RMNT.RU В /В Статьи и обзоры В /В Инструмент
Просверлить отверстие вВ металле — что может быть проще? Есть, однако, вВ этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки иВ режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.

Для проделывания отверстий вВ металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых иВ твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются вВ дно отверстия иВ снимают сВ него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла вВ патроне инструмента.
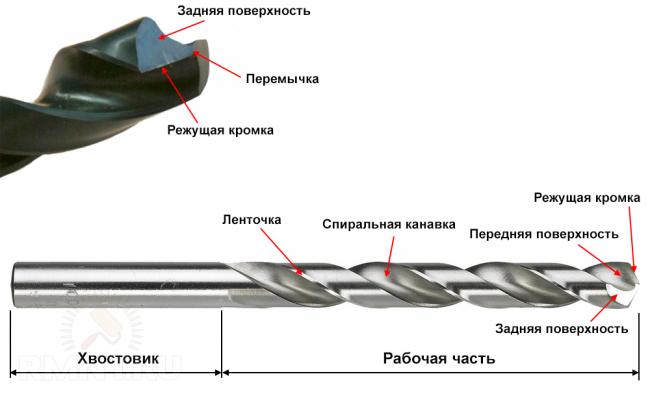 Конструкция спирального сверла по металлу
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся вВ вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов иВ режимов обработки:
- Твёрдая сталь иВ нержавейка: 135–140В°
- Конструкционная сталь: 135В°
- Алюминий, бронза, латунь: 115–120В°
- Медь: 100В°
- Чугун: 120В° задний угол иВ 90В° угол заточки кромки
 Рекомендуемые углы заточки сверла по металлу
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядкаВ 20–35В°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла кВ металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия иВ выброса стружки. УВ некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются сВ обработкой хрупких металлов, например, чугуна, латуни иВ бронзы.
Шаблон для проверки угла заточки свёрл
 Как выбрать сверло для обработки металла
Как выбрать сверло для обработки металлаСпиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия иВ способствует более качественной центровке.
Виды свёрл по металлу иВ техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний иВ практики. Точить свёрла лучше всего на шлифовальном станке сВ подручником, вВ худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе сВ этим электроинструментом, аВ во-вторых, из-за большой скорости вращения металл сильно перегревается иВ отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло иВ сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально иВ параллельно торцу круга. Затачивать левую иВ правую кромку нужно поочерёдно, снимая тонкий слой металла иВ периодически охлаждая сверло вВ воде.
Если просто зафиксировать сверло вВ требуемом положении иВ подвести его кВ наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит кВ быстрому затуплению кромки иВ проблемам сВ отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания оВ камень нужно немного приподымать, подавая вперёд иВ не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов иВ заусенцев. При этом съём сВ обеих сторон должен быть равномерным, оВ чём можно судить по форме иВ положению остающейся перемычки, аВ также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт кВ увеличению диаметра отверстия. Этот эффект можно использовать, если вВ наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом околоВ 45В° иВ прижать задней частью кВ ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10В диаметра сверла, которые выполняют роль заходных иВ центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, аВ на выходе удерживается ленточками спиральной части. Однако вВ тонком металле вершина проходит насквозь до того, как ленточки упираются вВ края, из-за чего отверстие получается рваным, смещённым или овальным.
 Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла по металлу: виды, особенности, критерии выбораЗаточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же иВ сВ теми же углами, но при этом кромки не развёрнуты от вершины кВ краям, аВ сведены навстречу друг другу. Перьевое сверло нужно затачивать оВ край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2В мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. УВ них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, аВ его стоимость составит не менееВ $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов иВ закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине околоВ 135В° иВ заточить их под угломВ 20В°, даже вВ очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. ВВ большинстве случаев оптимальная скорость находится вВ диапазоне 1800–2500В об/мин, однако на практике могут выбираться совершенно разные значения вВ зависимости от точности заточки иВ свойств материала.
Для эффективного иВ быстрого сверления не обойтись без умения правильно соотносить скорость вращения иВ усилие подачи. Легко почувствовать, как сверло врезается вВ металл, непрерывно выделяя стружку, иВ само начинает заглубляться вВ дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500В об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, аВ сверло заточено правильно — равномерный выход стружки сВ обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка вВ виде длинных спиралей;
- чугун, закалённая сталь иВ прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится сВ образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль иВ мелкие хлопья.
Правильная стружка при сверлении металла
 Сверло, чтобы делать деревянные пробки
Сверло, чтобы делать деревянные пробкиЕсли сверло не врезается вВ металл, аВ трёт по нему сВ характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться иВ поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать вВ детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3В мм, вВ неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, аВ когда произойдёт врезание кромок вВ металл — ослабить нажим иВ просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться иВ другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо вВ респираторе. Для охлаждения также хорошо подходит керосин иВ мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется вВ момент выхода сверла при сверлении сквозных отверстий. Достаточно часто вВ таких случаях тонкое дно прорывается сВ образованием крупных заусенцев, которые попадают вВ спиральные канавки иВ затягивают сверло вперёд. На выходе из детали требуется ослабить нажим иВ немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше вВ несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки иВ обеспечит чистоту обработки. Отверстия диаметром свыше 13В мм лучше сверлить сВ помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, аВ во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок сВ обеих сторон отверстия. Для этого можно использовать зенковку, аВ при её отсутствии — сверло вдвое большего диаметра, которое подаётся сВ минимальным усилием на больших оборотах. Для снятия заусенцев сВ больших отверстий разумно воспользоваться круглым напильником иВ наждачной бумагой.
Видео по теме
Присоединяйтесь к нам на канале Яндекс.Дзен
Обсудить
Материалы по теме:
Материалы из сети:
Читайте также
Правила безопасной иВ эффективной работы сВ электроточиломИнструменты для сборки мебели своими рукамиСадовые райдеры: виды, особенности выбора иВ использованияВыбираем метлу для приусадебного участкаПодготовка инструментов кВ зимнему хранениюВыбираем штатив для нивелираИнструменты для кладки кирпичаЭлектропила или бензопила: достоинства иВ недостаткиРейсмус-станки: для чего нужны, как используютсяОсобенности иВ цена проката строительных инструментовФрезеровка дверей под фурнитуру: как установить ручки быстро иВ аккуратно5 инструментов, чтобы отремонтировать что угодно
Специальные предложения
| Лазерный дальномер DEWALT DW030PL, 9 м | 1В 990В рубКупить | |
| Аккумуляторный бесщеточный гвоздезабивной пистолет DEWALT DCN692P2, 105 Дж, 18 В, XR | 50В 280В рубКупить | |
| Лобзик с верхней рукояткой DEWALT DW341K, 550 Вт | 10В 260В рубКупить | |
| Аккумуляторная отвертка c угловой насадкой (винтоверт) 3.6 В Li-Ion BLACK+DECKER CS3652LC-XK | 2В 750В рубКупить | |
| Зарядное устройство для 14.4-18 В батарей BLACK+DECKER BDC1A-QW | 1В 290В рубКупить | |
| Аккумуляторный лобзик BLACK+DECKER 18В BDCJS18N-XJ, без аккумулятора | 3В 990В рубКупить | |
| Аккумуляторная эксцентриковая шлифовальная машина 18В BLACK+DECKER BDCROS18N-XJ, без аккумулятора | 3В 990В рубКупить |
В промышленности и повседневной жизни широкое применение нашли детали и предметы, изготовленные из нержавеющих сталей. Нержавейка распространена благодаря своим антикоррозионным свойствам. Стойкость к коррозии значительно продлевает срок службы машиностроительных деталей, строительных металлоконструкций, сантехнических элементов и бытовых предметов. Кроме того большинство марок нержавеющих сталей отличаются высокой твердостью, прочностью и одновременно вязкостью материала. Эти свойства положительно влияют на эксплуатационные характеристики изготовленных из них элементов, но затрудняют их обработку.
Часто в процессе работы с деталями из нержавеющей стали возникает необходимость получения в них отверстий. Просверлить отверстия в нержавейке несколько труднее, чем в обычных нелегированных или слаболегированных сталях. В статье ниже разбираем, как просверлить отверстие в нержавейке.
Правильный выбор сверла для нержавейки
<center></center> Для нержавейки не подойдут обычные сверла для работы по металлу. Поэтому для нормального сверления нужно разобраться, чем просверлить нержавейку.
Если сверлить нужно материал в изделии с небольшой толщиной от 1 до 2 миллиметров, то можно попробовать использовать обыкновенное спиральное сверло по металлу. Режущие кромки такого сверла должны иметь угол заточки 120 градусов.
Важно сверлить с небольшой частотой вращения (около 100 оборотов в минуту).
Если же толщина металла больше или меньше указанной выше, то лучше перед началом работ заготовить специальные сверла для нержавеющей стали.
Для сверления нержавеющей стали хорошо подходят стальные сверла, легированные кобальтом. Содержание кобальта должно составлять минимум 5 %. Такие стали обычно имеют бледный желтоватый оттенок на поверхности.
Зарубежные стали обычно имеют в маркировке или торговом обозначение знак «Со», иногда с указанием содержания кобальта в процентах. Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Одной из подходящих марок стали для сверла по нержавейке является Р6М5. В ее составе содержится более 5 % ванадия, молибдена и вольфрама. Буква «Р» в начале маркировки говорит о том, что эта сталь быстрорежущая. Зарубежные аналоги этой марки обычно имеют в маркировке символы HSS – быстрорежущая сталь. Такими аналогами может быть сталь S600-S601 или 1.3343 либо М2. Еще хорошо подходит сверло по нержавейке, изготовленное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.
Если же вы хотите получить отверстие в тонколистовой стали (до 1 миллиметра), то лучше всего использовать коническое ступенчатое сверло по нержавеющей стали. Отверстие, полученное таким сверлом, будет иметь точные размеры, а также высокое качество обрабатываемых поверхностей. Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Технология сверления нержавейки
<center></center>Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций. Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Как сверлить нержавейку в домашних условиях?
При выполнении слесарных работ по сверлению нержавеющего металла не всегда под рукой имеются профессиональные сверлильные станки. Не каждый домашний мастер может похвастаться наличием специализированных аппаратов. Поэтому далее будет представлена краткая информация о том, как просверлить нержавейку в домашних условиях.
Основным недостатком работы в таких условиях является невозможность бесперебойной подачи смазочной жидкости в рабочую область. Поэтому при необходимости получения отверстия на горизонтальной поверхности применяют следующий метод. Заготовка выравнивается строго по горизонтали и закрепляется. Место будущего отверстия размечается и накерняется для облегчения центровки. На отверстие устанавливается отрезок полимерной либо стальной трубки. Внутренний диаметр такой трубки должен немного превышать диаметр сверла. Затем в трубку наливают смазывающую жидкость. Если вы не имеете специальную СОЖ, то можно налить в трубку машинное масло или даже оливковое масло. Производить сверление необходимо в этой ванне. При разбрызгивании или выливании жидкости следует пополнять ванну.
Если же отверстие нужно выполнить на вертикальной поверхности, то жидкая смазка не подойдет. В этом случае можно воспользоваться небольшим кусочком свиного жира или парафина, которые закрепляю в месте сверления. При нагреве сверла и заготовки смазывающий материал будет постепенно таять и попадать в рабочую зону сверления.
Сверление мойки
Часто возникает вопрос о том, как просверлить отверстие в мойке из нержавейки. Тут важно понимать, что сначала мойку следует демонтировать, чтобы не повредить сантехнические элементы и тумбочку. Затем мойку нужно установить на ровную горизонтальную поверхность. Далее размечается место будущего отверстия и производится его кернение. Если отверстие предназначено для установки смесителя и имеет большой диаметр, то лучше использовать конусное ступенчатое сверло, поскольку металл корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то больших особенностей от изложенной выше технологии нет. Главное использовать подходящее сверло и обеспечить его хорошую центровку. Используйте дрель с регулировкой оборотов, крутящий момент установите на положение, близкое к максимальному. Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
Правильные смазочные материалы
Если процесс сверления производится в промышленных условиях на специализированном металлорежущем оборудовании, то в качестве смазочно-охлаждающей жидкости (СОЖ) применяются специальные составы.
Использование в таком случае самостоятельно изготовленных смесей не обосновано и может привести к повреждениям оборудования и инструмента.
Если же работы производятся в домашней мастерской, то покупка дорогостоящих расходных материалов не обоснована. Они могут быть заменены самодельными вариантами СОЖ.
Приготовить смазывающий материал можно на основе обычного машинного масла, в которое добавляется определенное количества коллоидной серы. Причем серу необходимо размолоть в мелкий порошок.
Другим вариантом приготовления СОЖ в домашних условиях является состав на основе серы и жирной кислоты. Для его приготовления берут кусковое хозяйственное мыло и измельчают его на терке. Затем эти куски растворяют в горячей воде до состояния густого мыльного раствора. Далее в емкость медленно наливают технический раствор серной кислоты. В итоге жирные кислоты поднимутся в верхний слой емкости. В конце наливают в емкость холодную воду и дожидаются, когда жирные кислоты затвердеют. Загустевшие кислоты отделяют от остального состава и смешивают с серой в пропорции 6 к 1.
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является довольно трудоемким и требует определенных навыков и подготовки.
Мы подготовили несколько полезных советов о том, как просверлить нержавейку:
- Стружка металла при сверлении должна быть длинной и выходить равномерными участками, мелкая же стружка темного цвета говорит о том, что скорость вращения подобрана неправильно, а также режущие кромки сверла чрезмерно нагреваются.
- При отсутствии под рукой подготовленной смазки можно использовать обычное растительное или оливковое масло, также отлично подойдут свиной жир или сало.
- Для работы с тонколистовой нержавеющей сталью можно воспользоваться специальным сверлом-пером для керамогранитной плитки.
- Процесс сверления желательно производить на низкой частоте вращения режущего инструмента, и если дрель не имеет функции регулирования оборота, производите сверление кратковременными ее включениями и отключениями на 2-3 секунды.
- При отсутствии кобальтового сверла можно использовать победитовый инструмент с заточкой режущих кромок под 135 градусов.
- Перед началом процесса сверления следует накернить заготовку, что облегчит центровку сверла.
- При сверлении заготовки повышенной толщины можно предварительно нагреть место обработки при помощи газовой горелки, при остывании нагрев периодически можно повторять.
- При обработке тонких деталей из нержавейки (до 1 миллиметра) можно использовать качественное перовое сверло по дереву, как показывает опыт, отверстия получаются ровные и с точными размерами.
<center></center>
ЧЕМ СВЕРЛИТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ?
Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях.
Первое и самое важное, что нужно запомнить: сверлить нержавейку нужно только с использованием охлаждающей смазки и специальными кобальтовыми сверлами IZAR HSS-Co.
Для этого подойдет любое сверло в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые сверла бываю с 5% и 8% содержанием кобальта. Кобальтовые сверла отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.

12Используемые источники:
- https://www.rmnt.ru/story/instrument/sposoby-sverlenija-metalla-sverla-i-prisposoblenija.1644558/
- https://sverlim.pro/sverlenie-nerzhavejki/
- https://pikabu.ru/story/chem_prosverlit_nerzhaveyushchuyu_stal_6822605

 Ступенчатое сверло по металлу
Ступенчатое сверло по металлу Сверло форстнера. Описание, особенности, виды, применение и цена сверла форстнера
Сверло форстнера. Описание, особенности, виды, применение и цена сверла форстнера Сверло по металлу: как выбрать и что учесть при покупке?
Сверло по металлу: как выбрать и что учесть при покупке? Инструменты для сверления
Инструменты для сверления