Разметка геометрическим построением и обработка по разметкеГлавная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Разметка геометрическим построением и обработка по разметке / Заточка и заправка разметочного инструмента21 февраля 2012
Заточка чертилки на электроточиле (а) и заточенная чертилка (б)
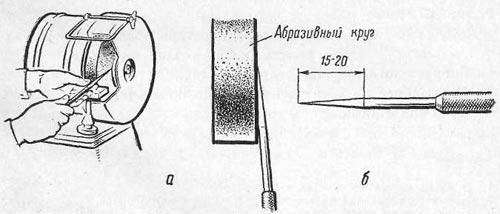
Устанавливают подручник электроточила так, чтобы зазор между ним и абразивным (заточным) кругом не превышал 2 — 3 мм. Включив электроточило, берут обеими руками чертилку и, опираясь левой рукой на подручник, вращают чертилку вокруг своей оси. Затачивают на боковой поверхности абразивного круга под небольшим углом к ней. Рабочую часть чертилки затачивают на длину 15 — 20 мм.
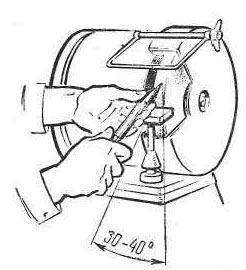
Заточка кернера
|
Заточка кернера |
Отрегулировав зазор между подручником и заточным кругом, берут кернер обеими руками и располагают под углом 30 — 40° к периферии, а не к боковой поверхности круга, как при заточке чертилки. Включив электроточило, поворачивают кернер вокруг своей оси, опираясь левой рукой на подручник.
Проверяют углы заточки шаблонами.
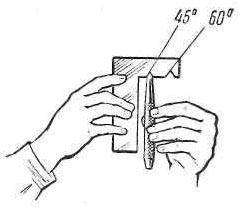 |
Проверка заточки кернера по шаблону |
Углы заточки для стали, чугуна, бронзы 60°, для мягких металлов 45°.
Заточка разметочного циркуля
| Заточка ножек разметочного циркуля |
Готовят станок так же, как и при заточке чертилки и кернера. Ножки циркуля затачивают на боковой поверхности абразивного круга. Вместе сведенные ножки циркуля затачивают с четырех сторон на длину 15 — 20 мм так, чтобы острия обеих ножек сходились в одной точке.
Заправляют ножки циркуля на бруске.
При работе на электроточиле надо пользоваться защитным экраном или очками.
 Таблица углов заточки ножей: как правильно заточить нож
Таблица углов заточки ножей: как правильно заточить ножВопросы
- Из каких частей состоит электроточило?
- Перечислите правила безопасной работы на электроточиле.
- На какой поверхности абразивного круга затачивают чертилки?
- Расскажите о последовательности заточки кернера.
- Как затачивают разметочный циркуль?
Упражнения
- Проверьте состояние чертилок, кернеров и заправьте их.
- Проверьте, исправлен ли циркуль, и подготовьте его к работе.
Нанесение параллельных рисок при помощи линейки и циркуля
На подготовленной поверхности заготовки чертилкой при помощи линейки проводят произвольную линию (риску) АБ.
Нанесение параллельных рисок при помощи линейки и циркуля
а — проведение дуг; б — проведение касательной ВГ к дугам.
Отступив от концов линии АБ на 10 — 15 мм, делают на ней кернером два углубления О и О1. Заданным раствором циркуля (в нашем примере 30 мм) устанавливают ножку в углубление О и чертят одну дугу, а из углубления О1 другую дугу.
Касательно к обеим дугам по линейке проводят чертилкой риску ВГ, которая будет параллельна ранее проведенной риске — АБ. Параллельность рисок проверяют линейкой. Расстояние между рисками в любых точках должно быть одинаково (30 мм).
Вопросы
- Какие линии параллельны между собой?
- Как провести риску параллельно ровной кромке заготовки, пользуясь линейкой и циркулем, если расстояние между кромкой и риской 40 мм?
- Как проверяют параллельность рисок?
Упражнения
 Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Заточка токарных резцов по металлу – подробная инструкция с видео и фото- Проведите параллельные риски при помощи линейки и циркуля на расстоянии 20 мм, 40 мм, 65 мм.
- В прямоугольнике со сторонами 60 и 130 мм проведите горизонтальную и вертикальную осевые линии, пользуясь линейкой и циркулем. Определите, какие линии параллельны.
Разметка сопряжением пересекающихся прямых дугой окружности
При пересечении двух прямых образуется угол; поэтому рассмотрим разметку сопряжением сторон разных углов. На рисунке ниже показаны сопряжения прямого, острого и тупого углов. Сопряжения сторон углов а — прямого; б — острого; в — тупого. Построение сводится к нахождению центра дуги, которая касалась бы обеих сторон угла. Пусть радиус R дуги (сопряжения) окружности равен 40…
Нанесение взаимно перпендикулярных рисок
Перпендикуляр (рисунок ниже) — это прямая линия, составляющая прямой угол с другой прямой или плоскостью. Перпендикуляры к прямой (а) и плоскости (б) При нарезании метчиком резьбы в отверстии метчик ставят перпендикулярно к поверхности детали (рисунок ниже). Перпендикулярность метчика к нарезаемому отверстию детали Перед сверлением глубоких отверстий в деталях необходимо проверить перпендикулярность сверла, установленного в…
Построение углов при помощи транспортира
С ученическим транспортиром вы уже работали. Пользуясь им, можно построить любой угол. Вспомним построение угла 45°, которое часто встречается при разметке: Построение угла 45° при помощи транспортира На подготовленной поверхности заготовки проводят прямую риску АБ. Отмечают на этой риске точку и делают кернером метку О. Прикладывают к риске транспортир так, чтобы его начальная точка…
Разметка заготовок (повторение)
Разметку выполняют не спеша, аккуратно на разметочной плите. Рабочее место разметчика должно быть хорошо освещено. Перед разметкой изучают (читают) чертеж и определяют основные размеры детали (длину, ширину, высоту). У заготовки должен быть припуск на обработку. Проверяют заготовку на обрабатываемость пробным опиливанием, резанием или гибкой. Заготовка должна быть чистой, не иметь заусенцев и наплывов (если это…
1. Основные сведения о заточке
В процессе выполнения работы появляется необходимость заточить затупившийся инструмент – разметочный инструмент, шаберы, зубила, токарные резцы, сверла, развертки, фрезы и т.д. Сложный инструмент (фрезы, метчики, развертки, зенкеры и т.п.) для заточки нуждается в специальной оснастке, которая устанавливается на специальном заточном станке, на котором работает соответствующей квалификации рабочий. Менее сложный инструмент (чертилки, зубила, шаберы, токарные резцы, сверла и т.п.) каждый специалист может заточить самостоятельно на универсальном заточном станке.
 Как выбрать сверло для обработки металла
Как выбрать сверло для обработки металлаНа рис. 1. показан точильно-шлифовальный станок, модель ЗБ633, предназначенный для заточки инструмента вручную. Станок состоит из станины и шлифовальной головки со встроенным двухскоростным электродвигателем.
Рис. 1. Точильно-шлифовальный станок: 1 – шлифовальная головка; 2 – защитный экран; 3 – поворотный столик; 4 – станина; 5- пульт управления; 6- подручник
На выходящих концах вала ротора электродвигателя крепятся шлифовальные круги, которые закрываются кожухами с защитными экранами. Станок оснащен поворотным столиком или подручником для ycтановки резца. В станине станка размещаются электрошкаф и панель управления.
Точильно-шлифовальные станки в зависимости он назначения и по размерам шлифовальных кругов можно разделить на три группы: малые станки с кругами диаметром 100–175 мм для заточки мелкого инструмента; средние станки с кругами диаметром 200–350 мм для заточки основных типов резцов и другого инструмента; крупные с кругами диаметром 400 мм и более.
Обычно на точильно-шлифовальном станке устанавливают шлифовальные круги разных характеристик. Это позволяет производить предварительную и окончательную заточку инструмента. Скорость шлифовального круга 30–35 м/с. Перед заточкой рабочая поверхность круга должна быть заправлена так, чтобы образующая круга была расположена параллельно оси вращения и была ровной без выступов и углублений.
Универсально-заточные станки широко применяют для заточки слесарного инструмента, токарных резцов и сверл и др. Перед заточкой инструмента проверяют исправность точильно-шлифовального станка, состояние ограждений, местного освещения, прочность, точность установки абразивного круга (зазор между кругом и подручником должен составлять 2…3 мм), надежность крепления подручника, наличие экрана и т.п. и емкости с водой для охлаждения затачиваемого инструмента.
Перед включением станка опускают и закрепляют экран в нужном положении или надевают защитные очки.
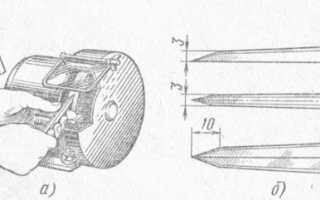
Рис. 2. Приемы заточки разметочных инструментов: а – заточка чертилки; б – заточка кернера; в – заточка ножек циркуля
При заточке чертилки (рис. 2, а) берут ее левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Затачиваемый конец чертилки располагают под углом 15–20o к периферии абразивного круга и с легким нажимом равномерно вращают ее пальцами правой руки. Для предохранения от перегрева острия чертилки его периодически охлаждают окунанием в воду.
Длина заточенного острия чертилки должна составлять примерно 20 мм.
Заточку кернера (рис. 2, б) выполняют аналогично заточке чертилки, но затачиваемый конец кернера располагают под углом 30o к периферии абразивного круга. Угол заточки кернера проверяют шаблоном. При этом обращают внимание на то, чтобы не было смещения заточенной части относительно оси корпуса кернера.
Для заточки ножки циркуля (рис. 2, в) сводят так, чтобы они находились в плотном соприкосновении. Затем циркуль берут левой рукой за середину, ниже дуги со стопорным винтом, а правой – за шарнирное соединение ножек; располагают ножки циркуля под необходимым углом (примерно 25–30o) по отношению к абразивному кругу; затачивают конец одной ножки, а затем, изменив положение ножек, – затачивают конец второй ножки; углы ножек должны быть симметричными при одинаковой длине ножек и плотном соприкосновении их плоскостей; острые концы ножек доводят на абразивном бруске и снимают заусенцы на боковых гранях и внутренних плоскостях. При заточке зубила или крейцмейселя (рис. 3) по поверхностям на заданный угол заострения столик или подручник поворачивают на половину заданного угла и закрепляют в непосредственной близости к кругу с зазором 2–3 мм не более. Зубило или крейцмейсель устанавливают на поворотный столик или подручник и, не отрывая от поверхности столика, аккуратно вручную прижимают обрабатываемой поверхностью к шлифовальному кругу и, сохраняя его ориентацию, перемещают по столику параллельно образующей круга (аналогично перемещению токарного резца при его заточке по задней поверхности). Инструмент периодически необходимо поворачивать на 180o, следя за симметричностью режущей кромки лезвия относительно средней части зубила.
Рис. 3. Перемещение резца на точильно-шлифовальном станке при заточке по задней поверхности
С увеличением усилия прижима инструмента к шлифовальному кругу возрастает производительность труда, но одновременно появляется опасность возникновения прижогов и трещин. Обычно усилие прижима не превышает 20–30, с охлаждением водой, в которую добавлено 5% соды.
Правильность заточки зубила или крейцмейселя проверяют шаблонами (рис. 4) и приборами для измерения углов.
Рис. 4. Измерение шаблонами углов заточки зубил
2. Заточка сверл
Сверло затачивают по задней поверхности, для чего прижимают его к шлифовальному кругу и одновременно поворачивают, как показано на рис. 5.
Рис. 5. Заточка сверла по задней поверхности: в – вращение сверла; о – осциллирование; з – затылование
Целесообразно сначала затачивать поверхность около режущей кромки, а затем – поверхность, расположенную под большим задним углом. У твердосплавных сверл сначала затачивают пластину, а затем корпус сверла.
Затачивание вручную (при определенном навыке) обеспечивает равенство двух режущих кромок сверла по длине, равенство углов φ, а также постоянство заднего угла по всей длине режущего зуба.
У поперечной кромки сверла отрицательные передние углы, поэтому она не режет, а скоблит металл.
Для уменьшения вредного влияния поперечной кромки, проявляющегося в большом сопротивлении подаче, у сверл диаметром более 15 мм поперечную кромку подтачивают на круге малого диаметра. Углы сверла измеряют с помощью универсального угломера (рис. 6).
Рис. 6. Измерение угла Ψ при вершине сверла угломером: 1 и 3 – планки угломера; 2 – сверло
Симметричность заточки задних поверхностей означает, что задняя поверхность одного зуба (пера) после поворота вокруг оси сверла на 180o полностью совпадает с задней поверхностью другого зуба.
При точном изготовлении канавок симметричность заточки оценивается по параметрам расположения главных кромок в одном из следующих сочетаний (рис. 7): разность углов φ1 и φ2 и отклонение от центра поперечной кромки ек; осевое биение периферийных точек главных кромок бн и отклонение от центра поперечной кромки ек; осевое биение в средних точках главных кромок бс.
Рис. 7. Параметры, характеризующие несимметричность заточки сверл
Спиральные сверла затачивают преимущественно по задней поверхности. Сверла диаметром более 6 мм часто затачивают с двойной заточкой и подточкой поперечной кромки. Иногда подтачивают переднюю поверхность канавок и заднюю поверхность ленточек.
При конической заточке (рис. 8, а) задняя поверхность каждого зуба оформляется как часть конуса. При заточке сверло покачивается вокруг оси, скрещивающейся с осью сверла.
Рис. 8. Коническая (а) и цилиндрическая (б) заточка сверла
Параметры конической заточки:
h – расстояние между осью сверла и осью качания (с увеличением h возрастает задний угол α); Н – расстояние между вершиной конуса заточки и осью сверла; ε – угол разворота сверла; φо – угол установки сверла, измеряемый между осью сверла и плоскостью шлифовального круга. Угол установки всегда несколько меньше, чем φ – половина угла сверла при вершине.
Цилиндрическая заточка (рис. 8, б) является частным случаем конической, когда угол при вершине конуса равен нулю.
При винтовой заточке (рис. 9) сверло вращается вокруг своей оси и перемещается под некоторым углом β к ней при неизменном угле φо. Поступательное перемещение под углом к оси сверла обычно получают сложением двух движений – затылования и осцилляции.
Рис. 9. Винтовая заточка сверла: а – начальное положение; б – конечное положение при заточке с заострением; в – конечное положение при заточке без заострения; З – затылование; О – осцилляция; В – вращение сверла
При винтовой заточке с заострением в начальный момент заточки ось сверла не выходит из контакта со шлифовальным кругом, а в конечный – находится за пределами угловой кромки круга, которая производит заострение поперечной кромки сверла.
При винтовой заточке без заострения ось сверла никогда не выходит за пределы угловой кромки круга. Деление осуществляется кинематически за счет того, что на каждый оборот сверла приходится два цикла возвратно-поступательных движений.
При сложно-винтовой заточке (рис. 10) сверло вращается вокруг своей оси, перемещается вдоль нее и покачивается вокруг оси, перпендикулярной оси сверла. Угол φо между осью сверла и плоскостью шлифовального круга в ходе заточки постепенно уменьшается на 4–6°.
Рис. 10. Сложно-винтовая заточка сверла: а – начальное положение; б – кoнечное положение; 3- затылование; П – поворот; В – вращение
Это облегчает формирование поперечной кромки, улучшает спад задней поверхности. На каждый оборот сверла приходится два цикла движений затылования и поворота, т.е. обеспечивается кинематическое деление. При винтовой и сложной винтовой заточке большему ходу затылования соответствует больший задний угол.
Сверла затачивают, не доводя режущие кромки до полного затупления, о котором судят по звуку, напоминающему свист. Затачивают их на заточных станках, обычных станках с приспособлением или вручную.
При заточке вручную сверло держат левой рукой за рабочую часть возможно ближе к режущим кромкам, а правой – за хвостовик. Прижимая режущую кромку сверла к боковой поверхности круга, плавным движением правой руки покачивают сверло, добиваясь, чтобы его задняя поверхность получила правильный наклон и приняла надлежащую форму.
После заточки задней поверхности режущие кромки сверла должны быть прямолинейными. Заточку сверла проверяют шаблоном (рис. 11). Правильно заточенное сверло должно иметь равную длину режущих кромок и равные углы заточки. В противном случае отверстие получается увеличенного диаметра и с искривленной осью, а режущие кромки быстро затупляются.
Рис. 11. Проверка правильности заточки сверл: а – длины и угла наклона режущей кромки; б -задней поверхности; в – угла наклона поперечной кромки
Существуют различные формы заточки сверл (рис. 12). В некоторых из них улучшают (подтачивают) поперечную кромку и ленточку. При нормальной (одинарной) заточке на режущей части сверла получают одну поперечную и две режущие кромки (рис. 12, а), при двойной – одну поперечную и четыре режущие кромки в виде ломаных линий (рис. 12, б). Подточкой уменьшают длину поперечной кромки по мере стачивания режущей части сверла, без подточки эта длина постепенно возрастает. Подточкой уменьшают и ширину ленточки у режущей части сверла.
Рис. 12. Виды заточки сверл: а – одинарная (нормальная); б – двойная
Дефекты, которые могут получаться при ручной заточке сверл, и их влияние на качество сверления:
- Длина режущих кромок не одинакова, середина поперечной кромки не совпадает с осью сверла. Сверло отклоняется в сторону от оси вращения аа в положение bb, отверстие получается большего диаметра по сравнению с диаметром сверла. Сверло бьет и может сломаться.
- Режущие кромки заточены под различными углами к оси сверла, но середина поперечной кромки совпадает с осью сверла. Стружку снимает только одна кромка сверла. Под влиянием односторонней нагрузки режущей кромки сверло отклоняется в сторону, в результате чего диаметр отверстия увеличивается.
- Режущие кромки не равны по длине и имеют разный наклон к оси сверла.
Влияние на точность сверления, так как середина поперечной кромки смещается от оси сверла и сверло вращается около смещенной оси.
3. Правила безопасности при заточке инструмента
Перед тем как приступить к заточке инструмента, необходимо убедиться в полной исправности всех механизмов и устройств заточного станка, в том числе в исправности и закреплении кругов и их кожухов.
Особое внимание должно быть обращено на кожух круга. Угол раскрытия кожуха для точильно-шлифовальных станков не должен превышать 90°, причем угол раскрытия по отношению к горизонтальной линии не должен превышать 65° (рис. 13).
Рис. 13. Углы раскрытия кожуха шлифовального круга
Зазор между подручником и шлифовальным кругом не должен быть более 3 мм. Подручник по высоте устанавливают так, чтобы точка касания затачиваемой поверхности инструмента о поверхность круга находилась на уровне оси шпинделя станка или несколько выше, но не более 10 мм.
Направление вращения круга должно быть таким, чтобы инструмент прижимался к подручнику и искры летели вниз. Это правило должно соблюдаться при заточке и доводке всех видов инструмента.
Заточку инструмента необходимо выполнять в защитных очках или при опущенном защитном экране станка.
⇐ ПредыдущаяСтр 3 из 22Следующая ⇒
Качество разметки во многом зависит от исправности и правильности заточки разметочного инструмента.
Прежде чем приступить к работе, необходимо изучить требования безопасности работы на заточных станках, изложенных в начале этой главы.
Кернеры (рис. 13) затачивают в следующей последовательности.
1. Надевают предохранительные очки и включают электродвигатель заточного станка.
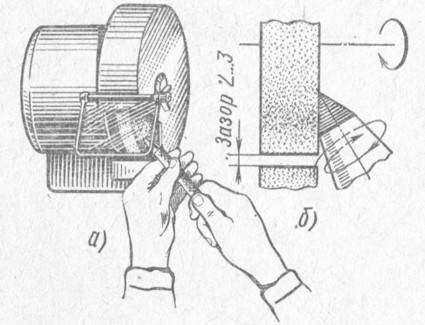
Рис. 13. Заточка кернера: а — положение рук; б — размещение конусной части на плоскости абразивного круга
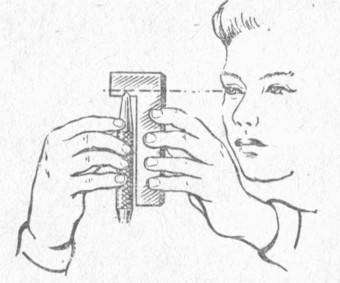
Рис. 14. Проверка заточки кернера по шаблону
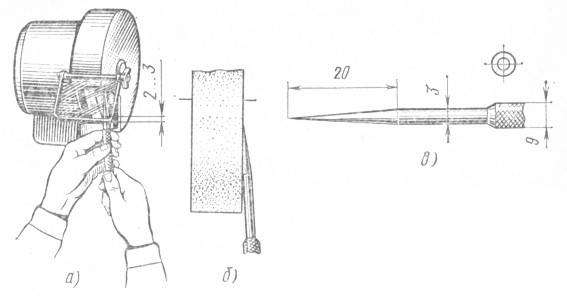
Рис. 15. Заточка чертилки: а — положение рук; б — положение острия чертилки на поверхности абразивного круга; о — образец заточки чертилки
4. Проверку правильности заточки осуществляют по шаблону (рис. 14).
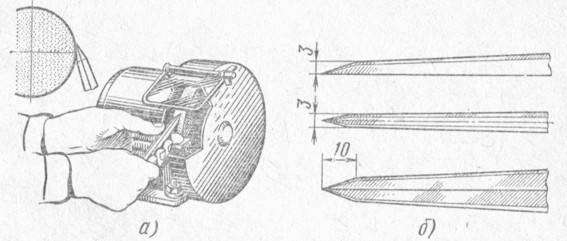
Рис. 16. Заточка ножек циркуля: а — прием работы; б — образец заточки ножек циркуля
Чертилку (рис. 15) затачивают в той же последовательности, что и кернер.
Рассмотрим последовательность заточки ножек циркуля (рис. 16).
После заточки на шлифовальном круге острые концы ножек циркуля доводят на бруске, одновременно снимая заусенцы на внутренних плоскостях ножек и на боковых гранях конусной части.
При правильной заточке оба конца должны иметь одинаковую длину и конусность с вершиной угла у смежной плоскости соприкосновения ножек (рис. 16, б).
Рубка различных поверхностей и разрубание металла: Вырубание канавок и пазов (прямолинейных и криволинейных).
Рубкой называется обработка металлов режущим и ударным инструментом, в результате которой удаляются (срубаются) лишние слои металла или разрубается на части металл, предназначенный для дальнейшей обработки и использования. Рубкой выполняются следующие операции: удаление излишних слоев металла с поверхности заготовок (обрубка литья, сварных швов, прорубание кромок встык под сварку и т.п.); удаление твердой корки; обрубка кромок и заусенцев на кованых и литых заготовках; разрубка на части листового материала; вырубка отверстии в листовом материале, прорубка канавок и др.
Инструменты для рубкиЗубило — режущий инструмент, изготовленный из инструментальной стали в виде стержня призматического или овального сечения. С одной стороны зубила располагается режущая часть, грани которой заточены под углом заострения β.
Угол заострения изменяется в зависимости от обрабатываемого материала. Для рубки чугуна и бронзы зубило затачивается под углом β = 70°, а для стали β = 60°. С противоположной стороны зубило имеет ударную часть (головку) в виде усеченного конуса с закруглением на конце. При такой форме ударной части удар молотком будет всегда приходиться в центре закругленного конца. Режущая и ударная части зубила на длине 20 мм закаливаются. Заточка зубила по режущим граням производится на точиле; величина угла заострения проверяется по шаблону или угломером.
Крейцмейсель — своеобразное узкое зубило с небольшой (2…15 мм) длиной режущей кромки. Крейцмейсель служит для прорубания прямоугольных канавок, пазов, а также выполняет роль зубила в труднодоступных местах. Длина режущей кромки крейцмейселя несколько больше толщины следующей за ней рабочей части. Это предохраняет крейцмейсель от заклинивания при прорубании глубоких канавок.
Молоток при рубке может применяться с круглым и квадратным бойком. Молотки с круглым бойком обеспечивают большую силу и точность удара, чем молотки с квадратным бойком. Масса молотка при рубке выбирается исходя из длины режущей кромка. На один миллиметр режущей кромки зубила должно приходиться 40 г массы молотка, а для крейцмейселя 80 г. Средняя масса применяемых при рубке молотков — 600 г.
Рис.17. Инструмент для рубки: а) зубило, б) крейцмейсель.
Приемы рубки металла
Рубку металла выполняют в тисках, на плите или наковальне. Громоздкие детали обрабатываются в месте их нахождения.Работа зубилом вручную требует выполнения основных, правил рубки и соответствующей тренировки.
Разрубание металла. При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, поэтому под него прикладывают подкладку из мягкой стали. Листовой металл толщиной более 2 мм или полосовой материал надрубают примерно на половину толщины с обеих сторон, а затем ломают, перегибая его поочередно в одну и в другую сторону,или отбивают.
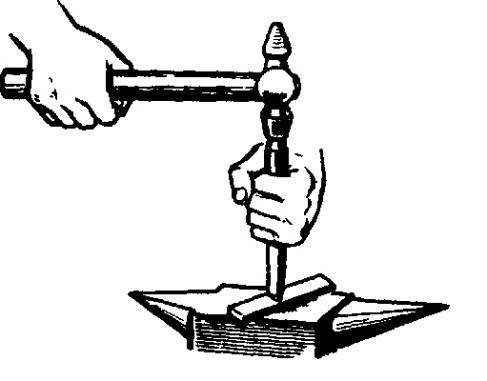 Рисунок 18. Разрубание полосы на наковальне.
Рисунок 18. Разрубание полосы на наковальне.
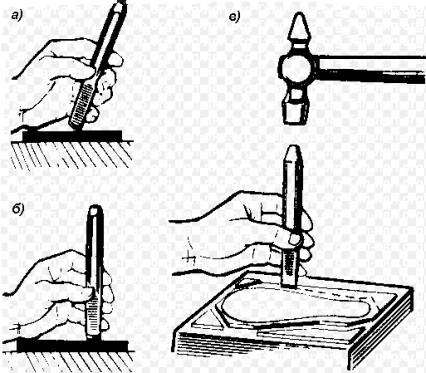 Рисунок 19. Начало (а) и конец (б) установки зубила при рубке листового металла и надрубание по контуру.
Рисунок 19. Начало (а) и конец (б) установки зубила при рубке листового металла и надрубание по контуру.
Вырубание заготовок из листового металла. После разметки контура изготовляемой детали заготовку кладут на плиту и производят вырубку (не по линии разметки, а отступив от нее 2…3 мм — припуск наопиливание) в такой последовательности:
- устанавливают зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски;
- зубилу придают вертикальное положение и наносят молотком легкие удары, надрубая, по контуру;
- рубят по контуру, нанося по зубилу сильные удары; при перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения опять переводят в вертикальное и наносят следующий удар; так поступают непрерывно до конца (замыкания) разметочной риски;
- перевернув лист, прорубают металл по ясно обозначившемуся на противоположной стороне контуру;
- вновь переворачивают лист и заканчивают рубку;
- если лист относительно тонкий и прорублен достаточно, заготовку выбивают молотком.
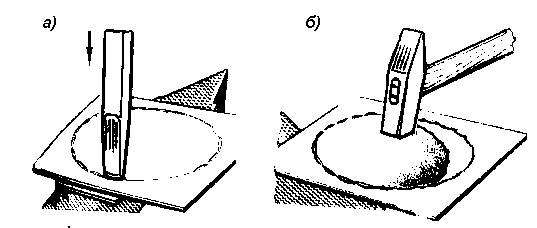
Рисунок 20. Вырубание заготовки из листового металла: а — прорубание заготовки по контуру, б — выбивание заготовки молотком.
При рубке зубилом с закругленным лезвием, канавка образуется ровная, а при рубке зубилом с прямым лезвием — ступенчатая.
Рубка листового и полосового металла выполняют в тисках. Рубку листового материала, как правило, ведут по уровню губок тисков. Заготовку (изделие) крепко зажимают в тисках так, чтобы разметочная линия совпала с уровнем губок.Зубило устанавливают к краю заготовки таким образом, чтобы режущая кромка лежала на поверхности двух губок, а середина режущей кромки соприкасалась с обрубаемым материалом на 2/3 ее длины. Угол наклона зубила к обрабатываемой поверхности должен составлять 30…35º, а по отношению к оси губок тисков — 45°. Лезвие зубила при этом идет наискось относительно губок тисков и стружка слегка завивается. После снятия первого слоя металла заготовку переставляют выше губок тисков на 1,5…2 мм, — срубают следующий слой и т. д.
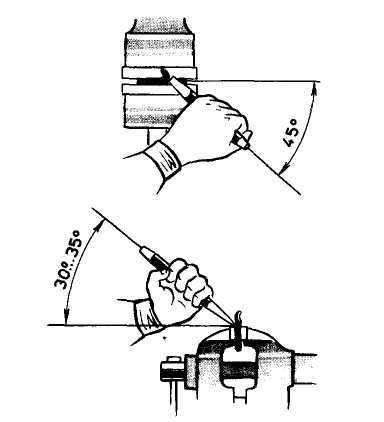 Рисунок 21.1. Рубка листового металла в тисках: а, б — наклон зубила соответственно к обрабатываемой поверхности и оси губок.
Рисунок 21.1. Рубка листового металла в тисках: а, б — наклон зубила соответственно к обрабатываемой поверхности и оси губок.
Рубка по разметочным рискам является наиболее трудной операцией. На заготовку предварительно наносят риски на расстоянии 1.5…2 мм одна от другой, а на торцах делают скосы (фаски) под углом 45º, которые облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку выполняют при наклоне зубила на 25…30º. Толщина последнего чистового слоя должна быть не более 0,5…0,7 мм.
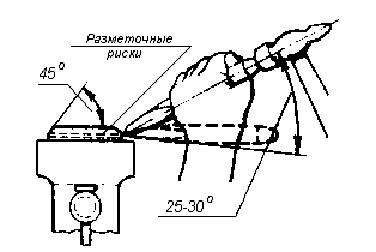 Рисунок 21.2. Рубка по разметочным рискам.
Рисунок 21.2. Рубка по разметочным рискам.
Рубка широких поверхностей является трудоемкой и малопроизводительной операцией, применяемой в том случае, когда невозможно снять слой металла на строгальном или фрезерном станке.Работу осуществляют в три приема. Предварительно на двух противоположных торцах заготовки срубают немного металла, делая фаски (скосы) под углом 30…45°, а на двух противоположных боковых торцах наносят риски, отмечающие глубину каждого рабочего хода. Затем на широкой поверхности заготовки выполняют Параллельные риски, расстояние между которыми равно ширине режущей кромки крейцмейселя, и заготовку зажимают в тисках.После этого крейцмейселем предварительно прорубают узкие канавки (рис. 15), а потом зубилом срубают оставшиеся между канавками выступы. После срубания выступов выполняют окончательную обработку. Такой способ (предварительное прорубание канавок на широких деталях) значительно облегчает и ускоряет рубку. На заготовках из чугуна, бронзы и других хрупких металлов во избежание откалывания краев делают фаски на расстоянии 0,5 мм от разметочной риски.
При рубке цветных сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром. Это способствует увеличению стойкости режущей части зубила до очередной переточки
Рубка в тисках. В тисках производят рубку заготовок небольших размеров из листового и полосового металла. Во время работы рабочий должен стоять в пол-оборота к тискам, выставив левую ногу вперед, а правую отодвинув слегка назад. Ступни ног располагают примерно под углом 40…45 градусов относительно друг друга.Заготовки укрепляют в тисках таким образом, чтобы разметочная риска совпала с поверхностью планок губок тисков. При рубке зубило удерживают в левой руке, а молоток — в правой. Зубило охватывают пальцами левой руки за среднюю его часть на расстоянии 20…25 мм от головки и устанавливают относительно обрабатываемой поверхности под углом 30…35 градусов в вертикальной плоскости и 45 градусов в горизонтальной плоскости. Соприкосновение зубила с обрабатываемым металлом должно осуществляться серединой режущей кромки; нерабочие участки режущей кромки зубила при этом должны двигаться по поверхности стальных планок губок тисков.В зависимости от величины срезаемой стружки сила удара молотком должна быть разной. При снятии малых слоев металла, когда требуется небольшая сила удара, применяется «кистевой» удар, т.е. в работе участвует только кисть руки. «Локтевой» удар, осуществляемый движением руки в предплечье, как более сильный, используется при снятии стружек средней величины. Самым сильным считается «плечевой» удар, в котором участвует кисть руки вместе с предплечьем и плечом.
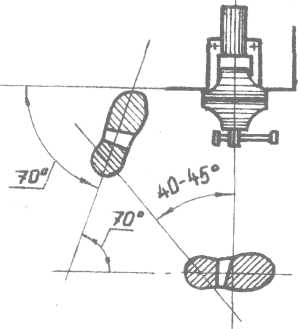 Рис. 22. Положение тела при рубке в тисках.
Рис. 22. Положение тела при рубке в тисках.
Во время рубки необходимо смотреть на режущую часть зубила и разметочную риску на заготовке, а не на головку зубила. Это дает возможность контролировать положение инструмента во время рубки и следить за величиной снимаемого слоя металла. Удары должны наноситься равномерно
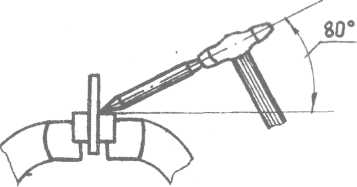
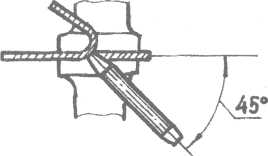
Рис. 23. Положение заготовки, молотка и зубила при рубке в тисках.Широкие поверхности рубят в два приема. Сначала на поверхности на расстоянии 3/4 длины лезвия зубила крейцмейселем прорубают прямые канавки, а затем оставшиеся выступы срубают зубилом.
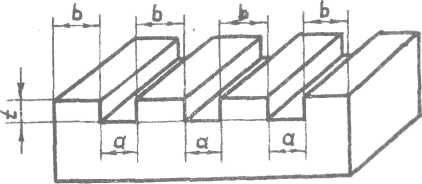 Рис. 24. Пример прорубания канавок на плите крейсмеселем.
Рис. 24. Пример прорубания канавок на плите крейсмеселем.
Рубка на плите. Разрубание и вырубание заготовок на плите, наковальне или рельсе производят в тех случаях, когда листовой, полосовой или прутковый металл зажать и обработать в тисках не представляется возможным. Перед началом рубки на заготовки предварительно накосят разметочные риски, определяющие место разделения металла на части. Заготовка укладывается на плиту. Зубило устанавливается вертикально с небольшим наклоном в сторону, противоположную движению. Нанося легкие удары молотком по зубилу, его осторожно перемещают по разметочной линии. Таким приемом заготовка надрубается. Затем зубило устанавливают строго в вертикальное положение и более сильными ударами, перемещаясь по надрубленной канавке, производят разрубание заготовки. Заготовка обычно разрубается не до конца; далее она надламывается путем перегибании вручную или в тисках молотком.
При разрубании круглых заготовок (из пруткового материала) их надрубают кругом по разметочной риске, а затем обламывают.
Для вырубания заготовки из листового материала сначала размечается контур детали. Лист укладывается на плиту, после чего производится вырубание заготовки по контуру на расстоянии 1…2 мм от разметочной .линии. При этом контур надрубается легкими ударами молотка, а затем сильными ударами по зубилу заготовка вырубается в несколько проходов. Перед последним проходом лист переворачивают и выполняют окончательную вырубку. Заточку зубил и крейцмейселей производят на заточных (точильных) станках (рис. 25, а). Для заточки инструмента из инструментальных сталей (углеродистой, легированной и быстрорежущей) применяют шлифовальный круг из электрокорунда зернистостью 40, 50 или 63 на керамической связке (ПП 15А, 50Н СМ2 5 К5 А).
ПП – форма круга плоскопрямоугольная
15А – электрокорунд
50Н – зернистость круга нормальная
СМ2 – степень твердости
5 – структура круга
К5 – связка круга, керамическая
А – класс круга.
Угол заострения проверяют шаблоном, на котором имеются угловые вырезы 70, 60, 45 и 35о (рис. 25, б, в). После заточки мелкозернистым абразивным бруском снимают заусенцы (заправляют лезвие).
Дата добавления: 2018-08-06; просмотров: 826;
⇐ Предыдущая12345678910Следующая ⇒Используемые источники:
- https://www.ktovdome.ru/60/386/164/11280.html
- https://extxe.com/18970/zatochka-instrumenta/
- https://studopedia.net/7_30252_zatochka-kernera-chertilki-i-nozhek-tsirkulya.html
 Сверление, развертывание и зенкерование пластмассовых изделий
Сверление, развертывание и зенкерование пластмассовых изделий Острее некуда: изучаем самые эффективные приспособления для заточки ножей
Острее некуда: изучаем самые эффективные приспособления для заточки ножей Виды свёрл, их описание, особенности, назначение и цена
Виды свёрл, их описание, особенности, назначение и цена Правильная заточка цепи для бензопилы своими руками — способы, необходимые инструменты, секреты и нюансы
Правильная заточка цепи для бензопилы своими руками — способы, необходимые инструменты, секреты и нюансы