Изготовление печатных плат на чпу станке
ЧПУ станок очень удобно использовать в домашней радиолюбительской мастерской для изготовления печатных плат как макетов изделий, так и малых партий изделий. Наличие гравировально – фрезерного ЧПУ в домашней мастерской или малом предприятии позволяет как сократить время необходимое на изготовление печатной платы при изготовлении макетов, прототипов малых партий продукции, так и повысить качество изготавливаемых печатных плат по сравнению с другими способами изготовления. Использование станка с числовым программным управлением позволяет выполнять полный спектр операций по изготовлению печатной платы — фрезеровку проводящего рисунка (дорожек), сверление отверстий как для установки компонентов так и для межслойных переходов, обрезки и платы по контуру.
Для начала необходимо создать проект печатной платы. Для этого очень удобно использовать очень популярную в среде радиолюбителей программу Sprint Layout 6. При разработке нужно учитывать технологические особенности обработки фольгированного текстолита на станке с чпу, то есть производить трассировку достаточно широкими дорожками, оставляя необходимые зазоры для прохождения гравера/фрезы и т.д. Точкой начала отсчета координат необходимо выбрать ЛЕВЫЙ НИЖНИЙ УГОЛ, рисунок 1.
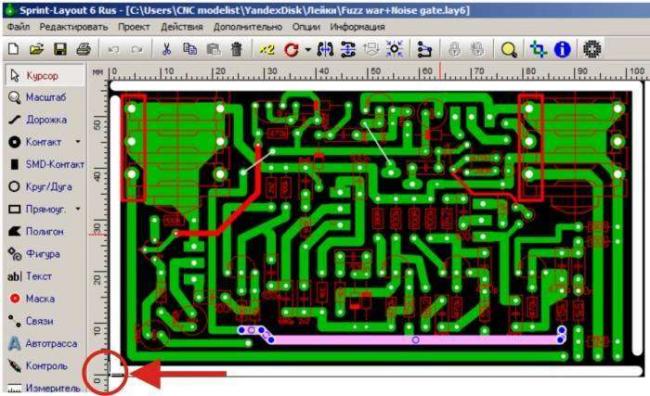 рисунок1
рисунок1
На слое О рисуем контур (границы) печатной платы по которым будет производиться обрезка готовой платы. Толщину линий указываем в зависимости от диаметра используемой для обрезки платы фрезы. Контролируем, зазор между краем платы и дорожками, чтобы контур не пересекалися с дорожками. Для того, чтобы плата после вырезки по не была выброшена из заготовки и не повредилась фрезой, оставляем перемычки, на которых плата будет держаться в заготовке. Их легко можно будет потом перекусить бокорезами при извлечении готовой платы. Выключаем лишние слои и предварительно осматриваем плату, рисунок 2.
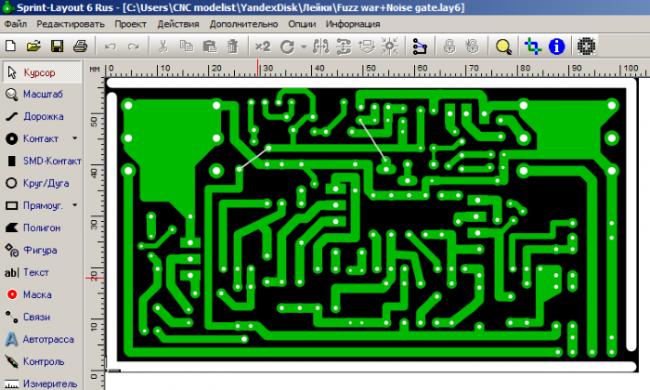 рисунок 2
рисунок 2
Открываем окно настройки «стратегий» фрезеровки, рисуноки 3 и 4.
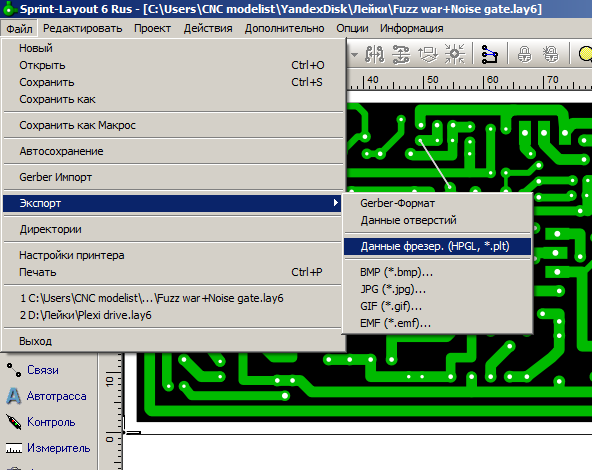 рисунок 3
рисунок 3
рисунок 4
В оконе «ширина дорожки» (рисунок 4) указываем толщину нашего режущего инструмента. Например гравер с режущим кончиком 0,6мм. Для удобства дальнейшей обработки ставим галочку «наметить отверстия». Нажимаем «Ок». Сохраняем в удобном для нас месте рисунок 5.
рисунок 5
 Печатная плата электроники – инструкция изготовления
Печатная плата электроники – инструкция изготовленияПосле вычисления траектории обработки плата будет выглядеть следующим образом , рисунок 6:
рисунок 6
Наглядно можно отследить путь прохождения фрезы и количество меди, которое она снимет. Для удобства отображения траектории движения фрезы тонкой линией можно нажать выделенную кнопку, рисунок 7:
рисунок 7
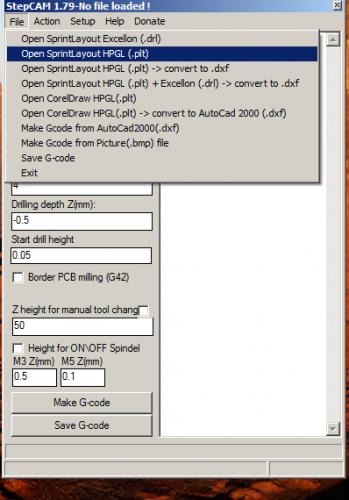
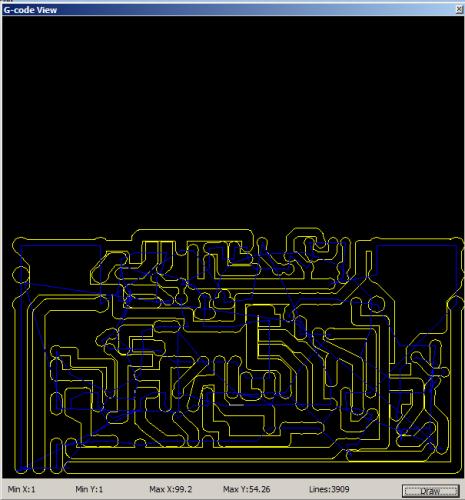
На данном этапе необходимо внимательно отследить траекторию движения фрезы — проконтролировать отсутствие замыкания между проводящими дорожеками не принадлежащими к одоимённой цепи . При выявлении ошибки – исправить и пересохранить файл. Далее необходимо подготовить управляющую программу, для станка. С помощью утилиты Step Cam 1.79 (скачать можно в интернете) открываем наш файл фрезеровки, производим настройку рабочей подачи и глубины резания (зависит от использумого станка, инструмента и материала) и конвертируем в G-code, нажав клавишу Make G-code. Программа на основе файла фрезеровки сгенерирует G-код обработки. Увидеть результат генерации G-кода можно с помощью вкладки Action -> Draw G-code. Если ничего не отобразится – нужно кликнуть мышью в окошке, рисунок 8. Опытным путем подбиаем глубину фрезеровки, стараясь настроить станок так, чтобы фреза/гравер снимал только слой меди, с небольшим перерезанием. Данный параметр зависит от толщины медной фольги фольги используемого текстолита.
Нажимаем Save G-code. Файл готов. Загружаем файл в Mach3,проводим визуальный контроль загруженного файла. Выставляем нули на станке, запускаем обработку. Для сверлнения отверстий в плате и вырезания по контуру настройка и подготовка файлов аналогична. Примерные настройки указаны на рисунках 9 и 10.Сверление рисунок 9:
рисунок 9
Фрезеровка платы по контуру, рисунок 10:
 Макетная плата для монтажа без пайки для Ардуино
Макетная плата для монтажа без пайки для Ардуинорисунок 10
Сохраняем настройки для сверления и фрезеровки контура отдельно. Загружаем в Step Cam. Указываем глубину обработки, в зависимости от толщины используемого текстолита, с небольшим перерезанием. К примеру при толщине текстолита 1,5 мм выставляем для сверления 1,6-1,7 мм. Фрезеровку по контуру желательно выполнять в 2 – 4 прохода, в зависимоти от характеристик режущего инструмента. Для этого задаем в Step Cam глубину погружения при фрезеровке 0,5 мм, а затем после каждого прохода на станке вручную опускаем по оси «Z» инструмент и обнуляем.
Некоторые нюансы работы на станке при изготовлении печатной платы:1. Поверхность рабочего стола должна быть максимально плоской и ровной. Один из вариантов добиться этого – сделать «жертвенный стол» из фанеры и отторцевать его. Для этого к основному рабочему столу станка крепится лист фанеры, а затем с помощью крупной фрезы фрезеруется «ложе» под плату на небольшую глубину (1-2мм).2. Стеклотекстолит не всегда идеально ровный материал, и толщина его тоже может варьироваться. Поэтому резать необходимо с небольшим перерезанием. Некоторые опытные люди специально составляют карты высот, для более точной обработки. Степень перерезания определяется опытным путем. 3. Для фрезеровки можно использовать гравер типа «пирамидка» с кончиком от 0,4 до 1мм. Для сверления существуют сверла на 0,8-1,5мм с хвостовиком под стандартную цангу 3,175мм. Вырезать по контуру лучше всего фрезой «кукуруза» 2-3мм. 4. Инструмент каждый раз меняется вручную. Для этого после выполнения, например фрезеровки дорожек, останавливаем шпиндель, станок оставляем в режиме удержания. Поднимаем режущий инструмент на удобную для замены высоту, меняем. После этого производим выставление нуля по оси «Z». И так при каждой смене инструмента. Координаты X и Y не обнуляем. 5. Не забываем, что стеклотекстолит не самый полезный материал для организма. Особенно вредна пыль текстолита для дыхательных путей. Поэтому желательно организовать вытяжку или иным другим способом удалять лишнюю пыль из области резки. Можно например периодически смачивать печатную плату водой или друой подходящей жидкостью, с помощью медицинского шприца. Неплохо с задачей защиты дыхательных путей справится влажная повязка на нос/рот или респиратор.
!Статья носит ознакомительный характер, основана на личном опыте автора и не является единственно верным и возможным решением.
Фрезеровка проводников печатных плат
▌Станок Для гравировки платы нужен фрезерный станок ЧПУ. Кудаж без него. У меня тут какой то китаец без роду и племени. С рабочим столом 200 на 200мм и 12мм валами.
Стоит на нем такой же безродный коллекторный шпиндель на 350Вт, дающий около 15000 оборотов. Довольно мало, надо сказать. Хорошо бы от 30 000, а лучше 50-100 тысяч.
Управляется все простейшей платкой опторазвязок на LPT порт.
Через MACH3, на который натянут скринсет от Михаила Юрова. Нагугливается на каждом углу.
 Радиолюбительская технология: производство печатной платы прототипа на китайской фабрике
Радиолюбительская технология: производство печатной платы прототипа на китайской фабрикеБез него интерфейс MACH3 ничего кроме рвотных позывов не вызывает обычно. Вырвиглазная дичь. Особенно с непривычки.
Про сам станок, его конструкцию, настройку и работу если кому то будет интересно я расскажу в другой раз. Там нет ничего сложного, все делается интуитивно и дубово.
▌фрезы
Основной инструмент который нам нужен — это гравировальный штихель. Вот такая вот коническая фреза. Чем острей тем лучше. Ходовые размеры острия в 0.1мм (если хотите забацать что то уровня LQFP и с дорогами в 0.3мм) и 0.2мм для более крупных корпусов вроде SOIC и широких, под 0.5мм, дорожек. Также не помешат такого же плана фреза, но с режущей кромкой 1 или даже 1.5мм — пригодится если придется не просто гравировать изоляцию контуров, а нужно будет сносить целые полигоны.
Также нужны будут сверла. У меня три размера используется. 0.4..0.6мм для переходных отверстий. 0.8…1мм для обычных TH компонентов и 3мм для крепежных отверстий под всякие потенциометры, энкодеры, крепежные отверстия в плату и так далее. Чтобы было удобней, я держу инструмент сразу в цанге-гайке. Так как правило не всегда удается подобрать все под одну цангу. А достать цангу из гайки, особенно если это цанга маленького размера, бывает сложно. Поэтому проще иметь штук пять гаек и цанг под все случаи жизни. И держать их такими вот наборами.
Для обрезки платы используется фреза «кукуруза» диаметром 2…3мм, лучше 2. Не так много опилок и нагрузка на станок меньше.
Плата просто приклеивается к жертвенному столу скотчем. Кстати, стол можно сфрезеровать под ноль, тогда все огрехи геометрии станка по крайней мере будут повторять форму подложки, что позволит повысить точность. Но я этого делать не стал, хотя у меня расхождение между углами составляет около миллиметра. Просто к гладкой ламинированной МДФ панели лучше клеится текстолит и при удалении скотч отрывается сразу полностью, не размазываясь по волокнистой структуре МДФ. Разница как… отрывать скотч от лакированного стола или от картонной коробки. Коробка срывается с мясом. Тут так же почти. Потому не фрезерую.
▌Сканирующий софт Чтобы компенсировать кривизну стола, а у меня она особо кривая, я провожу сканирование поверхности, строя карту высот. Сначала надо подготовить карту высот:
Вообще в Mach3 есть свой визард для этой цели. Искать в меню Wizard-Pick Wizard…-Digitize Wizard, откроется вот такая хреновина:
Где можно указать размер общупываемой поверхности (Width и Height of area), безопасную высоту перемещения щупа (Z travel), глубину до которой щуп будет искать поверхность (Z Axis Probe Depth). Stepover это шаг по осям, а FeedRate скорость с которой щуп пойдет до поверхности. Чем быстрей тем быстрей сканирование, но по инерции он может попасть чуть глубже чем надо. Поэтому тут надо ловить баланс. Потом жмете Create and Load Gcode и у вас в мач сразу же будет загружен готовый код сканирования. Я не пользуюсь этим визардом потому, что он не очень удобный. Куда проще сгенерировать код в той же проге которая будет править код плана резки. Это G-code Ripper.
Брать его с официального сайта Не забыв передать привет мудилам из Роскомнадзора, которые его заблокировали как экстремистский. Так что применяйте прокси-плагины (Opera Turbo вполне подойдет или FriGate плагин для Chrome, только там надо будет вручную вписать адрес этого сайта).
Итак, запускаете G-code Ripper. Эта штука, как и flatcam тоже написана на питоне и тоже имеет консольный интерфейс (впрочем я в нем пока сам не разбирался, а так, думаю, можно вписать ее в наш злой батник). А пока же втыкайте в его GUI.
И что же мы видим:
Вот такое главное окно программы. Нам надо выбрать в левом нижнем углу Auto Probе и через меню File загрузить гкод нашей гравировки. Сначала давайте сторону которую будем резать.
Получили наш план резки и белые крестики поверх. Крестики это точки ощупывания. Обратите внимание на расположение осей координат, туда вы должны будете потом пригнать щуп. А пока займемся пересчетом и вводом параметров программы:
Probe Offset — это смещение щупа относительно инструмента. У меня щупом является сам инструмент, поэтому тут нули. Probe Z Safe — безопасная высота сканирования. Зависит от кривизны вашей системы. У меня разброс под миллиметр и потому я поставил 2. А вообще при ровном столе достаточно и 0.8 мм. Чем ниже тем быстрей сканирование. Опускаться то меньше! Probe Depth — предельная глубина на которую пойдет щуп. У меня 0, т.к. в данном случае начало координат стоит в самом низком углу моего стола. А вообще можно и в минус немного загнать, скажем на -0.5. Хуже не будет. Probe Feed — скорость опускания. Меньше — точнее, но дольше скан и шуму больше. У меня 100мм/мин. Х/У Points это сколько точек по вертикали и горизонтали снять. Вон те самые белые крестики. Габариты платы он сам выберет. Pre и Post коды я оставляю пустыми, т.к. никаких дополнительных кодов перед и после программы мне не надо. А вот счастливые обладатели ченейджера могут, например, автоматом специальный щупательный инструмент вытащить, а потом убрать обратно. Controller у меня MACH3 и, собственно, все.
Жмем Save G-code File Probe Only, получаем файл с гкодом, шлем его в станок и идем щупать плату.
Как же станок будет сканировать поверхность? Для этого у станка есть щуп. Когда щупа касается масса, то станок это чувствует. За массу у меня принят шпиндель. Вот та пластиковая приблуда, что окружает его крыльчатку это держатель щетки. Которая сделана из старой фрезы и втыкается в центр вала, на подпружиненном крепеже. Почему я просто не подал массу на корпус шпинделя? А потому, что через его подшипники довольно хреновый контакт. Он может пропадать в зависимости от угла поворота. А так он прям по валу дойдет до цанги, а внутри цанги еще маленькая пружинка подведет контакт прямо к инструменту. А сам щуп представляет собой пластину известной толщины (где то 0.5мм) на проводке. Если мне надо выставить инструмент точно на 0 я кладу в нужное место пластину, прижимаю ее пальцем к поверхности и даю команду на поиск нуля. Станок тычется в пластину инструментом, потом учитывает толщину и осознает текущую высоту кончика инструмента. Подняв при этом инструмент на 2.5мм.
В случае же с текстолитом мне нужно просто положить контакт щупа на медь, закрепить изолентой, чтобы не убежал и сделать поиск поверхности. Координата, конечно, выставится не верно. Т.к. в этом случае нет толщины самого щупа. Но это не важно. Главное теперь можно вручную, вводя команду G1 Z-2 (почему -2? А потому, что по моему скрипту после нахождения у меня инструмент подпрыгнет на 2.5мм, а 0.5 толщина пластины щупа, т.е. фактически его координата станет 2мм), опустить инструмент почти до уровня текстолита. Почему почти? А для больше точности не помешает поймать самый нежный контакт, а автопоиск довольно груб, т.к. у станка есть некоторая инерция и он немного промахивается. А вот если завести инструмент почти на ноль, а потом вручную, командами G1 Z## сдвигая на сотку-другую вверх или вниз добиться того, что кнопка индикатора начнет мерцать (а она у меня меняет цвет когда происходит касание щупа) от малейшей вибрации в помещении. Скажем когда кто-то мимо прошелся. Да, само собой при этом мы выставляем координаты Х и У в будущий ноль координат исходя из нашей платы. Не путать с нулем станка (машинные координаты).
Дальше, когда ноль найден, то надо обнулить координаты по XYZ и запустить программу сканирования, указать в какой файл записать данные и получить текстовый файл примерно вот такого вида:
Тут все и так ясно — это просто координаты по осям где инструмент коснулся поверхности. Что нам, собственно, и нужно.
Возвращаемся в наш Gcode-Ripper и делаем там Read Probe Data File и наши крестики становятся черными:
Готово. Осталось теперь нажать для верности кнопочку Recalculate и сохранить скорректированный файл. Save G-code File Adjusted. Если теперь их сравнить в каком-нибудь NC-Corrector’e то на виде сбоку будет видно, что у нового файла появился рельеф дна 🙂
старый:
новый:
Таким же макаром правим и обрезку по контуру, иначе вы рискуете не дорезать до конца или наоборот задрать стол. Он, конечно, жертвенный, но лучше обходиться без жертв.
Ободрали изоляцию. Получилось хреново, потому что фреза 0.2 да еще и тупая. А тут бы 0.1 и поострей. Лохмы образуются потому, что контур надо бы обходить в двух направлениях, т.к. фреза когда идет по фольге с одной стороны пропила режет чисто, с другой махратит. И надо обратный проход сделать, снять заусенки. А флаткам не делает его или я не научился еще. Поэтому я их обычно сношу мелкой шкурочкой в пару движений. Еще можно снизить подачу реза, будет намного чище. Или, если шпиндель позволяет, обороты повысить. Вон LPKF Protomat жарит на 100 000 оборотах и там гладенько все.
А это вот уже практически готовая плата. Четыре огромные дырки на месте кнопки это я хорошо факапнулся на эпизоде смены инструмента при сверлении. Когда выложу видео там увидите сами. Надо было поставить после 0.8мм сверла 1мм сверло (или просто нажать «далее», чтобы тем же 0.8мм просверлить), а я не прочитал что мне предложил поставить станок, забыл, что там еще миллиметровые отверстия есть и воткнул сразу 3мм и он мне их весело засверлил 🙂 ЧПУ не прощает ошибок.
Вот как то так. Да, на двусторонке, после переворота текстолита, надо еще раз его простучать щупом.
Кроме обещанной видяшки которую я хз еще когда смонтирую (ненавижу это дело) будет еще одна две статейки по флаткаму и мне тут товарищ набросил альтернативный метод. Я его сверстаю и скоро выложу. На этом тему наверное закрою. Т.к. ну чего там еще рассусоливать то? 😉
Добавить ссылку на обсуждение статьи на форумеРадиоКот >Лаборатория >Радиолюбительские технологии >
Печатная плата дома, или как изготовить печатную плату дома с использованием станка ЧПУ. Автор: Sailanser Опубликовано 30.01.2014 Создано при помощи КотоРед. Почти все радиолюбители изготавливают печатные платы дома. Причин тому несколько, собрать понравившееся устройство, посмотреть как будет выглядеть собственная разработка которую уже после тестирования и настройки можно запустить и в серию изготовив на красивых заводских платах, либо сделать такие же заводские платы дома используя метод металлизации, с паяльной маской и шелкографией устанавливаемых компонентов. Постепенно радиолюбители обзаводятся таким нужным и полезным оборудованием как станок ЧПУ.
Часть первая: Рисование принципиальной схемы и трассировка будущей платы. Для рисования будущей печатной платы существует множество программ это и всеми любимая Sprint Layout и PCad и OrCad и Altium Designer и Proteus и Eagle и DipTrace и т.д. Объединяет их всех одно, все они предназначены для рисования, трассировки и последующего изготовления печатной платы.
Часть вторая: Подготовка необходимых файлов для последующего изготовления платы. В прошлой части была нарисована схема, сделана трассировка будущей печатной платы. Теперь настало время сделать подготовку необходимых файлов для ее последующего изготовления. Ввиду того что сама будущая плата довольно простая файлов потребуется не так и много. Это будет файл топологии будущей платы (платы делаю фоторезистивным методом, с использованием негативного пленочного фоторезиста), файл сверловки отверстий для станка ЧПУ и файлы последующей обрезки по контуру для вырезания заготовки и для вырезания уже готовой платы для станка ЧПУ. Первым делом необходимо посмотреть правильно ли указаны диаметры всех отверстий на будущей печатной плате. Для этого нужно выбрать File, Run
После чего откроется папка с пользовательскими скриптами для выполнения тех или иных операций и действий и в ней выбрать файл statistic-brd.ulp который покажет полностью статистику по нарисованной печатной плате.
После его открытия перейти на вкладку Drill/Hole. На ней сразу будет виден список отверстий и их количество и так же будет необходимый список сверл для их сверления.
Откроется окно Cam Processor-а где необходимо выбрать тип выходного файла для топологии платы, так же там можно настроить необходимые типы файлов для последующего изготовления на производстве или же для выкладывания на форуме или для экспорта в другие программы. Так же настройку Cam Processor-а можно сохранить в виде отдельного файла для последующих выводов файлов и для того что бы все не настраивать заново.
В данный момент мной из Cam Processor-а будет выводиться:
Аналогичным образом нажимая на кнопку Add добавляю вкладки, даю им имена, выбираю необходимые слои для вывода.
После того как отмечены все слои на вкладках хотел бы обратить внимание на пару моментов в слое с негативным шаблоном топологии печатной платы установлена галочка на пункте Fill pads эта опция выведет шаблон без отверстий на контактных площадках, они эти отверстия и не нужны отверстия то уже будут просверлены на станке ЧПУ. И на файлах для маски тип вывода не инверсный а обычный. После настройки опций Cam Processor-а эти настройки можно и сохранить для того что бы в будущем уже ничего не настраивать а просто формировать файлы различных плат.
Следующим шагом необходимо подготовить еще три файла это файл сверловки отверстий , файл обрезки платы по внешнему контуру и файл обрезки по внутреннему контуру. Для сверловки отверстий и обрезки платы большинство радиолюбителей используют программу для ЧПУ под названием Mach3. К сожалению стандартными средствами программы Eagle подготовить файлы сверловки и обрезки по контуру для программы Mach3 нет. Хочется надеяться что разработчики все таки введут эту опцию в более новых версиях. Программа Eagle все таки больше предназначена для заводского изготовления плат. Но и тут не все так страшно как кажется на первый взгляд. Для этого идем на сайт разработчика программы и оттуда скачиваем UPL скрипт под названием pcb-gcode после чего помещаем его в папку с UPL скриптами ( там два файла это pcb-gcode-setup и pcb-gcode) после чего выбрав команду File, Run
Generate top drills: Делать файл сверловки со стороны Top т.е сверху. Единицу измерения выставить на миллиметры и поставить галочку в поле Generate milling т.е сделать и файл обрезки будущей платы по контуру. На следующей вкладке необходимо установить такие параметры как Z High верхняя точка при перемещениях это если на плате присутствуют высокие крепления или крупные болты, Z Up высота перемещения между выполняемыми операциями, к примеру при переезде от одного отверстия к другому, Drill Depth это глубина сверловки. Milling Depth это глубина последующей фрезеровки по контуру платы. Drill Dwell оставить в нулях, это время в секундах сколько будет находиться сверло в нижней точке после того как просверлит отверстие. Set Up Time время в секундах необходимое для того что бы шпиндель раскрутился вышел на необходимые обороты. Position X,Y,Z тут указывается куда будет отъезжать шпиндель для смены сверла на другое. Я для себя поставил поднять его на 10 мм и отъехать в нулевую точку по X и Y. И напоследок в окошках параметра Feed Rates указал с какой скоростью перемещаться от отверстия к отверстию и с какой скоростью сверлить отверстие. Эти параметры выставляются в зависимости от модели станка. Поэтому на скриншоте стоят минимальные. На следующей вкладке выбирается система для которой необходимо подготовить G коды. В моем случае это Mach3. На следующей вкладке можно указать вставлять ли комментарии в файлы такие как диаметры инструмента режимы резки и прочее. В полях параметра Other Options можно выбрать такие поля как вставка пользовательского кода, включать или нет режим отладки, автоматом опускаться по оси Z в нулевые координаты после смены инструмента и вращать ли плату по Y вместо X и менять ли соответствующим образом код или нет. Мне все эти опции не пригодились поэтому я их и не активировал. И последняя вкладка содержит всего одну кнопку которая сбрасывает все параметры на параметры по умолчанию. Может пригодиться если запутаться в настройках. После чего остается только нажать на кнопку Accept and make my board, Применить и сделать файлы с моей платы. После чего с помощью того же Cam Processor-а делаю файлы Gerber-a. И вставляю полученные файлы Gerber-а уже непосредственно в программу Sprint Layout. Для этого открываю программу Sprint Layout и выбираю Файл, Gerber импорт. После открытия соответствующего окна импорта Gerber файлов выбираю для каждого слоя свой необходимый файл. Отдельно хотел бы остановиться на файле сверловки он по умолчанию дюймовый и дабы отверстия правильно отобразились и совпали идеально, подходят параметры как на скриншоте. Так же если потом нажать на отображении платы на окне импортирования видно что все слои на месте и файл отверстий так же на месте. Теперь остается только нажать на кнопку Импортировать, и потом сохранить полученный файл. Следующим шагом можно посмотреть какие отверстия есть на плате и где они расположены может захочется подкорректировать какой то из диаметров. Для этого достаточно просто нажать на кнопку Селектор. И тут же становится видно какие диаметры сверл нужны и где располагаются непосредственно сами отверстия с этим диаметром. Теперь из программы Sprint Layout выведены все необходимые файлы но их необходимо немного доработать т.к Sprint Layout выводит файлы не понятные для системы Mach3. Достаточно взглянуть только на файл сверловки. Но это легко поправимо с помощью небольшой программы под названием StepCam которая написана автором под ником Sergey за что ему огромная благодарность. Программа позволяет привести к удобному виду и файлы сверловки и файлы гравировки или обрезки. Разжиться ее можно тут https://cncrouter.ru/forum/index.php?showtopic=367&st=0После запуска программы видно вот такое окно. Нажимаю на Файл и сначала выбираю файл сверловки. После чего ввожу необходимые параметры для сверловки такие как скорость перемещения от одного отверстия к другому высоту при холостых перемещениях и высоту при смене инструмента (сверла) и если необходимо можно заполнить и данные на вращение шпинделя M3 M5 это если он управляется платой контроллера, после чего жму на кнопку Создать УП и в окошке справа уже вижу переделанный файл сверловки. После чего остается нажать только на кнопку Сохранить УП и в каталоге с выведенными файлами появится переделанный файл сверловки. Таким же образом переделываются и файлы для обрезки по контуру, с небольшой разницей необходимо поставить галочку что это контур ПП и тогда включится компенсация радиуса инструмента которым будет вырезаться плата по контуру. Часть третья: Непосредственное изготовление платы. В предыдущих двух частях были сделаны следующие вещи, нарисована схема по ней сделана трассировка печатной платы, были подготовлены необходимые файлы для топологии печатной платы, файлы сверления и файлы обрезки по контурам. Теперь настало время изготовить саму плату. Это не очень хорошо ввиду того что в дальнейшем потребуется обрезка готовой платы по контуру поэтому файлы сверловок надо немного подправить. Сделать это можно очень просто. Файлы сверловок и последующих обрезок по контуру это просто текстовые файлы. Так что открываю файлы сверловок в текстовом редакторе и добавляю пару строк, тем самым говорю станку ЧПУ что бы он после того как просверлит последнее отверстие вернулся в нулевые координаты. Что я и сделал после чего концовки файлов сверловки стали выглядеть так. Сначала поднять ось Z а потом уже ехать в нулевые координаты. Если сделать наоборот, сначала сказать ехать в нулевые координаты по осям X и Y а потом поднимать ось Z, можно весьма весело понаблюдать как станок поедет через всю плату одновременно поднимая ось Z ломая сверла, а в случае с фрезой если не выключается вручную шпиндель то и перепиливая половину платы. В открывшееся окошко ввел текст следующего содержания: Rem VBScript To probe In the z axis И сохранил. В результате ось Z едет вниз со скоростью 100 мм/мин, опускаться вниз она будет не больше чем на 50 мм и при касании сверлом или фрезой пластины поднимется вверх на расстояние равное 10мм+толщина пластины. В моем случае при установках в 10мм и 1,5мм т.е подняться на 10 мм и толщина куска стеклотекстолита 1,5мм это будет 11,5 мм. Вот и все теперь можно посверлить обычными мелкими сверлами или сверлами без ограничительного кольца на нем не беспокоясь о том на сколько сверло или фреза вставлены в патрон шпинделя. Аналогичным образом поступаю с файлом печатной платы подготовленной в программе Sprint Layout. Печатная плата готова, теперь остался один последний процесс обрезать ее по контуру. Вот для этого и пригодятся отверстия для позиционирования. В них будут вставлены штифты на штифты уже одета и зафиксирована плата, и потом просто обрезана но уже по внутреннему контуру. В итоге по результатам подобного заметил что штифты хоть и 3,17 но видно не совсем точные в отверстиях сидят не очень плотно, поэтому заготовку откуда вырезается сделанная плата дополнительно еще прихватил шурупами для надежной фиксации. И вот сама готовая плата. Фотографию первой горизонтальной платы к сожалению не привожу по той простой причине что ее умудрились стащить прямо из под станка, и категорически не хотели отдавать для фотосессии. Заключение. Также хотелось бы напомнить всем кто работает или только собирается начать работу со станками ЧПУ что работы производятся с полным соблюдением Техники Безопасности, наличие защитных очков обязательно, т.к отлетевший кусок плохо закрепленной заготовки или ее части может натворить много бед. И традиционно список инструментов и материалов:
И в конце как обычно файлики используемые в статье. Хочется сразу предупредить что файлы тестовые, для ознакомления и каждому кто захочет их применить на станке придется их корректировать. Файлы:Тестовые файлы EagleТестовый файл Sprint Layout Все вопросы в Форум. —>
Эти статьи вам тоже могут пригодиться: DIP(8,16) в место SOP(8,16)Меднение металлов в персульфате аммония.Лужение печатной платы в глицеринеВанна для травления с контроллеромУльтрафиолет по-китайски. GTL-3 — бюджетный стиратель УФ-ПЗУ. |










—> —> SELECTORNEWS — покупка, обмен и продажа трафика —> —>Используемые источники:
- https://cncmodelist.ru/stati/231-izgotovlenie-pechatnykh-plat-na-chpu-stanke.html
- http://easyelectronics.ru/gravirovka-pechatnyx-plat-na-chpu-frezernom-stanke-chast-vtoraya-instrumentalnaya.html
- https://www.radiokot.ru/lab/hardwork/92/
</tr></trp_imgslider></table>
 Плата Arduino Uno R3: схема, описание, подключение устройств
Плата Arduino Uno R3: схема, описание, подключение устройств Гугл Диск — войти в аккаунт, скачать Google Drive и использовать возможности облачного хранилища
Гугл Диск — войти в аккаунт, скачать Google Drive и использовать возможности облачного хранилища Изготовление печатных плат ЛУТ'ом от А до Я
Изготовление печатных плат ЛУТ'ом от А до Я Ручка для ножа — идеи интересного дизайна ручной работы (68 фото)
Ручка для ножа — идеи интересного дизайна ручной работы (68 фото)