ДомойРуки из нужного местаКерно. Сверлим там, где надо!
Все, кто хоть раз пытались сверлить прочные поверхности, знают, как сложно сделать отверстие точно в намеченном месте. Сверло норовит соскользнуть хоть немного в сторону. Приходится несколько раз повторять попытку. А вот если в нужном месте уже есть хоть маленькая лунка, процесс идёт намного быстрее. Но чем её сделать? Для этого придуман специальный инструмент керно, он же кернер.
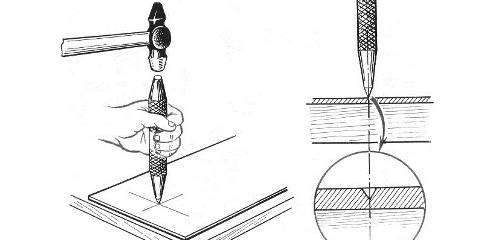
Процесс разметки кернов (лунок для установки сверла) происходит так. Держат его левой рукой. Острым концом инструмент устанавливают в месте предполагаемого отверстия. Правой рукой наносят точный удар молотком по затыльнику (плоской части). На обрабатываемой поверхности появляется след от кернера (керн). Не следует путать это слово с понятием в геологии, где оно обозначает породу, добытую при бурении.
Чтобы рука не скользила по инструменту во время работы, цилиндрическая поверхность покрыта специальными насечками или накаткой. Коническая (рабочая) часть заточена под определённым углом. Чем он острее, тем выше точность разметки. Керно с заточкой 30-45° отмечает центры окружностей, 75° используют при наметке лунки для сверла.
Затачивать керно наждаком не имеет смысла, так как его материал не поддаётся такой обработке.

Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.
Какие бывают?
- ручные;
- автоматические;
- электрические;
- со специальными возможностями (центроискатель для нанесения керна на цилиндрических или шаровидных деталях, прибор для нанесения разметки на нужном расстоянии от края заготовки).
Автоматический кернер даёт возможность:
 Отзыв: Керн автоматический AliExpress - Отличная задумка! Полезный и удобный инструмент.
Отзыв: Керн автоматический AliExpress - Отличная задумка! Полезный и удобный инструмент.- размечать одной рукой;
- работать без молотка;
- регулировать усилие при работе с деликатными материалами;
- получать отметки одинаковой глубины;
- быстрее выполнять работу.

Автоматическое керно позволяет за минуту сделать до 50 ударов при расстоянии 2 см между лунками.
Вместо острия керно в стержень можно вставлять клеймо и клеймить детали.
Автоматическое (механическое) керно на вид немного похоже на металлическую авторучку. Оно состоит из двух камер, в каждой из которых есть свой боек. Первая сделана в виде срезанного конуса. Там находится ударный боек, который и будет наносить керны на поверхность. За ним расположен подпружинно-ударный боек с направляющим штоком. Его пружина немного смещена вбок.
За ним внутри корпуса расположено сквозное отверстие. Во второй камере подпружиненный мощной пружиной поршенёк со скошенной кромкой.
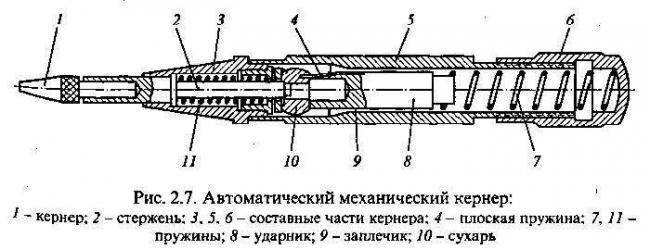
Когда инструмент устанавливают на поверхности и большим пальцем правой руки нажимают на упорный колпачок, ударный боек упирается в край напружиненного поршенька, приподнимая его. Пружина за ним сжимается и создаёт встречное давление.
В конце процесса сжатия происходит центрирование и выравнивание по направлению к первичной камере. Это приводит к тому, что шток срывается и резко проваливается в отверстие.
Давление пружины через промежуточные элементы передаётся на боёк. Он ударяется о поверхность материала, и на ней остаётся лунка от автоматического кернера.
 Многозадачный пружинный кернер своими руками
Многозадачный пружинный кернер своими рукамиВ некоторых моделях нижний боек можно менять, продлевая, таким образом, время службы инструмента.
Силу удара автоматического керна можно изменять, поворачивая упорный колпачок вверху инструмента. При этом пружина под ним ослабляется или сжимается. Минимальная сила удара 10 кГ, максимальная – 15 кГ. Глубина лунки от 0,2 до 0,3 мм.
Электрическое керно
В электрических кернерах внутри корпуса находится катушка электромагнита, наконечник, пружина и боек. После нажатия на корпус он опускается, шайба наконечника, который в это время не двигается, замыкает цепь электромагнита. Удар происходит, когда соленоид втягивает ферромагнитный боек. Он ударяет по наконечнику, оставляя на поверхности метку.
Какое керно выбрать?
Простое керно самое дешёвое, электрическое – значительно дороже. Выбирая для себя инструмент, определитесь, как часто вы собираетесь его использовать. Если только от случая к случаю, то достаточно обычного или недорогого автоматического (чтобы можно было обходиться без молотка). Для профессиональной деятельности покупают качественный механический или электрический.
Главная > Технологии > Разметка изделий из металла
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
 Что такое кернер, его типы, приемы работы, фото
Что такое кернер, его типы, приемы работы, фото- Определение разметки
- Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
- Нанесение взаимно перпендикулярных и параллельных рисок
- Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.
Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
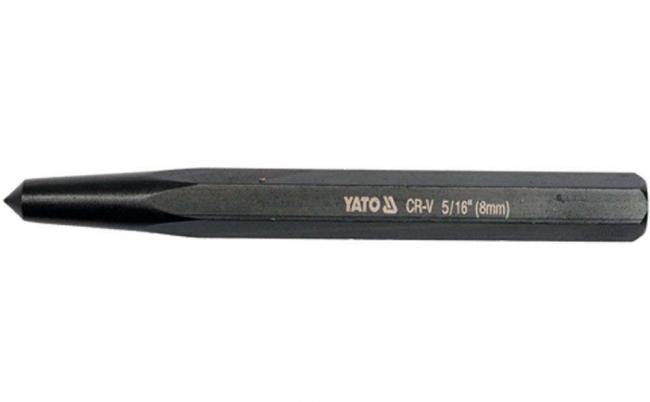
Кернер – это слесарный инструмент, по форме похожий на металлический стержень, одна сторона которого заострена, а другая подготовлена к нанесению по ней ударов молотка.
Этот инструмент также называют керно, его предназначением является создание лунок, позволяющих сделать дальнейшее сверление материала максимально удобным.
Такое углубление предотвращает внезапное соскальзывание сверла, и гарантирует, что отверстие будет создано в нужном месте.
Устройство и характеристики
Как уже упоминалось выше, прибор изготавливается в виде цилиндрического стержня.

Одна сторона подготавливается к нанесению ударов молотком, она называется бойком или затыльником, другая затачивается в форме конуса, причем угол заточки равен 120 градусам.

Работа ручным кернером осуществляется простым способом: острой стороной прибор устанавливается на месте, где в будущем планируется произвести сверление, а затем по противоположной стороне устройства наносится удар молотком.
Процедура требует некоторых физических усилий и времени, поэтому современные кернеры делают механическими или автоматическими.
Устройство механического инструмента основано на плотном сжатии встроенной внутрь пружины и последующего ее освобождения.

Воздействие на затыльник осуществляется за счет взводно-спускового механизма.
При этом молоток для нанесения кернов не требуется.
В электрическом автоматическом приборе работа запускается за счет действия электрической цепи, встроенной внутрь кернера.
При этом процесс занимает мало времени и за одну минуту мастер способен сделать минимум 50 лунок.
Материал для изготовления
Любой вид кернеров изготавливается из надежной инструментальной стали, частично закаленной, но большая его часть остается незакаленной.
Такое сочетание материалов позволяет инструменту оставаться надежным и безопасным, минимизировать усилия, требуемые для того, чтобы сделать достаточно глубокий керн.
Для большей устойчивости некоторые устройства покрываются также никелем.
Размеры и вес кернера
Обычно длина кернера составляет 14 см – инструмент достаточно компактный, поэтому работать им даже в ручном режиме бывает удобно.
Но в магазинах можно найти виды с длиной стержня в 10, 12, 15 и даже 18,5 см. Каждый мастер выбирает подходящий для своей руки размер.
Вес зависит от принципа работы устройства, его размера и материала изготовления, но это в любом случае один из самых легких слесарных инструментов.
Виды керно и их назначение
Виды керно различаются по принципу действия и основному предназначению. В арсенале слесарей можно встретить такие виды как:
Ручной слесарный
Предназначен для работы с металлом, кафельной плиткой, другими видами полированной или гладкой поверхности.
Кернер-циркуль
Отличается от классического варианта тем, что позволяет делать лунки на заранее выставленном расстоянии.
Кернер-колокол
Используется для кернения поверхностей, по форме напоминающих шар.

Регулируемое центровочное керно
Название говорит само за себя, инструмент можно регулировать.

Механический кернер
Позволяет производить работы одной рукой и без использования молотка, при этом глубина лунок всегда одинакова.

Такой прибор идеален для работы с хрупкими, мягкими материалами.
Автоматический кернер
Отличается от механического вида только тем, что содержит внутри себя соленоид, который втягивает в себя подпружинный ударник, за счет чего и осуществляется удар по материалу.

Автоматическое устройство является самым удобным в применении, поскольку не требует затрат физических усилий.
Самодельное керно
Применяется для работы с самыми разными материалами: от пластмассы до меди, бронзы и других видов цветных металлов.

Для профессионального использования обычно приобретаются и автоматический и классический прибор, в домашнем же обиходе, когда применение кернера требуется крайне редко, можно обойтись самоделкой.
Что нужно знать о кернере
Выбирая керно нужно помнить несколько важных моментов об этом виде приборов.
Во-первых, совершенно не имеет значения какая форма сечения у стержня инструмента.
Гораздо важнее обратить внимание на другие его характеристики.
Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться.
В-третьих, если планируется использовать кернер при работе с мягкими металлами, лучше выбрать такой, в котором угол заточки меньше и наоборот.
Как пользоваться кернером
Как и любой другой профессиональный инструмент, все виды кернера требуют соблюдения определенных правил работы с ним.
Только в этом случае можно гарантировать получение наилучшего результата и безопасную эксплуатацию.
Хотя существуют способы переделки неправильного кернения, они потребуют больше навыков, чем первоначальное набитие лунок.
Основные правила
Для того чтобы правильно выполнить процедуру работы с любым видом кернера требуется:
1. На материал, на котором требуется сделать лунки, наносится разметка.
2. Ударная часть кернера совмещается с пересечением линии разметки.
3. После этого прибор устанавливается строго перпендикулярно материалу.
4. В зависимости от вида устройства наносится ударное воздействие (молотком, с помощью спускового механизма или другим доступным способом).

При четком соблюдении каждого шага результат кернения будет точным, а лунка – правильной формы, что позволит в дальнейшем просверлить ровное отверстие.
Как правильно выбрать керно
Чтобы выбрать наиболее подходящий вид устройства для себя нужно руководствоваться двумя факторами: собственными финансовыми возможностями, целью приобретения прибора.
К самому дешевому виду относится обычный слесарный кернер, которого будет достаточно, если планируется использовать его в редких случаях.
Самым дорогим видом является электрический автоматический кернер.
Его, а также механизированные виды, приобретают профессиональные слесари для ежедневной работы.
Как сделать керно своими руками
Сделать самый простой вид инструмента можно самостоятельно, взяв за основу шестигранник.
При этом его ударная часть обтачивается, а кончик затачивается бод определенный уголь, после чего производится закаливание инструмента с обеих сторон.
Для закаливания подойдет обычная газовая плита.
Металл требуется раскалить до ярко-розового цвета, а затем на несколько секунд поместить в воду, вытащить, и сразу опустить вновь, но удерживая инструмент в воде немного дольше.
Такой простой вид прибора вполне подойдет для домашнего ремонта, а его изготовление займет не более часа.
Рейтинг кернеров
Самые известные производители профессиональных и полупрофессиональных инструментов предлагают приобрести кернер именно у них.
Высшие строчки рейтинга занимают:
• фирма HAUPA, чей керно называется удобным для рук и изготовленным из высококачественной ударопрочной стали;
• фирма RENNSTEIG – единственным недостатком считается завышенная цена;
• фирма ТОРЕХ – традиционно производящая крепкие инструменты.
• фирма KRAFTOOL – производит высококачественную продукцию.
Выбирая кернер известного производителя можно гарантировать долгую его службу и безопасность в использовании.
Используемые источники:
- https://proinstrumentinfo.ru/kerno-slesarnoe-avtomaticheskoe-sverlim-tam-gde-nado/
- https://stankiexpert.ru/tehnologii/razmetka-izdelijj-iz-metalla.html
- https://instrumentn.ru/stolyarno-slesarnyj-razdel/chto-takoe-kerner-ego-vidy-i-naznachenie

 Какие виды строительных угольников бывают и чем они отличаются — выбираем инструмент
Какие виды строительных угольников бывают и чем они отличаются — выбираем инструмент Как использовать ложку Уно для чистки лица в домашних условиях
Как использовать ложку Уно для чистки лица в домашних условиях Соединение ласточкин хвост, выполненное своими руками
Соединение ласточкин хвост, выполненное своими руками