от 3DAdmin · 17.12.2016
Во время печати на FDM/FFF 3D-принтерах неопытных пользователей ждет ряд неприятных моментов, связанных с остановкой процесса или низким качеством конечных изделий. Причины этого могут быть разные: от механических поломок принтера до элементарного засорения экструдера.
Примеры основных проблем, возникающих при 3D-печати на FDM принтерах и способы их устранения мы рассмотрим ниже.
Засорение экструдера
При постоянном проталкивании филамента через небольшое сопло экструдера внутри остается небольшое его количество. Также туда постоянно попадают различные маленькие частицы и пыль. Со временем сопло забивается, и дальнейшая печать становится невозможной.

Для устранения данной проблемы есть несколько решений. Наиболее простым способом является ручной. Для этого нужно прогреть экструдер, после этого с помощью опции «Контроль филамента» на вкладке Управление запустить привод и вручную протолкнуть расходный материал.
Другой способ — это переустановка филамента. После прогрева сопла необходимо запустить опцию «Выталкивание» и извлечь пластик из сопла.
Если оба способа не решили проблему, есть крайние меры. Можно с помощью специальной иглы аккуратно очистить сопло от всех посторонних частиц.
Внезапная остановка 3D-принтера
 Миниатюрный настольный 3D-принтер TEVO Michelangelo
Миниатюрный настольный 3D-принтер TEVO Michelangelo
Причин для остановки печатающего устройства во время работы может быть несколько:
- закончился расходный материал. В данном случае просто нужно добавить филамент в устройство и сделать перезапуск печати;
- засорение экструдера из-за неоднородного материала или пыли. В таком случае необходима очистка сопла;
- перегрев двигателя 3D-принтера. Нередкая проблема для моделей с закрытыми корпусами. Оптимальным решением станет установка дополнительного воздушного охлаждения в камеру для печати;
- стачивание пластика об шестеренку. Эта проблема возникает из-за слишком быстрой печати.
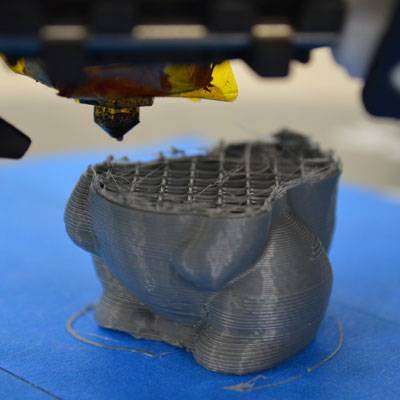
Низкое качество внутреннего заполнения модели
Некачественное заполнение модели приводит к хрупкости и недолговечности конечного изделия. Для устранения этой проблемы есть несколько вариантов действий:
- коррекция шаблонов внутренней заливки;
- понижение скорости печати;
- повышение показателя ширины экструдирования.
Неоднородность поверхности напечатанных изделий
Иногда на готовом изделии в местах соединения слоев обнаруживаются структурные дефекты, так званые «натеки». Избежать их появления помогут следующие действия:
- коррекция функции «Ретракта»;
- сокращение длины заполнения;
- коррекция параметра «Движение накатом»;
- активация функции «Втягивание во время перемещения»;
- настройка одностороннего направления печати с помощью функции «Контроль движения».
Щели между каркасом изделия и его внутренним заполнением
Поскольку для печати каркаса и внутреннего заполнения используются разные шаблоны, иногда между ними можно увидеть небольшие щели. Чтобы они не появлялись, необходимо:
 Лучшие слайсеры для 3D-принтера на русском и английском языке
Лучшие слайсеры для 3D-принтера на русском и английском языке- используя специальную программу, провести регулировку склеивания контура и наполнения;
- понизить скорость печати внутреннего заполнения, повышая тем самым его сцепление с каркасом.
Грани и углы напечатанных образцов деформируются
Данная проблема напрямую связана с перегревом пластика при 3D-печати. Чтобы он не плавился, нужно или снизить температуру печати, или обдувать печатаемые изделия.
Вы должны достигнуть правильного баланса между нагревом и охлаждением таким образом, чтобы филамент мог свободно проходить через сопло, однако быстро затвердевал для создания точной геометрии вашей 3D-модели. Если этот баланс не будет достигнут, вы заметите проблемы с качеством печати, а внешний вид вашей модели будет не таким, каким вы его представляли.
Образование царапин на поверхности изделий
В некоторых случаях на напечатанных изделиях остаются царапины от сопла экструдера. Такая проблема может быть вызвана двумя причинами.
Первая — слишком большая подача филамента, которая проводит к созданию больших слоев, задеваемых соплом. В таком случае необходимо снизить объем подачи расходного материала.
Вторая причина — некорректно выставленная высота поднимания экструдера перед началом печати следующего слоя модели. Такая проблема устраняется регулировкой показателя высоты подъема.
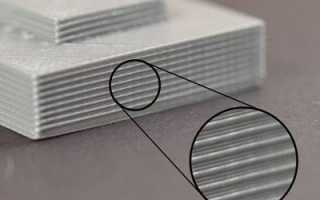
Образование пустот между напечатанными слоями образца
Данная проблема свидетельствует о хрупкости и недостаточной прочности предыдущего слоя, который не может надежно склеиться с последующим. В таком случае необходимо делать основание более прочным. Для этого увеличивается толщина слоев и стенок изделия, увеличивается количество витков (толщина) внешней стенки, а также процент заполнения модели.
 3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать
3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробоватьОтверстия и пробелы в верхних слоях Для экономии филамента программное обеспечение строит внутренне заполнение моделей не с полной заливкой, а оставляя пустоты. Процент заполнения регулируется пользователем в процентном соотношении. Например, при заполнении 30%, сплошного пластика внутри модели будет только 30%, остальное будет пустое пространство (воздух). Поэтому, верхние слои, укладываясь на пустые участки, при низком проценте заполнения, могут провисать, тем самым образуя пробелы и отверстия.
Для решения этой проблемы есть три основных параметра: необходимо увеличить процент заполнения внутреннего пространства модели; увеличить количество верхних (закрывающих) слоев, чтобы их толщина была не менее 0,5 мм; увеличить объем подаваемого филамента на верхних слоях модели.
Неровности боковых поверхностей изделий
Чаще всего виной этому служат неправильно выставленные настройки, из-за которых происходит неравномерное распределение материала экструдером. При этом слои не складываются в модель с гладкими поверхностями.
Также появление неровностей может быть вызвано низким качеством пластика, разная ширина которого приводит к изменению ширины слоев. При появлении данной проблемы необходимо сменить филамент на более качественный и провести регулировку настроек печати.
На первых этапах работы с 3D-принтерами большинство пользователей встречается с вышеперечисленными проблемами. При постоянной работе с оборудованием практически все они устраняются, а напечатанные изделия становятся прочными, качественными и долговечными.
Понравилось? Покажи друзьям!
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла? Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки 1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке. 2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию). 3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы. 4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо. 5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку. 6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов. 7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем. 8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
- Используйте платформу с подогревом
- Используйте клей (лак) для большего сцепления
- Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
- Откалибруйте платформу
- Добавьте платформу или подложку
- Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы Основа модели немного смещена.
Почему проблема возникла? Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
- Сбалансируйте температуру платформы и скорость вентилятора
- Поднимите платформу принтера
- Проверьте высоту спола
- Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла? Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект. 5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
- Проверьте уровень платформы
- Проверьте высоту сопла
- Очистите платформу
- Используйте клей
- Используйте текстурированые подложки для холодных платформ
Описание проблемы Слои смещаются в средине распечатки. Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
- Проверьте натяжение ремней
- Проверьте не двигается ли верхняя крышка
- Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью). Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле. Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками. Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои 1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами. 2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках. 3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник. 4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их. Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки. 5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
- Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
- Перепроверьте конструкцию принтера и выравнивание
- Проверьте нет ли изношенных подшипников и погнутых шпилек
- Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы Трещины по бокам модели, чаще всего в высоких моделях. Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой. На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах 1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения. 2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
- Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
- Проверьте направление и скорость охлаждающих вентиляторов.
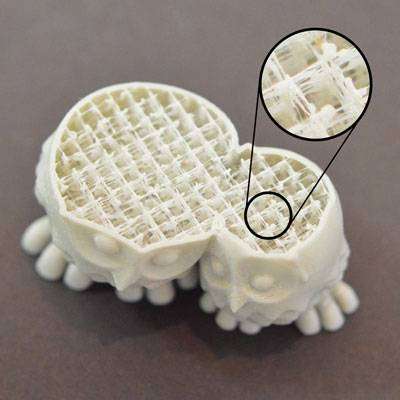
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы Дыры и щели на верхней поверхности распечатки. Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое 1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1.75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm. 2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель. 3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94 4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
- Используйте филамент большего диаметра
- Убедитесь, что направление и скорость вентиляторов правильные
- Вручную установите скорость вентиляторов
- Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы При печати образуются «паутинки» или «волоски» между элементами модели. Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами. 2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания. 3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати. 4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
- Включите втягивание
- Настройте минимальную дистанцию перед втягиванием
- Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют). У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование 1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке. 2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление) 3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло. 4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати. 5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
- Проверьте диаметр филамента
- Используйте штангенциркуль, чтобы перепроверить диаметр филамента
- Проверьте, чистый ли
- Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования. 2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
- Проверьте правильно ли установлен коефициент экструдирования
- Уменьшите настойки flow (потока) филамента
Источник
Проблема: засорение экструдера
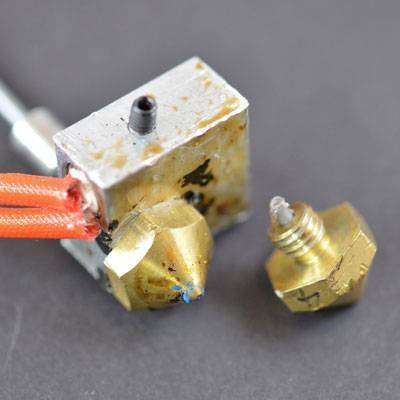
В течении длительной работы 3D-принтер плавит и экструдирует большое количество пластика. Весь процесс происходит через маленькую дырочку сопла. В определенный момент происходит что-то, что мешает экструдеру проталкивать филамент дальше. Обычно засоры случаются, когда внутри сопла что-то не дает проходить пластику дальше.
Мы расскажем, как справиться с этой неприятностью.
Протолкнуть пластик в экструдер вручную
Первое, что вы можете попробовать сделать, — попробовать вручную протолкнуть филамент. Сперва прогрейте экструдер до рекомендуемой температуры (для конкретного пластика). Это можно сделать с помощью панели управления программы 3D-печати. После поищите в меню Jog Controls, с помощью этой опции можно двигать пластик вперед и назад. Продвиньте филамент примерно на 10 мм. Когда привод начнет вращение, слегка протолкните филамент вручную. Обычно этого достаточно, чтобы устранить неполадку.
Переустановка (перезагрузка) филамента
Если предыдущий способ не помог, извлеките пластик из принтера. Снова убедитесь, что экструдер нагрет до необходимой температуры, и с помощью контрольной панели программы вытяните пластик. По аналогии с предыдущим решением, придется приложить небольшую физическую силу, но очень аккуратно. После этого просто отрежьте поврежденный участок пластика и установите снова неповрежденную нить. Дальше остается только проверить, получается ли печатать.
Прочистка сопла
Если даже после повторной заправки пластика, печать не идет, скорее всего следущим шагом будет чистка сопла. Для этого существует много способов. Кто-то нагревает экструдер до 100 градусов и вручную протягивает пластик через сопло. Некоторые используют гитарную струну «ми». Выспросите почему именно струну «ми»? Отвечаем: дело отнюдь не в музыкальнойтональности данной струны, а в её размере, точнее диаметре.
Но, на самом деле лучше всего обратиться к производителю и получить конкретные советы.
Проблема: 3D принтер внезапно перестает экструдировать
Порой 3D мейкеры сталкиваются с такой неприятной штукой, как беспричинный казалось бы останов печати. В итоге вместо 3D шедевра мы имеем часть 3D модели годную разве что для изучения особенностей заполнения 3D моделей.
Если принтер начал работу нормально, а потом вдруг перестал печать, обычно тому есть несколько причин.
Закончился 3D филамент
Самая очевидная причина — просто закончился пластик. Иногда это остается незамеченным. И пусть Вам не покажется это банальным — порой с такой проблемой сталкиваются даже бывалые 3D печатники.
Пластик сточился о приводную шестеренку
Во время печати происходит постоянное вращение мотора. Если печать идет слишком быстро или экструдируется слишком много филамент, он может вгрызаться в филамент, до тех пор пока не сточит все. Если это произойдет, шестеренке будет не за что цепляться.
Экструдер засорился
Если все предыдущие причины не подходят под вашу проблему, возможно засорился экструдер. Если это случилось, проверьте сам филамент на наличие загрязнений, возможно запылилась катушка. Когда пыль вместе с филаментом попадает в сопло, это неизбежно кончается засором.
Прегрев мотора экструдера
Во время печати мотор экструдера работает на полную катушку, происходит постоянное вращение вперед и назад, двигается пластик. Все эти движения расходуют много энергии, если электроника принтера недостаточно охлаждается, может случиться перегрев. Обычно у моторов есть термозащита, они отключаются, если температура превышает допустимую. Получается такая картина: моторы по осям работают и двигают головку экструдера, а мотор самого экструдера отключился. Решить эту проблему легко, надо выключить принтер и дать ему остыть. Можно установить дополнительные вентиляторы, если такое происходит часто.
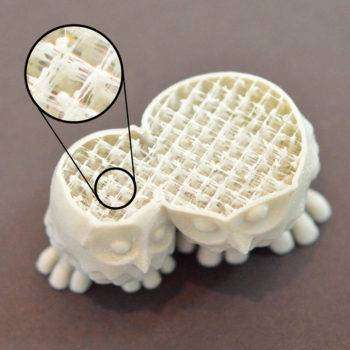
Проблема: плохое, рыхлое заполнение
Заполнение модели играет крайне важную роль, так как оно обеспечивает прочность уже готовой модели. Оно скрепляет внешнюю оболочку 3D-распечатки и поддерживает те плоскости, которые печатаются сверху. Для увеличения прочности модели придется покопаться в настройках.
Измените шаблоны заполнения
Шаблон заполнение — один из первых параметров, с которым стоит поработать. Шаблон описывается параметром Internal Fill Pattern. Некоторые из них отличаются прочностью, некоторые же совсем нет.
К прочным можно отнести Grid, Triangular, и Solid Honeycomb, в переводе на русский «Решетка», «Треугольники», «Сплошные соты». Есть и менее прочные, но более «скоростные»: Rectilinear или Fast Honeycomb. Полезно изучить особенности каждого из шаблонов.
Уменьшить скорость печати
Внутреннее наполнение модели обычно печатается быстрее. Если печать идет слишком быстро, экструдер не справится с задачей и вы столкнетесь с недоэкструдированием «внутренностей» модели. Наполнение будет хрупким и похожим на паутину, так как экструдер не протолкнет достаточно пластика. Если вы уже пробовали менять шаблоны, но прочность оставляет желать лучшего, попробуйте снизить скорость печати. В меню Edit Process Settings можно найти вкладку Others. Там можно настроить скорость печати по умолчанию.
Увеличить ширину экструдирования при печати заполнения
Есть еще одна полезная опция, которая есть в некоторых программах, она меняет ширину экструдирования при печати наполнения. Например внешнюю «оболочку» можно печатать на одной ширине, а заполнение на другой. Можно сделать внутренние перегородки более толстыми и прочными, и в целом модель будет более надежна. Ищите эти настройки в меню Edit Process Settings —> Infill. Ширина экструдирования заполнение задается в процентах. Чтобы внутреннее заполнение было вдвое толще внешнего, необходимо выставить параметр на 200%.
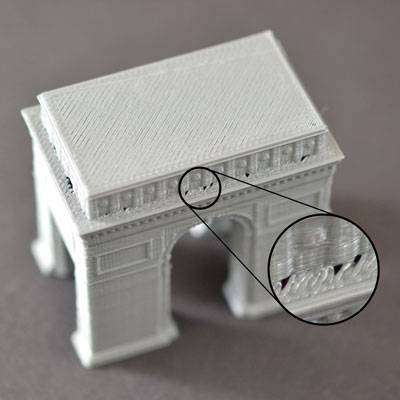
Проблема: натеки и «прыщи» на 3D распечатке
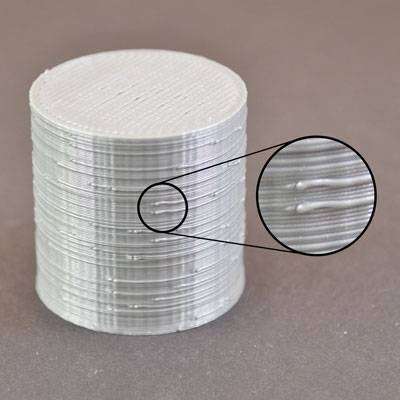
В процессе печати экструдер 3D принтера постоянно останавливает работу и перемещается по рабочему пространству. Для большинства экструдеров равномерное экструдирование во время перемещений — не проблема, но, когда экструдер то включается, то выключается, могут возникнуть неполадки.
Если подробно осмотреть напечатанную модель, можнно найти место, с которого экструдер начал работу над определенным участком. Подобные отметки обычно называются натеками или «прыщами». Эти неровности мешают соединять детали между собой. Но и для этого дефекта есть свое решение.
Настройки втягивания и хода накатом
Если вы регулярно обнаруживаете небольшие дефекты на поверхности модели, необходимо внимательно приглядеться к каждому из распечатанных периметров. Появляется ли этот дефект именно тогда, когда началась печать этого периметра? Или это произошло после, когда экструдер уже закончил печать и остановил работу?
Если дело в начале печати, можно немного отрегулировать втягивание. Посмотрите Edit Process Settings —> Extruders. Под дистанцией втягивания должна быть настройка Extra Restart Distance. Она отвечает за дистанцию втягивания пластика, когда экструдер прекращает работу и длину, на которую он заполняется перед возобновлением работы.
Если проблема возникает в начале работы над периметром, скоре всего дело в том, что остается слишком много пластика перед началом печати контура. В этом случае просто уменьшите длину заполнения, установив отрицательные значения в поле Extra Restart Distance. Поэкспериментируйте с параметром, пока не получится оптимальный результат.
Если же дефект появляется в конце печати периметра, надо смотреть другой параметр. Он называется Coasting, в переводе на русский «движение накатом». Обычно его значения устанавливаются прямо под настройками втягивания (см. вкладку Extruder). Эта опция позволит выключить экструдер еще до завершения периметра и давление внутри сопла упадет. Обычно хватает 0,2-0,5 мм для достижения ощутимого результата.
Избегаем ненужного ретракта (втягивания)
Вышеперечисленные настройки актуальны, когда сопло отводится назад. Но иногда лучше и проще вообще избежать этого движения печатающей головки. Иначе говоря, надо сделать так, чтобы экструдер двигался равномерно и не менял траекторию движения на противоположную.
Это особенно актуально для 3D-принтеров с экструдерами Bowden, так как у них слишком большое расстояние между мотором и соплом и втягивание само по себе проблематично. Настройки этого параметра обычно находят во вкладке Advanced в разделе Ooze Control Behavior. Там много разных настроек, которые регулируют поведение вашего принтера.
В разделе Stringing or Oozin можно задать параметры втягивания, чтобы сопло не протекало во время перемещения в пространстве. Так же обычно есть галочка, которая установит, что втягивание необходимо только во время перемещения по открытым пространствам.
Другая любопытная опция находится в разделе Movement Behavior. Если вы уже настроили принтер так, чтобы втягивание происходило только над открытыми пространствами. С помощью некоторых программ для 3D-печати можно настроить принтер так, что выходы за периметр минимизируется и необходимости во втягивании вообще не будет. Эта опция называется Avoid crossing outline for travel movement.
Нестанционное втягивание
Так же можно воспользоваться еще одной полезной функцией, которая есть в некоторых программах 3D-печати, — нестационарное втягивание. Оно очень актуально для экструдеров Bowden, которые отличаются высоким давлением в соплах. Когда принтер завершает работу, повышенное давление в таком экструдере может привести к образованию сгустков филамента.
Некоторые программы печати решают эту сложность с помощью специальной опции, которая позволит филаменту втягиваться по ходу движения. Это снижает вероятность образования сгустков. Для включения этой опции для начала необходимо настроиит некоторые параметры. Сперва в Edit Process Settings —> Extruders убедитесь, что Wipe Nozzle включена. Эта опция позволяет принтеру прочищать сопло после печати каждого отдельного участка модели.
Установите Wipe Distance на 5 мм. Далее зайдите в Advanced и включите Perform retraction during wipe movements. Это блокирует стационарное втягивание, ведь теперь принтер будет прочищать сопло на противоходе. Эта опция очень полезна и велика вероятность, что она решит вашу проблему внешних дефектов.
Выбор место старта 3D печати
Если ничего не помогает, и мелкие дефекты продолжают появляться, можно самому установить, где эти натеки допустимы. Ищите это в меню Edit Process Settings в Layer. Чаще всего место начала печати выбирается так, чтобы скорость была оптимизирована. Но в принципе можно указать рандомный выбор точки или же определить конкретную позицию. Печатая статуэтку, как вариант, можно указать принтеру начинать печать исключительно с тыльной стороны. Тогда на лицевой стороне не будет ничего видно. Для этого просто включите опцию Choose start point that is closed to specific location и укажите координаты точки, около которой должна начинаться печать.
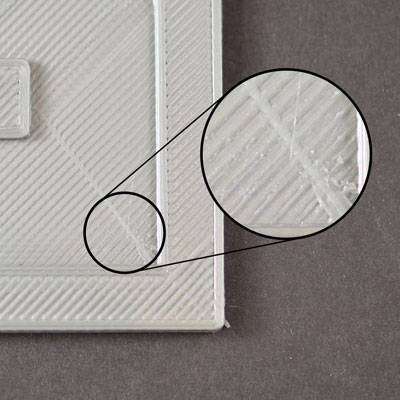
Проблема: щели между наполнением и контуром
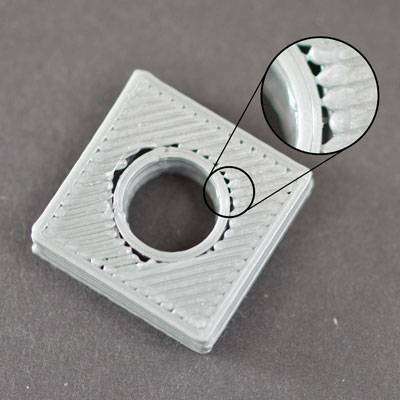
Каждый слой печатаемой детали представляет собой комбинацию внешнего каркаса и наполнения. Периметры слоев четко следуют контуру модели. Остальное — наполнение, которое печатается внитри периметров. Наполнение обычно создается по шаблону возвратно-поступательными движениями и обычно позволяет печатать на высокой скорости.
Поскольку для печати контура используются другие шаблоны, необходимо, чтобы эти части просто скреплялись между собой. Если вдруг на модели начали появляться щели по краям наполнения, попробуйте поискать причину:
Недостаточное перекрытие контура
В некоторых программах управления есть параметр, позволяющий регулировать прочность скрепления контура и наполнения. Называется он Outline overlap, он определяет сколько наполнения будет накладываться на периметр. Поищите эту настройку в Edit Process Settings —> Infill. Она указывает процент от ширины экструдирования. К примеру, если вы указываете 20% перекрытие контура, программа укажет принтеру, что наполнение должно на 20% перекрывать внутреннюю часть периметра.
Слишком высокая скорость печати
Наполнение модели обычно печатается быстрее, чем контур. Но когда печать идет слишком быстро, времени на сцепление наполнения с периметром может не хватать. Если вы уже пробовали увеличить перекрытие контура, а щели не исчезли, попробуйте отрегулировать скорость печати. Ищите в меню Edit Process Settings —> Other. И настройте Default Printing Speed.
Проблема: загибающиеся или неровные углы
Если вы начали замечать, что модель начинает загибаться, обычно дело в перегреве. Пластик выдавливается при очень высокой температуре, не успевает застывать и меняет форму. Эту проблему можно избежать, если настроить принтер так, чтобы слои во время остужались, пока не успела произойти деформация.
Проблема: царапины на верхней поверхности
Одно из преимуществ 3D-печати — то, что каждый объект строится послойно в каждый отдельный промежуток времени. То есть сопло двигается над всей платформой, соблюдая высокую скорость печати. Иногда сопло задевает последний слой и оставляет царапины. Есть несколько причин такой проблемы.
Экструдируется слишком много пластика
Первое, что имеет смысл проверить, — это количество экструдироемого пластика, оно может оказаться слишком велико. В таком случае слои выходят толще, чем задумано изначально. И при перемещении сопло будет цепляться за них.
Вертикальный подъем (Z-hop)
Если вы уже проверили, сколько пластика экструдируется, и все в норме, а царапины на поверхности продолжают появляться, попробуйте обратить внимание на настройку «вертикальный подъем». Она отвечает за то, насколько сопло поднимается над только что распечатанным слоем, перед началом перемещения. Когда сопло доходит до новых координат, оно снова опускается. Благодаря этому подъему можно избежать появление дефектов. Настройка находится где то в Edit Process Settings —> Extruder. Включите втягивание, установите необходимое значение на retraction Vertical Lift.
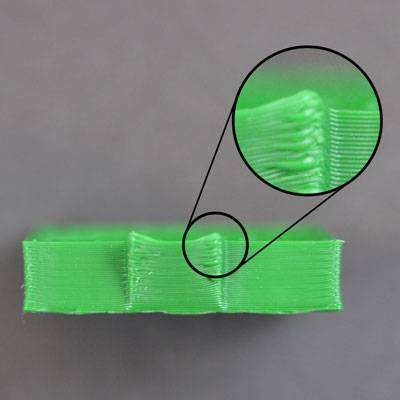
Проблема: дыры и щели между углами слоев.
Во время 3D-печати, каждый предыдущий слой становится основанием для последущего. Тут важно отрегулировать количество экструдируемого пластика, чтобы был соблюден баланс между прочностью основания и расходом материала.
Если основание слишком хрупкое, у вас будут появляться дыры и щели между слоями. Обычно это особенно заметно на углах, когда изменяется размер модели. Когда происходит переход на более мелкую деталь, важно чтобы опора была достаточно прочна. Вот список причин, которые приводят к тому, что основание оказывается недостаточно прочным.
Недостаточно периметров
Добавьте к печатаемому контуру еще периметров, и это значительно укрепит фундамент! Так как наполнение модели обычно полое, толщина стенок играет немаловажную роль. Ищите этот параметр в Edit Process Settings —> Layer. Если обычно вы печатаете два периметра, попробуйте увеличить до четырех.
Верхние слои недостаточно сплошные
Еще одной причиной может стать то, что сплои недостаточно сплошные. Тонкий потолок не может стать нормальной опорой для следующих структур. Это исправляется в Edit Process Settings —> Layer.
Низкий процент заполнения
Посмотрите процент наполнения в Edit Process Settings —> Infill. Верхние слои ложатся поверх наполнения, то есть важно, чтобы наполнения хватало.
Проблема: перегрев при 3D печати
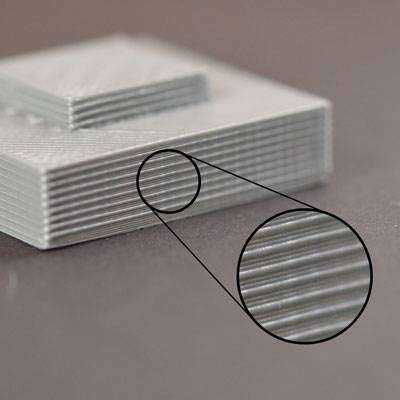
Боковые поверхности модели состоят из множества отдельных слоев. Если печать налажена, они образуют гладкую поверхность. Но если что-то идет не так, обычно это очень заметно на внешней стороне объекта. Такой брак выглядит как борозда или линия.
Неравномерное экструдирование
Обычно причина в качестве филамента. Если диаметр вашего пластика колеблется хотя бы в пределах 5%, этого будет достаточно для серьезных изменений в ширине экструдируемого пластика. Некоторые слои окажутся толще и будут выделяться на боковой поверхности. Для равномерной печати важен качественный пластик.
Колебания температуры
Большинство 3D-принтеров оснащены PID-контроллером для регулировки температуры. Если он неправильно настроен, температура в процессе работы будет меняться. Причем происходит это циклически. В этом случае на боках модели появляются «волны». Если вы замечаете колебания температуры более чем на 2 градуса, откалибруйте контроллер.
Механические проблемы
Если предыдущие решения проблемы не помогли, возможно существует какая-то механическая проблема. Проверьте положение платформы, это очень влияет на качество слоев. Если принтер стоит на неустойчивой платформе, вибрация может привести к утолщению некоторых слоев.
Используемые источники:
- https://3d-week.ru/problemy-fdm-3d-pechati-i-sposoby-ix-resheniya/
- https://3d-holding.ru/20-наиболее-распространенных-проблем-3d/
- https://3d-tutorials.livejournal.com/13882.html
 Настройка Slic3r для 3D-принтера Anet A8...
Настройка Slic3r для 3D-принтера Anet A8... Слайсер CURA — настройки
Слайсер CURA — настройки Тест Anet A6 - опыт и улучшения
Тест Anet A6 - опыт и улучшения Свойства, различия и области применения PLA и ABS пластика
Свойства, различия и области применения PLA и ABS пластика