Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
 Пайка алюминия с медью припоем Castolin
Пайка алюминия с медью припоем CastolinПримечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
 Принцип действия отсоса припоя
Принцип действия отсоса припояНаиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Содержание
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
 Как применять припой Розе
Как применять припой РозеЕсли марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
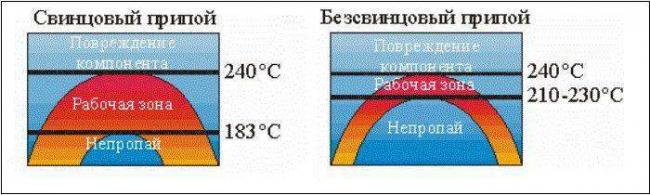
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
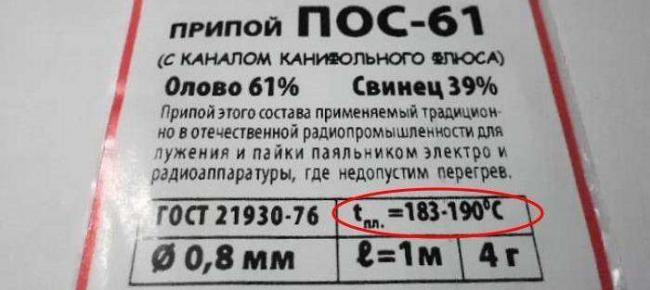
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| 66-70 | |
| 90-98 | |
| 120 | |
| 142-145 | |
| 150-170 | |
| 183-220 | |
| 183-277 | |
| 183-216 | |
| 183 | |
| 183-266 | |
| 183-238 | |
| 183-238 | |
| 183-245 | |
| 183-235 | |
| 183-189 | |
| 183-190 | |
| 184-275 | |
| 184-275 | |
| 185-229 | |
| 185-260 | |
| 185-250 | |
| 186-270 | |
| 190 | |
| 200-315 | |
| 200 | |
| 220-225 | |
| 220-225 | |
| 222 | |
| 224-232 | |
| 230-240 | |
| 230-250 | |
| 234-240 | |
| 234-240 | |
| 239-265 | |
| 240-290 | |
| 243-277 | |
| 244-270 | |
| 250-300 | |
| 250 | |
| 256 | |
| 260 | |
| 266 | |
| 268-285 | |
| 268-299 | |
| 268-299 | |
| 275-308 | |
| 300-320 | |
| 530-550 | |
| 545 | |
| 630-660 | |
| 640-680 | |
| 640-680 | |
| 640-680 | |
| 714-850 | |
| 750-800 | |
| 760-810 | |
| 800-825 | |
| 800-890 | |
| 800-830 | |
| 850-910 | |
| 850-900 | |
| 876-880 | |
| 880-980 | |
| 900-950 | |
| 900 | |
| 900-950 | |
| 900 | |
| 915-970 | |
| 920 | |
| 925-950 | |
| 960-1020 | |
| 960-970 | |
| 1000-1050 | |
| 1080-1120 | |
| 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
|
Марка припоя |
Химический состав, % |
|||||
|
Олово |
Сурьма |
Медь |
Цинк |
Свинец |
Алюминий |
|
|
ПОС-40 |
39…41 |
_ |
_ |
— |
Остальное |
— |
|
ПОССу40-0,5 |
39…41 |
0,05.-0,5 |
— |
— |
— |
— |
|
ПОССу40-2 |
39…41 |
1.5…2 |
— |
— |
— |
— |
|
ПОССуЗО-О.5 |
29 31 |
0,05-0,5 |
— |
— |
—»— |
— |
|
ПОССуЗО-2 |
29…31 |
1,5-2 |
— |
— |
—»— |
— |
|
А |
38,6…42,1 |
— |
1,5-2 |
56…59 |
— |
— |
|
ЦО-12 |
12 |
— |
— |
83 |
— |
— |
|
ЦА-15 |
— |
— |
— |
85 |
— |
15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
 Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
 В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
Используемые источники:
- http://thermalinfo.ru/svojstva-materialov/metally-i-splavy/svojstva-pripoev-i-podshipnikovyh-materialov-temperatura-plavleniya
- https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-pripoya-i-tehnicheskie-harakteristiki.html
- https://svaring.com/soldering/pripoj/temperatura-plavlenija

 Оплетка для снятия припоя
Оплетка для снятия припоя Самый острый соус в мире. Список соусов и их ингредиенты
Самый острый соус в мире. Список соусов и их ингредиенты Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности Оловоотсос (инструмент для удаления припоя)
Оловоотсос (инструмент для удаления припоя)