 Здравствуйте! Это обзор доступных фотополимеров для стереолитографической 3D-печати. Стереолитография, по сравнению с FDM, дает куда большую точность и лучшее качество поверхностей, но сами стереолитографические 3D-принтеры и материалы для них были, до недавнего времени, непомерно дороги. Ситуация изменилась с появлением на рынке Wanhao Duplicator 7, самого недорогого фотополимерника. Вместе с ростом его популярности, повысился спрос и на недорогие фотополимерные смолы. Здесь мы рассмотрим несколько образцов таких материалов.
Здравствуйте! Это обзор доступных фотополимеров для стереолитографической 3D-печати. Стереолитография, по сравнению с FDM, дает куда большую точность и лучшее качество поверхностей, но сами стереолитографические 3D-принтеры и материалы для них были, до недавнего времени, непомерно дороги. Ситуация изменилась с появлением на рынке Wanhao Duplicator 7, самого недорогого фотополимерника. Вместе с ростом его популярности, повысился спрос и на недорогие фотополимерные смолы. Здесь мы рассмотрим несколько образцов таких материалов. Мы решили сравнить три марки недорогих смол для стереолитографии: Fun To Do, Harz Labs и UV Res. Цены в статье приводятся ориентировочные и могут изменяться. Параметр, который мы не укажем в характеристиках, так как у этих полимеров он одинаковый — длина волны, при которой происходит полимеризация — общепринятые и самые распространенные 405 нанометров.
Мы решили сравнить три марки недорогих смол для стереолитографии: Fun To Do, Harz Labs и UV Res. Цены в статье приводятся ориентировочные и могут изменяться. Параметр, который мы не укажем в характеристиках, так как у этих полимеров он одинаковый — длина волны, при которой происходит полимеризация — общепринятые и самые распространенные 405 нанометров.
Fun To Do
Fun To Do — фотополимерная смола голландского производителя, уже достаточно популярная среди любителей 3D-печати. Это недорогой и качественный продукт, который можно использовать с подавляющим большинством стереолитографических принтеров. К нам на обзор попало три материала этой серии: Standard Blend — для прототипирования и декора, Industrial Blend — для функциональных деталей и Castable Blend — выжигаемый полимер для литья.
Fun to do Standard Blend
 Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Производитель: Fun To Do Твердость по Шору, D: 35 Страна производства: Нидерланды Цена, руб: 4 900 Fun To Do Standard Blend отлично подойдет для бюджетной 3D-печати различного назначения. У смолы высокая скорость полимеризации. Материал совместим почти со всеми стереолитографическими 3D-принтерами. Минимальная толщина слоя — 20 микрон. Полимер поставляется в трех цветах — красный, натуральный и черный.Параметры засветки Fun To Do Standard Blend на Flashforge Hunter, а мы печатали именно на нем: Слой, с: 2 Первый слой, с: 10 Толщина слоя, мм: 0,05 Отпечатанные изделия на ощупь резиноподобные, но хрупкие. Благодаря этому, поддержки очень легко отламываются, не нанося повреждений самой модели. После финальной засветки, “запекания” готовой модели, полимер становится твердым. Если плохо взболтать черный полимер перед заливкой в принтер, изделия носят зеленоватый оттенок. Такой эффект обнаружился у нас ближе к концу бутылки. Очевидно, полимер надо встряхивать перед каждым применением. Впрочем, как и любой другой. Если полимер оставить на две недели в принтере, то пигмент полностью осядет на дно. Вообще, конечно, никакой полимер лучше не оставлять на две недели в емкости принтера. Но, вот — есть у нас и такой опыт. Полимер не прилипает к Fep-пленке, что порадовало, и достаточно легко смывается, модель без затруднений снимается с платформы построения.
Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Производитель: Fun To Do Твердость по Шору, D: 35 Страна производства: Нидерланды Цена, руб: 4 900 Fun To Do Standard Blend отлично подойдет для бюджетной 3D-печати различного назначения. У смолы высокая скорость полимеризации. Материал совместим почти со всеми стереолитографическими 3D-принтерами. Минимальная толщина слоя — 20 микрон. Полимер поставляется в трех цветах — красный, натуральный и черный.Параметры засветки Fun To Do Standard Blend на Flashforge Hunter, а мы печатали именно на нем: Слой, с: 2 Первый слой, с: 10 Толщина слоя, мм: 0,05 Отпечатанные изделия на ощупь резиноподобные, но хрупкие. Благодаря этому, поддержки очень легко отламываются, не нанося повреждений самой модели. После финальной засветки, “запекания” готовой модели, полимер становится твердым. Если плохо взболтать черный полимер перед заливкой в принтер, изделия носят зеленоватый оттенок. Такой эффект обнаружился у нас ближе к концу бутылки. Очевидно, полимер надо встряхивать перед каждым применением. Впрочем, как и любой другой. Если полимер оставить на две недели в принтере, то пигмент полностью осядет на дно. Вообще, конечно, никакой полимер лучше не оставлять на две недели в емкости принтера. Но, вот — есть у нас и такой опыт. Полимер не прилипает к Fep-пленке, что порадовало, и достаточно легко смывается, модель без затруднений снимается с платформы построения.
Fun To Do Industrial Blend
Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Производитель: Fun To Do Цвет: Натуральный Твердость по Шору, D: 75 Страна производства: Нидерланды Цена, руб: 5900 Fun To Do Industrial Blend — промышленный фотополимер высокой прочности с широким температурным диапазоном. Напечатанные им детали не теряют свойств при температурах от -45°С до +225°С. Используется, помимо прочего, для создания мастер-моделей и литьевых форм для работы с силиконом. Поставляется в тех же цветах — красный, черный и натуральный.Параметры засветки на Flashforge Hunter: Слой, с: 1,5 Первый слой, с: 12 Толщина слоя, мм: 0,05 Полимер изначально обладает повышенной жесткостью и требует обязательного “запекания” изделий УФ-лампой или интенсивным солнечным светом — без этого они могут потрескаться и загнуться. Полимеризуется качественно и точно, модели внешне ничем не отличаются от Standard и Castable.
Fun To Do Castable Blend
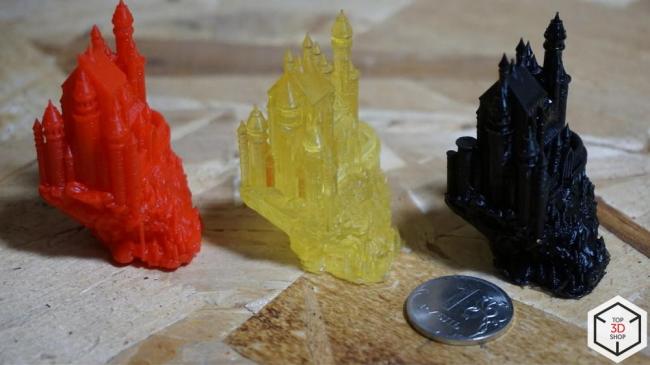
Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Производитель: Fun To Do Цвет: Красный Твердость по Шору, D: 73 Страна производства: Нидерланды Цена, руб: 5900 Fun To Do Castable Blend используется для печати литьевых моделей применяемых при литье из различных металлов, в том числе благородных. Прекрасное подспорье в ювелирном деле, при изготовлении произведений искусства, игрушек или утилитарных металлических изделий. Полимер дает высокую детализацию и имеет низкую зольность. Каких-то специфических требований по работе с Fun To Do Castable Blend нет. Основное отличие — самая долгая, среди полимеров Fun To Do, засветка.Параметры засветки на Flashforge Hunter: Слой, с: 2 Первый слой, с: 15 Толщина слоя, мм: 0,05 Все три вида полимеров Fun To Do отличаются высокой точностью, твердостью (после “запекания”), высокой скоростью полимеризации, приятными и яркими цветами. На фото представлены Catable (красный полимер), Standard (черный) и Industrial (желтый полимер).











UV Res
UV Res — фотополимер российского производства. Продолжаем успешное импортозамещение! На тестах у нас было два полимера этого производителя, о чем читайте ниже. Также компания выпускает инициатор для полимеров, значительно ускоряющий время полимеризации — на 40-50%, при добавлении около 1% от массы полимера. Он доступен по предзаказу, ориентировочная цена за упаковку в 5г — 2690 рублей. Пигментная паста для окрашивания полимера выпускается в упаковке по 10г, ориентировочная стоимость — 1090 рублей за упаковку. Также доступна по предзаказу.
UV Res M001
Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Твердость по Шору, D: 55-60 Страна производства: Россия Цена: по предзаказу, около 10 990 руб. Фотополимер отечественного производства UV Res M001 предназначен для печати моделей различного назначения. Сохраняет идеальное соотношение жесткости и функциональности в готовых изделиях. Подходит для печати мастер-моделей. Сохраняет прочность и твердость при температуре до 120 градусов Цельсия. Один из самых точных полимеров, что были на тестах. Отличия от Fun To Do — прилипает к пленке, приходится использовать шпатель для слива полимера из ванны. Средний по густоте. Выпускается в одном цвете.Параметры засветки на Flashforge Hunter: Слой, с: 5 Первый слой, с: 20 Толщина слоя, мм: 0,05
UV Res M111
Характеристики: Емкость, л: 1 Технология печати: DLP/LCD/SLA Твердость по Шору, D: 75-80 Страна производства: Россия Цена: по предзаказу, около 12290 рублей. Отличие от полимера M001 — изделия из M111 способны сохранять прочность и жесткость при температурах до 200 градусов. Менее точный и более медленный.Параметры засветки на Flashforge Hunter: Слой, с: 8 Первый слой, с: 30 Толщина слоя, мм: 0,05







Harz Labs
HARZ Labs Model
Полимеры Harz Labs на тестах были представлены одним наименованием — HARZ Labs Model, но в трех цветах: Красный, Вишневый и Черный.Характеристики: Внешний вид: Окрашенная прозрачная жидкость Доступные цвета: Красный, Прозрачный, Серый, Черный, Белый, Вишневый Запах: Без запаха Вязкость по Брукфильду, Па*с: 0,8-1 Предел прочности на разрыв, Н/мм2: 45 Удлинение на разрыв, %: 6-7 Твердость по Шору, D: 87-92 Усадка, %: Цена, руб./литр: около 7000, уточняйте при заказе. HARZ Labs Model — один из самых твердых и жестких полимеров. Точность на высоте. Если модель плохо промыта или полимер недополимеризован, то могут остаться белесые следы.Параметры засветки на Flashforge Hunter: Слои, с: 3,5-4 Первый слой, с: 15 Толщина слоя, мм: 0,05
Сравнение
Самые удобные в печати, из представленных — полимеры Fun To Do. У изделий из Standard Blend, например, очень легко удалять поддержки, а параметры для полимеризации этих смол уже заложены во многие принтеры, например — в наш тестовый Flashforge Hunter. Они не такие твердые и жесткие, как полимеры Harz Labs, и не липнут к пленке во время печати. Самые точные — смолы UV Res. По твердости, на ощупь, они представляют собой нечто среднее между Harz Labs и Fun To Do. Очень высокая детализация. Минус — мало цветов. Самые твердые принты получаются из Harz Labs Model — 87-92 D. Представлены в нескольких типах и широкой цветовой гамме.
 Настройка Slic3r для 3D-принтера Anet A8...
Настройка Slic3r для 3D-принтера Anet A8...Сравнительная таблица:
Общие фото изделий из всех полимеров:
Слева-направо: UV Res M111, M001, Harz Labs Model Красный, Вишневый, Черный, Fun To Do Castable, Industrial, Standard Blend.
Используемые принтеры
Печатать этими материалами могут многие стереолитографические 3D-принтеры, фактически — все, которые производят засветку в требуемом диапазоне — 405 нм. Назовем лишь несколько.
FlashForge Hunter
Рабочая камера, мм: 120 х 67,5 х 150 Технология печати: DLP Толщина слоя, мкм, от: 25 Цена, руб.: 273 900
Wanhao Duplicator 7
Рабочая камера, мм: 120х68х200 Технология печати: LCD Толщина слоя, мкм, от: 35 Цена, руб.: 31 553
Formlabs Form 2
Рабочая камера, мм: 145 x 145 x 175 мм Технология печати: SLA Толщина слоя, мкм, от: 25 Цена, руб.: 336 500
EGL 2
Рабочая камера, мм: 86.4 х 48.6 х 170 Технология печати: DLP Толщина слоя, мкм, от: 10 Цена, руб.: 260 000
Выводы
Все представленные материалы отвечают требованиям, предъявляемым полимерам предназначенным для прототипирования — все они достаточно прочные, хорошо полимеризуются, дают качественные принты. Отличия, обнаруженные во время тестов, обусловлены спецификой назначения каждого отдельного материала и изложены выше. Fun To Do Castable Blend, например, может использоваться для печати выжигаемых моделей для литья. Поработав с этими материалами, мы делаем вывод, что доступные фотополимеры во многом не уступают фирменным смолам производителей 3D-принтеров, а если разница неочевидна, то зачем платить больше? Это имеет смысл, если у вас дорогой брендовый принтер, типа Form 2, и вы хотите бесперебойности и простоты любой ценой. Но, если вы готовы экспериментировать и экономить, доступные качественные полимеры — лучший вариант. Хотите больше интересных новостей из мира 3D-технологий?Подписывайтесь на нас в соц. сетях:Сложности при экспонировании фотополимера вызывают мощный источник и короткое время засветки. Быстрое и интенсивное экспонирование вызывает плохое закрепление полимера на субстрате и приводит к моментальному «съезжанию» клише в процессе эксплуатации печати, штампа. При недостаточной полимеризации смолы на поверхности клише остаётся смолянистый слой, который не даёт клише ороситься краской и оттиск будет не равномерноокрашенным, он может становиться бледным или иметь лысины, пробелы на бумаге. Быстро засвеченный полимер редко бывает эластичным. Со временем клише разрушается, крошится. Чем ближе источник ультрафиолета к полимеру, тем точнее нужно «ловить» время. Передержка или недосветка на 2 секунды сразу видна. Лучше отдалить источник, увеличить время экспонирования- тогда погрешность во времени засветки (плюс/минус) 10 секунд сильно не скажется. Помните, что интенсивность излучения изменяется пропорционально квадрату расстояния. Другими словами — уменьшили расстояние от полимера ло лампы вдвое — экспонировать нужно в 4 раза меньше. Изменили расстояние в три раза — время экспонирования измениться в 9 раз.
Для работы по фотополимерной технологии при помощи экспонирующих камер потребуется:
- Экспонирующая камера
- Компьютер
- Лазерный чёрно-белый притер (с разрешением не менее 600 dpi)
- Расходные материалы:
- Фотополимер
- Плёнки для получения негативного изображения с лазерного принтера (Kimoto, Lomond, 3M.)
- По желанию — защитная пленка ( в рулоне)
- Субстрат
- Тонер или очернитель негатива
- Липкая резина(бордер или бордюрная лента — кто как называет)
- Оснастка (он же корпус : ручная или автоматическая) на которую крепят сделанное клише.
Описание этапов изготовления печати из фотополимера
1.Cоздать макет печати :
 Как изготовить штамп для сургучной печати своими руками
Как изготовить штамп для сургучной печати своими руками
Макет печати отрисовать с нужными данными на компьютере в любой программе и инвертировать в негативное (черно-белое) изображение.Мы предлагаем для создания макета печати программу CoralDraw и в помощь «новичкам» диск — «Печати и штампы. Защитные элементы» ( 3000руб.), с большим выбором макетов, шрифтов, шаблонов и изображений.
2.Распечатать макет :

Распечатать на лазерном принтере с разрешением не менее 600 dpi на матовой пленке Kimoto или прозрачной LOMOND (обратите внимание на качество негатива).
3.Обработать тонером негатив :
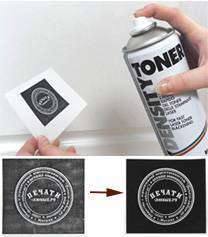
Негатив обработать тонером, после чего тёмный фон должен потемнеть. Используйте оригинальные картриджи и тонер.
4.Поместить негатив на стекло :
 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусы
Намочив обратную сторону пленки, негатив поместить лицевой стороной вверх на стекло, предварительно смоченное водой (для лучшего прилипания).
5.Негатив накрыть защитной плёнкой ( по желанию) :

Негатив накрыть сверху защитной плёнкой ( по желанию). Разглаживающими движениями выгнать остатки воды из под плёнки (для предотвращения образования пузырьков воздуха и лучшего контакта).
6.Обклеить бордюрной лентой :

Обклеить по периметру бордюрной лентой, ограничивающей пространство для полимера, при этом в углах оставить разрывы.
7.Залить негатив фотополимером :

Равномерно, не обрывая струю, залить негатив фотополимером и удалить образовавшиеся пузырьки, выдувая воздухом из резиновой груши или острым предметом (скрепкой, зубочисткой, иголкой).
8.Накрыть плёнкой-субстратом :

Накрыть плёнкой-субстратом (На полимер шершавой стороной! Наружу глянцевая!), начиная с середины, как показано на рисунке. Касаемся без надавливания центра полимера пленкой и просто отпускаем края-они сами расправятся и лягут на полимер.
9.Накрыть вторым стеклом :
Накрыть вторым стеклом полученную композицию и зажать по краям зажимами (канцелярские зажимы покупаются отдельно в любой канц.магазине).
10.Поместить в экспонирующую камеру :

Поместить стеклянную кассету в экспонирующую камеру лицевой стороной вверх.
11.Запустить таймер :

На цифровом таймере установить время экспонирования, которое в большей степени зависит от свойств фотополимера. Для полимера марок VX55, ROEHM со стороны прозрачной плёнки (первое время) оно равно примерно 20 -30 сек. Запустить таймер нажатием кнопки CD. При этом таймер начнёт обратный отсчёт времени, а внутри появится голубое свечение от ламп.
12.На таймере установить время экспонирования :

После того, как таймер отсчитает время, и лампы погаснут, перевернуть кассету матовой плёнкой (негативом) вверх и снова запустить процесс экспонирования (ИЗМЕНИВ ВРЕМЯ). Для полимера марок VX55, ROEHM время экспонирования на обратной стороне (второе время) составляет 1 мин. Более точное время определяется опытным путём изменяя время обоих засветок.Смотрите брошюру « Технологический регламент». По окончании достать кассету из камеры.
13.Разделив стекла отделить негатив :
Осторожно разделив стекла, отделить от фотополимера только негатив и защитную тонкую плёнку. Субстрат (прозрачный) от печати не отделять. После снятия затвердевшего полимера со стекол, часть его остается жидким, поэтому затем его нужно промыть.ВНИМАНИЕ! Очень часто начинающие изготовители нарушают технологию изготовления , а именно в составе печати обязательно должна быть жёсткая основа печати — субстрат ! Это пленка имеет две стороны одна из которых шершавая сторона накладывается на фотополимер, а гладкая — служит в дальнейшем для приклеивания на скотч (на оснастку, на корпус). Её не надо отделять от фотополимера после процесса изготовления ! Для примера: если приводить сравнение — представьте человека, у которого нет костного скелета, так и печать без субстрата.
14.Промыть клише :
Для очистки от не затвердевшего полимера, клише хорошо промыть с помощью щетки и моющего обезжиривающего средства типа Fairy, Золушка под тёплой (не горячей) проточной водой.
15.Клише поместить в воду :
Клише поместить в ванночку с водой в экспонирующую камеру на 7-10 минут для затвердения.
16.Срезать лишний полимер :
Вырезать клише, срезать весь лишний полимер. Срезать аккуратно не задевая бортики, иначе печать будет забракована. К этому этапу надо отнестись очень внимательно, чтобы не пришлось повторить всё с начала.
17.Клише наклеить на оснастку :
Готовое клише наклеить на оснастку.
Печать готова :
Оснастку для клише можно выбрать и купить в нашем магазине в разделе «Штемпельная продукция»
Вы можете скачать инструкцию
В нашем магазине посетите раздел Всё для фотополимерной технологии где можно приобрести расходные материалы.
Дефекты печатных форм, причины их возникновения и способы устранения
Причины возникновения: — Большое время экспонирования со стороны подложки; — Недостаточная очистка от не затвердевшего полимера; — Исчерпан ресурс ламп.Способ устранения: — Уменьшить экспозицию со стороны подложки; — Тщательно промыть клише; — Заменить в экспонирующей камере лампы. Причины возникновения: — Очень маленькое время экспонирования со стороны подложки; — Недостаточное время экспонирование со стороны негатива; — Наличие грязи, пузырьков воздуха на прозрачных элементах негатива; — Исчерпан ресурс ламп. .Способ устранения:— Увеличить время экспозиции; — Почистить негатив или распечатать новый; — Заменить лампы. Помимо фотополимерной технологии мы предлагаем изготовление печатей, штампов и факсимиле методом лазерной гравировки, по флэш-технологии, изготовление рельефных печатей, пломбиров и пломбираторов, Гербовые печати, печати с защитой. Вы можете приобрести у нас в магазине всё необходимое оборудование, оснастку и следуя строго по инструкциям заняться самостоятельным изготовлением, а можете доверить производство нам и забрать готовые изделия без лишних трат. В основе работы компании лежат ответственность и внимательность сотрудников, заказ любой степени сложности выполняется качественно, в кратчайшие сроки, с учётом всех пожеланийПомогают в этом современное оборудование и высококачественная продукция ведущих производителей. Наша компания — один из лидеров российского штемпельного бизнеса – изготовитель печатей и штампов, производитель традиционной оснастки, крупнейший поставщик продукции Shiny, GRM, Trodat и Colop и оказания услуг в этой сфере. У нас существует лояльная Партнёрская скидочная программа для штемпелеизготовителей и оптовиков, есть разные варианты сотрудничества.Не теряя времени — всё можно приобрести в одном месте! Заказать печать
Для того, чтобы оформить или забрать заказ, нет необходимости куда-либо ехать! Вы можете прислать письмо в свободной форме для заказа штемпельной продукции, оборудования и полиграфии на Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Смотрите варианты способов оплаты Мы всегда рады видеть вас в нашем офисе.


![]()
![]()

![]()
![]()
- https://habr.com/post/411903/
- http://grm02.ru/polimer/polimer.html
- https://www.pechati-lubye.ru/rykovodstvo-izgotovlenia.html

 Рейтинг 8 лучших сигнализаций для авто с AliExpress: цены, отзывы, плюсы и минусы
Рейтинг 8 лучших сигнализаций для авто с AliExpress: цены, отзывы, плюсы и минусы Свойства, различия и области применения PLA и ABS пластика
Свойства, различия и области применения PLA и ABS пластика Тест Anet A6 - опыт и улучшения
Тест Anet A6 - опыт и улучшения Миниатюрный настольный 3D-принтер TEVO Michelangelo
Миниатюрный настольный 3D-принтер TEVO Michelangelo