Все, кто имел дело с 3D-принтерами, наверняка знают, что такое экструдер и как важно, чтобы он выполнял все свои функции качественно и надежно. На мировом рынке 3D-принтеров FDM-технологии можно встретить огромное количество разных моделей, каждая из которых по-своему хороша. Возникает ряд вопросов: какую модель выбрать? Какой экструдер будет самым лучшим? Чем они отличаются и какой подобрать под свои задачи? В данной статье мы ответим на многие вопросы подобного характера, но чтобы понять какой должен быть «идеальный» экструдер, разберемся в теории.
Что такое экструдер?
Экструдер является важной частью 3D-принтера, которая осуществляет фактическую печать. Его можно сравнить с печатающей головкой обычного струйного принтера, только вместо чернил используется пластиковая нить. Экструдер состоит из двух основных частей: корпуса с подающим механизмом и хотенда (hotend).
Два типа экструдеров
В большинстве 3D-принтеров используется система прямой подачи, где шаговый двигатель экструдера находится в одном корпусе с печатающей головкой, он проталкивает пластиковую нить напрямую в «горячий конец» — хотенд. Экструдеры с прямой подачей называются direct. Для таких экструдеров характерно применение пластиковой нити диаметром 1,75 мм.

Тип экструдера — direct
Второй тип экструдера называется Bowden (боуден). Такая модель экструдера отделяет корпус с подающим механизмом от хотенда. Пластиковая нить подается удаленно от подающего механизма по PTFE трубке к хотенду. Боуден экструдер позволяет перенести тяжелый шаговый двигатель вместе с корпусом на раму 3D-принтера, тем самым облегчая вес каретки с печатающей головкой. Облегченная каретка позволяет перемещаться системе с более высокой скоростью, однако, чтобы протолкнуть нить по длинной трубке, двигателю требуется больше усилий.

Тип экструдера — bowden
Итак, экструдеры подразделяют на два типа:
- Direct экструдеры (Подающий механизм находится непосредственно на подвижной каретке)
- Bowden экструдеры (Подающий механизм расположен на раме принтера, пластик подается в хотенд удаленно по трубке)
Плюсы Direct экструдеров:
 20 наиболее распространенных проблем 3D печати (Часть 1)
20 наиболее распространенных проблем 3D печати (Часть 1)+ Возможность печать гибкими пластиками даже на больших скоростях
+ Незначительная погрешность при подачи пластика за счет минимального расстояния подачи
+ Быстрая и удобная замена материала печати
Минусы:
— Суммарный вес каретки больше, чем в боуден — экструдерах (тем самым увеличивается инертность);
— Более сложная конструкция каретки (необходимо расположить шаговый двигатель с механизмом проталкивания на каретке).
Боуден экструдеры
Плюсы:
+ Уменьшается суммарный вес каретки (шаговый двигатель располагаем на раме принтера)
 На 3D-принтере научились печатать стекла разных составов
На 3D-принтере научились печатать стекла разных составов+ Небольшие габариты печатающей головки
Минусы:
— Сложность (в большинстве случаев невозможность ) печати гибкими материалами (FLEX, RUBBER итп)
— Требуется более мощный двигатель для подачи пластика (зачастую даже с редуктором)
— Увеличивается погрешность подачи прутка из-за большой длинны трубки
Проверенные и надежные экструдеры у нас в магазине: купить экструдеры для 3D-принтера
Хотенд (hotend)
Хотенд служит для расплавления пластика, из которого печатается сама модель.
Хотенд состоит из четырех основных компонентов:

- Сопло, диаметр выходного отверстия которого диктует качество деталей и скорость печати;
- Термоборьер — деталь, через которую поступает нить в горячее сопло;
- Нагревательный блок — связующее звено для нагревательного элемента, термистора, сопла и термобарьера;
- Радиатор — обеспечивает отвод тепла от термобарьера.
Сопло
В сопле происходит плавление самого пластика, на выходе из сопла получается расплавленная нить с диаметром равным диаметру выходного отверстия сопла. Как правило,сопла изготавливают из латуни. Самый распространенный диаметр сопла 0.4 мм, конечно бывают и другие : от 0.1 мм до 1.2 мм. Чем меньше диаметр сопла, тем распечатанные модели получаются более качественные, но тратиться больше времени. В зависимости от задач подбирается оптимальный диаметр.
 #Unique3D
#Unique3DНа какие параметры сопла требуется обратить внимание при выборе эктрудера:
- Возможность быстрой замены сопла;
- Диаметр выходного отверстия должен соответствовать действительности;
- ,Внутренний канал сопла должен быть без заусенцев (финишная постобработка/полировка канала);
- Качественная резьба завинчиваемой части (чтобы исключить протекания пластика).
Где приобрести сопла?Купить сопла для 3D-принтера можно у нас в магазине с доставкой по всей России.
Нагревательный блок в сборе
С нагревательным блоком все намного проще. В этом узле фиксируется нагревательный элемент (который непосредственно и нагревает блок), датчик температуры (термистор или термопара), который контролирует температуру хотенда, сопло и термобарьер.
На какие параметры нагревательного блока требуется обратить внимание при выборе экструдера:
- Возможность легко вставлять и вынимать нагревательный элемент и термистор;
- Нагревательный блок должен иметь достаточную высоту относительно сопла, чтобы равномерно его прогреть;
- Мощности нагревательного элемента должно хватать что бы прогреть сопло до необходимой температуры (обычно хватает 40 Вт)
- Максимальная рабочая температура.
Термобарьер
Одна из самых ответственных частей хотенда — термобарьер. По каналу термобарьера происходит подача пластика непосредственно в горячее сопло. На термоборьер накладывается ряд требований.
Для начала обратимся к рисунку:
Если в хотенде отсечки нет, а градиент температуры сильно растянутый, то при печати будут возникать проблемы, в том числе и при печати экзотическими материалами (FLEX, резина и другие гибкие материалы).
Где приобрести?
Термоборьеры можно купить в нашем магазине
Корпус экструдера
Кроме хотенда, в экструдере присутствует сам корпус с подающим механизмом, в котором используются различные зубчатые шестерни, подшипники, возможность регулировки прижима прутка. Корпус играет также немаловажную роль в выборе экструдера, так как благодаря выбору хорошей конструкции подающего механизма, вы сможете печатать без проблем не только обычными пластиками ABS, PLA, HIPS и другими твердыми материалами , но и гибкими (FLEX, резина).
Разработка собственного экструдера?
Мы пробежались по основным параметрам и характеристикам экструдера, и в следующей статье мы хотим рассказать про нашу разработку экструдера DOUBLE GEAR — TITAN PRO. В данном экструдере мы постарались учесть все нюансы.
Рекомендуем к прочтению: Экструдер Double Gear Titan
Всем добрый день! В данной статье мы хотели бы поговорить о вопросе, который мучает многих заказчиков при выборе 3D принтера с 2-мя экструдерами. А именно, что лучше? Что стабильнее? Какой 3D принтер выбрать? Почему одни 3D принтеры с двумя экструдерами стоят значительно дешевле, и в чем разница между ними?
Немного теории
Начнем, прежде всего с того, что под печатью 2–мя экструдерами (или 2-х компонентная печать) мы понимаем возможность печати 2 материалами например PLA (базовый материал) и PVA (материал временной поддержки удаляемый химическим путем, с помощью воды в данном случае). Есть возможность печатать двумя разными цветами. Но на практике это не получило какого-либо большого распространения. Печать же сложных моделей с растворяемыми поддержками — востребована. Поэтому надо решить для себя, зачем нужен 3D принтер с двумя экструдерами? Для большинства задач достаточно использования 3D принтера с 1 экструдером. Использование же двухэкструдерного 3D принтера просто необходимо, при печати сложных 3D моделей с растворяемыми поддержками. Обычно такие 3D принтеры выбирают производственные компании для печати геометрически сложных прототипов или владельцы 3D принтеров с 1 экструдеров которые понимают, что они не могут реализовать с помощью 3D принтера с 1 экструдером. Но все ли 3D принтеры c 2 экструдерами имеют одинаковые возможности? Или все- таки отличия в конструкции, и соответственно в цене, имеют решающее значение? Рассмотрим различные варианты решений для 3D печати 2-мя материалами представленных на рынке 3D оборудования. Для реализации этой функции, производители используют следующее решения:
Решение № 1
Использование 2-х статичных экструдеров. Как правило это 2 hot-end’а c двумя независимыми моторами подачи материала. Вариантов много. Но все они в той или иной степени повторяют решения на Makerbot Replicator 2, выпущенного в 2012 году. Есть несколько технических вариантов решения, но все они имеют общий список недостатков и особенностей.Недостатки : 1) Обязательно выравнивание обоих сопел по горизонтали относительно рабочего стола 3D принтера. Иными словами сопла каждого hotend’а должны быть на одинаковой высоте, в идеале с погрешностью не более 0.1 мм. 2) Использование утилитарной башни (или аналогов) для очистки не активного сопла от потеков пластика(образование капли) перед переключением в активный режим для печати. Рассмотрим пример: если сопло №1 печатает модель синим пластиком, то для того чтоб сопло №2 начало печать белым, принтеру необходимо сначала соплом №2 выполнить печать 1-го слоя башни для удаления остатков пластика, и только потом переместить на печать базовой модели (см. Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта. 3) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака. Из неактивного в данный момент сопла может подтекать пластик и портить деталь.Достоинства: 1) Низкая стоимость решения 2) Простота конструкции, как следствие — высокая ремонтопригодность. Этот вариант имеет самую низкую цену и самые низкие возможности в итоге. Сложность настройки, для получения качественного результата, делает этот вариант реализации, полигоном для экспериментов в домашней обстановке. В более-менее интенсивной реализации проектов, делает такой вариант, достаточно проблемным.
Решение № 2
Использование экструдера типа Diamond. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.

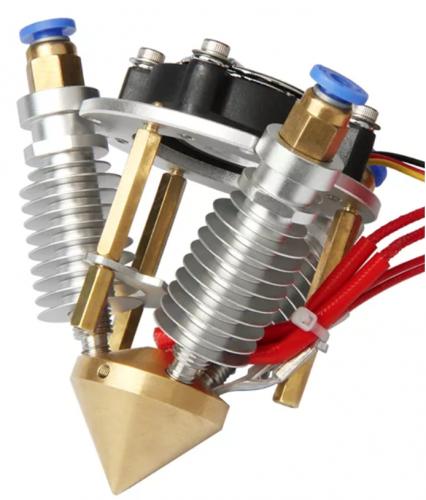
Решение №3
Схемы экструдеров, у которых неактивное в данный момент сопло поднимается, чтобы не создавать проблем. Самая известная на сегодняшний день, среди серийных принтеров, схема JetSwitch. Система с поворотным блоком сопел от PICASO 3D. Имеется один двигатель подачи пластика, что облегчает конструкцию. Главная особенность в том, что с помощью поворотного механизма на рабочий уровень опускается одно из сопел, которое активно в данный момент. Второе в это время закрыто, и из него не вытекает расплавленный пластик.Достоинства: 1) Высокое качество печати 2) Нет необходимости построения утилитарной «башни». Поэтому время переключения между экструдерами небольшое. Скорость печати двумя материалами в РАЗЫ быстрее, чем у вариантов 1,2. Ниже сравнительная таблица от компании PICASO 3D.Недостатки : 1) Достаточно сложная конструкция, и как следствие — высокая цена. Есть еще несколько вариантов экструдеров с подъемными соплами. Всех их объединяет одно – намного более высокое качество печати двумя материалами, чем «классического» варианта №1. Да, они все имеют более высокую цену, но и качество печати кардинально отличается.
Выводы
Выводы следующие – приобретая недорогую конструкцию, вы экономите деньги, но тратите в разы больше время на настройку и саму печать. При остающемся риске брака, что сводит все усилия к нулю. При этом, результат печати все равно будет хуже, чем у конструкций с подъемными соплами. Если же нужен высококачественный результат и критично время печати сложных моделей, то имеет смысл выбрать модель с подъемными соплами: 1) PICASO 3D Designer X PRO 2) Raise3D Pro2 3) Ultimaker 3
Детали для сборки экструдера
О сборке принтера Mosaic из набора деталей от компании MakerGear рассказано в статье Собираем 3D принтер своими руками. Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Мы рассмотрим виды экструдеров и способы изготовления отдельных деталей этого сложного механизма, чтобы понять как сделать экструдер своими руками (видео о сверлении сопла в конце статьи).
Принцип работы и разновидности
Печатающая головка 3-d принтера протягивает пруток пластика, разогревает его и выталкивает горячую массу через сопла.
Wade extruder
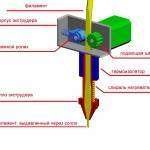
Устройство экструдера
На картинке представлена упрощенная схема экструдера типа Wade. Устройство состоит из двух частей. Вверху расположен cold-end (холодный конец) – механизм, подающий пластик, внизу – hot-end (горячий конец), где материал разогревается и выдавливается через сопло.
Экструдер Боудэна
Существует и другая конструкция устройства, где холодная и горячая части разведены, а пластик поступает в hot-end по тефлоновой трубке. Такая модель, где cold end жестко закреплен на раме принтера, получила название Bowden extruder.
К ее несомненным достоинствам стоит отнести следующее:
- материал не плавится раньше времени и не забивает механизм;
- печатающая головка значительно легче, что позволяет увеличить скорость печати.
Однако и недостатки имеются. Нить пластика на таком большом расстоянии может перекручиваться и даже запутываться. Решением этой проблемы может стать увеличение мощности двигателя колдэнда.
Cold end

E3D-v6 в сборе
Пруток филамента проталкивается вниз шестерней, приводящейся в движение электродвигателем с редуктором. Подающее колесо жестко крепится на валу двигателя, в то время как прижимной ролик не закреплен стационарно, а находится в плавающем положении и, благодаря пружине, может перемещаться. Такая конструкция позволяет нити пластика не застревать, если диаметр прутка на отдельных участках отклоняется от заданного размера.
Hot-end
Пластик поступает в нижнюю часть экструдера по металлической трубке. Именно здесь материал разогревается и в жидком виде вытекает через сопло. Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
Подающий механизм
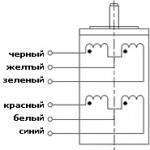
Схема униполярного шагового двигателя
Прежде всего, нужно подобрать шаговый двигатель. Лучше всего купить аналог Nema17, но вполне подойдут и моторы от старых принтеров или сканеров, которые на радиорынках продаются совсем дешево. Для нашей цели нужен биполярный двигатель, имеющий 4 вывода. Собственно, можно использовать и униполярный, его схема показана на рисунке. В этом случае желтый и белый провода просто останутся неиспользованными, их можно будет отрезать.
Как правило, моторчики от принтеров слабые, но вот EM-257 (Epson), как на рисунке ниже, с моментом на валу 3,2 кг/см, вполне подойдет, если вы собираетесь использовать филамент Ø 1,75 мм.
Для прутка Ø 3 мм, или при более слабом двигателе, понадобится еще и редуктор. Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.

Двигатели от принтеров
Переделка понадобится, чтобы насадить шестерню двигателя шуруповерта на шаговик, совместить ось вращения моторчика с редуктором. И крышку для подшипника выходного вала тоже нужно изготовить. На выходной оси устанавливается шестерня, которая и будет подавать пруток пластика в зону нагрева.
Корпус экструдера служит для крепления двигателя, прижимного ролика и хотэнда. Один из вариантов показан на рисунке, где через прозрачную стенку хорошо виден красный пруток филамента.
Изготовить корпус можно из разных материалов, придумав собственную конструкцию, или, взяв за образец готовый комплект, заказать печать на 3-d принтере.
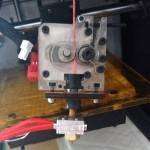
Экструдер с прозрачным корпусом
Главное, чтобы прижимной ролик регулировался пружиной, так как толщина прутка не всегда идеальна. Сцепление материала с подающим механизмом должно быть не слишком сильным, во избежание откалывания кусочков пластика, но достаточным для проталкивания филамента в hot-end.
Нужно отметить, что при печати нейлоном лучше использовать подающую шестерню с острыми зубчиками, иначе она просто не сможет зацепить пруток и будет проскальзывать.
Цельнометаллический хотэнд
Широко распространены и пользуются популярностью хотэнды фирмы E3D. Можно купить его на ebay.com за 92 $ (без доставки) или скачать чертежи, находящиеся в свободном доступе на официальном сайте компании (http://e3d-online.com/), по которым и сделать, прилично сэкономив.
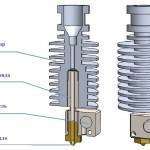
Устройство hot end
Радиатор изготавливается из алюминия и служит для отвода тепла от ствола хотэнда и предотвращения преждевременного нагревания материала для печати. Вполне подойдет светодиодный радиатор, для усиления охлаждающего эффекта можно направить на него еще и вентилятор небольшого размера.
Ствол хотенда – полая металлическая трубка, соединяющая радиатор и нагревательный элемент. Изготавливается из нержавеющей стали из-за ее низкой теплопроводности.
Вот как выглядит деталь в разрезе и ее чертеж с размерами под пруток Ø 1,75 мм.
Тонкая часть трубки служит термобарьером и предотвращает распространение тепла в верхнюю часть экструдера. Важно, чтобы филамент не начал плавиться раньше времени, ведь в этом случае прутку придется толкать слишком много вязкой массы. В результате увеличивается сила трения, и забиваются трубка и сопло.
С проблемой сталкиваются не только авторы самодельных конструкций. Такое частенько случается в цельнометаллических хотэндах, даже если экструдер изготовлен на производстве.

Дополнительный термобарьер
Если вы сами просверлили деталь, нужно отполировать отверстие ствола. Для черновой шлифовки подойдет мелкая наждачная бумага «нулевка», закрепленная скотчем на сверле меньшего диаметра.
Обязательна чистовая полировка до зеркального блеска (нитью и пастой ГОИ № 1), затем полезно прожарить отверстие подсолнечным маслом для уменьшения силы трения. Чтобы предотвратить слишком раннее разогревание пластика, можно покрыть нижнюю часть трубки, находящейся в радиаторе, тонким слоем термопасты.
Еще одна возможная проблема: расплавленный пластик под давлением поступающего прутка может просочиться вверх и остыть в зоне охлаждения, что приведет к забиванию ствола и прекращению печати. Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Нагреватель

Пластина нагревателя
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:
- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.

Нагревательный элемент в сборе
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание. Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C. Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
Сопло

Приспособление для сверления сопла
Глухая гайка с закругленным концом идеально подойдет для изготовления сопла. Лучше взять деталь из меди или латуни, так как эти металлы относительно легко обрабатываются. Нужно закрепить в тисках болт, накрутить на него гайку и просверлить в центре закругления отверстие нужного диаметра.
Сделать это можно так: на сверло, зажатое в обычную дрель, закрепить цанговый патрон со сверлышком нужного диаметра. Получается интересная конструкция.
Наиболее удачным считается отверстие 0,4 мм, так как при меньшем диаметре замедляется скорость, а при большем – страдает качество печати.
Вот еще один способ просверлить сопло (видео на английском).
Как видите, изготовить экструдер для 3-d принтера своими руками достаточно сложно. Но если вы знаете, что сделать какую-то деталь самостоятельно не удастся из-за отсутствия необходимых материалов или инструментов, необязательно приобретать готовый комплект полностью, можно купить отдельно любую часть экструдера и продолжить работу.
Печатайте с удовольствием.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Поделиться:Используемые источники:
- https://3d-diy.ru/wiki/3d-printery/kakoy-ekstruder-vybrat-dlya-3d-printera/
- https://habr.com/post/414879/
- https://printerprofi.ru/3d/ekstruder-dlya-printera-svoimi-rukami.html

 3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать
3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать Как выбрать 3D-принтер: руководство для начинающих
Как выбрать 3D-принтер: руководство для начинающих 3D принтер на рельсах своими руками: описания и кейсы
3D принтер на рельсах своими руками: описания и кейсы Самодельный 3D принтер на шаговиках от матричного принтера
Самодельный 3D принтер на шаговиках от матричного принтера