигатель.
Линией связи между деталями обозначаются отрезком заданной длины и толщины. Он указывает на присутствие механизма связи между отдельными изделиями или устройствами. Если эта связь выполнена достаточно жёстко, конструкция объединяется в звено. Объединённые детали и звенья в единое целое называется установкой.
Для более подробного описания взаимодействующих элементов или звеньев, передачи направления движения допускается их объединение в так называемые кинематические пары. Особенности и порядок выполнения графических изображений зависит от их назначения.
На функциональных схемах отображают отдельные детали конструкции, которые задействованы в основном процессе передачи движения. Для удобства (по возможности) несколько деталей объединяют в отдельные функциональные группы. На чертеже обязательно отображают их функциональные связи. Каждый из них имеет собственный графический символ. Он установлен существующими стандартами и правилами оформления чертежей. Для лучшего понимания проходящего технологического процесса рекомендуется наносить технические характеристики использованных комплектующих. Кроме пояснительных надписей допускается размещение на свободном месте листа таблиц или диаграммы.
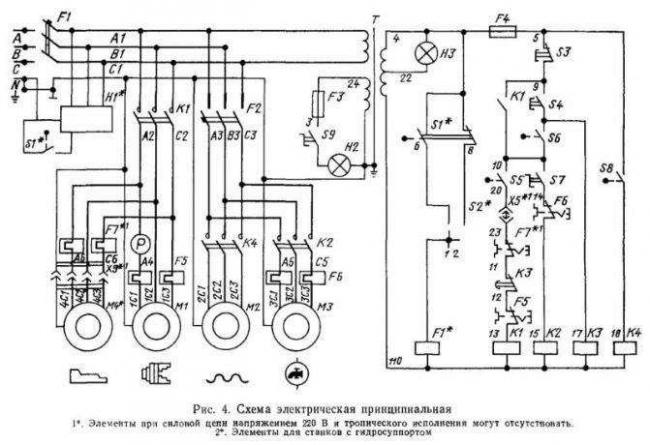
На принципиальных схемах отображают детали или их группы. Это могут быть, валы, передаточные механизмы или готовый двигатель. Они дают представление и понимание используемых принципов работы всего агрегата. Каждая деталь или узел изображается в отключённом состоянии (без указания порядка взаимодействия с другими деталями). Их составляются для проведения регулировок и отладки собранного агрегата. С этой целью изображаются все основные кинематические связи: механические и не механические. Эти связи наносятся между отдельными элементами, кинематическими парами или группами элементов. Графически они располагаются в границах контура, обозначающего корпус агрегата. Чертёж каждого механизма, состоящего из нескольких комплектующих, может исполняться отдельным документом. На основном листе делается соответствующая ссылка. Если в составе отдельного агрегата или целого устройства применяют несколько одинаковых деталей, допускается выполнение одного чертежа. Остальные изображаются с допустимыми упрощениями. Положение комплектующих изделий может быть выбрано на основании наиболее оптимального процесса взаимодействия. Если этого недостаточно разрешается изобразить пунктирными линиями конечное положение детали.
Для лучшего понимания разрешается переносить элементы по поверхности листа. Обязательным условием является сохранение кинематических и функциональных связей. При нехватке места на поле чертежа в рамках границ корпуса агрегата, допускается отдельную деталь вынести за границы. В этом случае обязательно должны быть выполнены пояснения для ссылок. Они должны обеспечивать сохранение кинематических связей.
На принципиальной схеме обязательно указывают:
- максимально допустимое число оборотов вращающихся валов, передаточных звеньев;
- допустимое отклонение детали от исходного состояния;
- справочные таблицы;
- графики и диаграммы;
- характеристики, полученные расчётным путём на этапе проектирования;
- надписи, для пояснения специфики отдельных изделий или кинематических пар.
Схема,разработанная для пояснения протекающих динамических процессов, включает размеры каждого изделия с указанием допустимых значений механических нагрузок. На ней подробно наносят характеристики валов, места расположения, применяемых опор. При пересечении различных деталей необходимо сохранять неразрывность начерченных линий. При наложении изображений различных конструкций дальнюю изображают как невидимую. Все линии и фигуры исполняются по правилам чертежной графики.
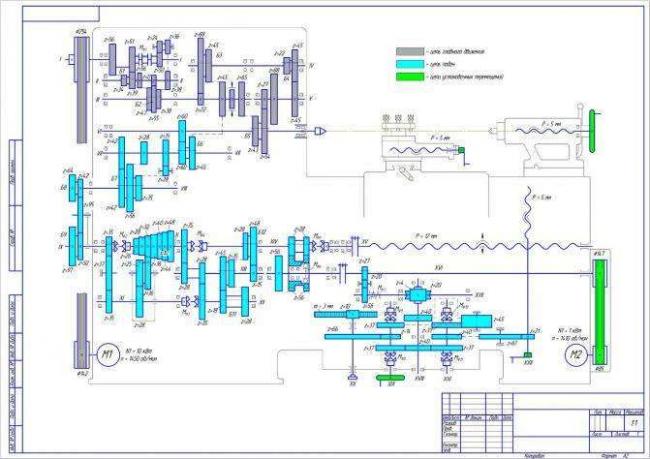
На кинематических схемах отображают:
Читайте также: Карбюратор китайской бензопилы — регулировка, ремонт и особенности
- сплошными линиями установленной толщины –вращающиеся детали;
- линиями тоньше на половину–конструкции, которые указываются с упрощениями, например, червячные передачи или зубчатые колёса;
- взаимосвязи между отдельными составляющими, особенно кинематическими парами,выполняют пунктирными линиями;
- указание взаимосвязи между двигателем и передаточными механизмами–двойными пунктирными линиями;
- все связи, полученные расчётным путём, на этапе проектирования,при доработке наносятся тройными пунктирными линиями.
Кинематическим группам присваивают наименования. Оно поясняет тип и функциональное назначение. Могут быть указаны особенности привода подачи или специфику червячной передачи. Все эти пояснения делаются как вынесенные надписи на специально изображённой полке. Все эти надписи могут быть объединены в отдельный перечень. В нём делаются специальные пометки, указывающие на характеристики известные из справочников и стандартов, полученные расчётным путём и характеристики, получаемые в процессе отладки и регулировки всего механизма. В этом случае такие параметры помечаются специальной надписью, которая указывает, что они подбираются при регулировании.
Регламентирующие документы
Порядок и правила обозначения всех деталей, из которых состоит механизм,на всех типах схем установлены принятыми государственными стандартами. Эти правила, регламентируют порядок оформления графических элементов (фигур, надписей, обозначений)на кинематических схемах. Они являются обязательными для выполнения чертежей для любых механизмов и агрегатов.
В этот перечень входят:
- стандарт, определяющий перечень основных типов пояснительных надписей – ГОСТ 104-68;
- ГОСТ 2.701-84, включает пояснение основных видов и типов разрабатываемых схем;
- перечень установленных обозначений, разрешенных для использования ГОСТ 2.721–74;
- список обозначений: условные графические и общего назначения ГОСТ 2.747–68;
Скачать ГОСТ 104-68
Скачать ГОСТ 2.747-68
Скачать ГОСТ 2.701-84
Скачать ГОСТ 2.721-74
Они определяют место расположения и правила графического изображения (выбор толщины линий, формы значков, изображение сносок).
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
 Суппорт с кареткой станка Optimum D140x250
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
 Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Используемые источники:
- https://vseostankah.com/tokarnyj-stanok-po-metallu/ustrojstvo-zadnej-babki.html
- https://stankiexpert.ru/stanki/tokarnye/zadnyaya-babka-tokarnogo-stanka.html
- https://instanko.ru/elektroinstrument/zadnyaya-babka.html
 Сверлильный патрон с конусом Морзе. Самозажимной.
Сверлильный патрон с конусом Морзе. Самозажимной. Простая и надежная стойка для дрели из велосипедных деталей
Простая и надежная стойка для дрели из велосипедных деталей Шуруповерт на Алиэкспресс покупать или нет?
Шуруповерт на Алиэкспресс покупать или нет? Шарико-винтовые передачи (ШВП) для ЧПУ
Шарико-винтовые передачи (ШВП) для ЧПУ