Точение различных изделий на токарном оборудовании выполняют посредством инструмента, который носит обобщающее название резец токарный. Резцовый инструмент классифицируется главным образом по функциональному назначению, от которого напрямую зависят конструктивные особенности отдельных видов, конструкция и конфигурация их лезвий. Другие классифицирующие признаки относятся к его ориентации во время рабочего процесса, виду режущей части, а также материала, из которого он изготовлен. Кроме токарных станков для металлообработки, существует аналогичное оборудование для точения изделий из дерева, резцы которого имеют отличную конструкцию и пригодны только для работы с древесиной и пластиками. Чтобы различать их с резцовым инструментом для токарной обработки металлов, в названии последнего часто употребляют словосочетание «резец по металлу». Типоразмеры и конструктивные характеристики токарных резцов регламентируются государственными и международными стандартами и в виде специального кода указываются на их маркировке.
Конструктивные элементы токарного резца
Одной из особенностей токарной обработки является то, что горизонтальное продольное движение резцового инструмента может осуществляться в двух направлениях: от шпинделя (вправо) и по направлению к нему (влево). Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия. Если большой палец будет справа от вершины, то это правый, а если нет — левый.
Плоскости резания
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
Виды резцов для токарного станка и их назначение
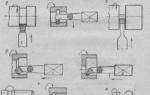
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Проходные прямые, отогнутые и упорные
Упорный резцовый инструмент предназначен для обточки длинных и нежестких изделий, т. к. его конструкция способствует меньшему изгибанию детали. Отогнутый резец имеет лезвие, расположенное под углом к державке, поэтому им можно работать на продольной подаче. Все резцы этого типа фиксируются в резцедержателе так, чтобы их вершина находилась напротив главной оси вращения станка. Одна из разновидностей прямого типа — пружинный резец, который имеет удлиненную и изогнутую режущую часть, пружинящую в процессе обработки. Проходной резцовый инструмент является наиболее массовым и универсальным, поэтому часто изготавливается неразборным из быстрорежущей инструментальной стали.
Подрезные резцы
Отрезные резцы
Резьбонарезные внутренние и внешние резцы
Расточные резцы
Сборный инструмент
Главные правила при выборе токарного резца по металлу
При выборе токарного инструмента в первую очередь нужно четко представлять, для каких целей его предполагается использовать и на каких режимах он будет эксплуатироваться. Кроме того, важным критерием является и производственное назначение, от которого зависит и его стоимость. Инструмент, используемый при разовых токарных работах в ремонтном цехе, и тот, что применяется в серийном производстве, обладают разными эксплуатационными характеристиками и, соответственно, имеют разную цену.
Однако при прочих равных ключевым параметром все-таки является стойкость резца, которая зависит от материала его лезвия. Токарные резцы со сменными пластинами во многих случаях имеют самые лучшие характеристики, но при выходе из строя лезвия оно не точится, а подлежит замене. Цельнометаллический инструмент в этом отношении практичнее, т. к. износ резца ведет только к его переточке. Кроме того, форму режущей кромки у такого изделия можно задать по своему желанию.
Когда требуется заточка резца
Правила выполнения заточки
Целью заточки токарных резцов является приведение их поверхностей к заданным геометрическим характеристикам и придание надлежащей остроты режущим кромкам. Чтобы правильно заточить токарный инструмент, необходимо соблюдать технологию заточки и применять соответствующие материалу изделия абразивные круги. Также важно, чтобы заточной станок был оборудован регулируемым подручником, позволяющим фиксировать затачиваемый инструмент под необходимыми углами. Порядок заточки токарного резца выглядит следующим образом: первыми выводятся углы обеих задних поверхностей, а после их проверки и замера затачивается передняя. Последней операцией является доводка участков всех поверхностей в тех местах, где они прилегают к режущей кромке лезвия.
Применяемые инструменты
Как установить резец на станке
Токарный инструмент крепится на каретке подвижного суппорта с помощью одинарного или многопозиционного резцедержателя. Чтобы правильно установить резец, его необходимо точно выверить относительно главной оси станка в перпендикулярном и параллельном направлениях. Режущая кромка большинства токарных резцов должна находиться строго напротив оси вращения, что требует настройки инструмента по высоте. Для этого обычно используют пластины из мягкой стали разной толщины, которые подкладывают под его основание. Важным условием установки также является жесткая фиксация резца, поэтому он должен зажиматься без люфтов и зазоров.
 Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Заточка токарных резцов по металлу – подробная инструкция с видео и фотоЕсли кто-нибудь из читателей имеет опыт работы на токарном станке, подскажите, пожалуйста, сколько токарного инструмента и какого типа необходимо иметь в домашней мастерской. Ждем вашего ответа в комментариях к этой статье.

Как выставить токарный резец по центру угольником и прутком
Если вы начинающий токарь, то наверняка задаётесь вопросом, как выставить резец по центру. Часто бывает так, что вроде бы и выставил резец токарного станка строго по центру, а через некоторое время он сбивается, что приносит массу неудобств.
Большинство опытных токарей выставляют резец по центру используя для этих целей увеличительную лупу. Однако в некоторых случаях, это не очень удобно, да и не будешь же бегать с лупой каждый раз при начальстве.
На самом деле существует один простой, но очень удобный способ выставить резец на токарном станке по центру. Как именно это сделать, и будет рассказано ниже, в данной статье сайта remstroisovet.ru.
Как выставить токарный резец по центру
- Взять металлический пруток, после чего осуществить его чистовую проточку;
- Измерить диаметр прутка;
- Установить штангенрейсмас на суппорте токарного станка;
- Замерить самую высшую точку металлического прутка, для чего потребуется выставить лапку инструмента поверх прутка;
- Найти половину диаметра прутка.
Теперь остается опустить верхнюю часть штангенрейсмаса на половину диаметра металлического прутка, таким образом, и будет найден центр.

После этого можно записать показание полученного значения, которое можно будет использовать для дальнейшей наладки токарного станка, когда нужно будет выставить его резец, строго по центру.
 Расточной резец: разновидности и основное назначение
Расточной резец: разновидности и основное назначениеУгольник для установки резца по центру
Можно использовать в качестве приспособления и небольшой угольник, с предварительно нанесённой разметкой высот (центров). Сделав один раз такой угольник, его, возможно, постоянно использовать в дальнейшем. Для этих целей в угольник вкладывается резец, после чего, посредством прокладок, он подгоняется, пока не дойдёт до требуемой риски.

Некоторые мастера и вовсе, выставляют резец токарного станка по центру, тем, что под руку попадётся. Конечно же, для этих целей нужно обладать определенным опытом и знаниями, которые с ним и приходят.
Так, например, мой хороший знакомый использовал для установки резца по центру, маленький уголок, который был скручен из двух пластин. На пластины был приделан небольшой конус, он по высоте, как раз и соответствовал высоте центра резца на токарном станке.
Можно воспользоваться и ещё одним способом выставления резца, так сказать «дедовским». Для этого потребуется взять небольшой кусок круглой заготовки, после чего сточить её, таким образом, чтобы она в диаметре составляла порядка 10-15 мм. Затем необходимо будет сточить немного заготовку сверху, чтобы не было биения.
После этого необходимо будет с одной стороны прутка срезать конус, после чего полученную заготовку можно устанавливать в патрон токарного станка, и уже по её острию выставлять резец по центру. Следует заметить, что существует множество способов выставить токарный резец. Каждый выбирает для себя самый удобный, и затем уже использует его в работе.
—>
Разберемся, зачем производить установку резца в соответствии с определенными правилами, а также рассмотрим эти правила и некоторые другие нюансы подробнее.
Вся работа на токарном оборудовании: сам процесс обработки заготовки и итоговый результат, напрямую зависят от правильности установки рабочей оснастки в держателе резца. Если резец зафиксирован неверно, то происходит быстрый износ его режущей кромки, возможны повреждения заготовки, а также возникновение нештатных ситуаций (вылет и срыв резца), которые могут навредить здоровью мастера. Кроме того может быть поврежден сам токарный станок, а его ремонт мало того стоит недешево, так еще и негативно отражается на производительности предприятия, где установлено оборудование.
 Мини токарный станок
Мини токарный станокДо монтажа резца в держатель требуется тщательно очистить его опорные поверхности от пыли, стружки и других накопившихся загрязнений.
Основное правило расположения резца при работе на токарном станке: вершина оснастки обязана располагаться на одной линии с центральными осями зажимов токарного станка.
Если работать резцом, установленным ниже данной линии, то деталь будет выталкиваться из центров при набегании оснастки, в случае слишком высокого расположения резца он будет слишком интенсивно изнашиваться и нагреваться в процессе работы. Допустимы только небольшие отклонения от центральной линии, если этого требует конкретная операция обработки заготовки. Например, при предварительной обработке заготовки оснастку немного задирают (отклонение до 1,2 мм), а при чистовой обработке наоборот можно занижать резец на аналогичную величину.
После фиксации резца обоими болтами в держателе для регулировки по высоте необходимо подвести вплотную к центру задней или передней бабки, причем сама настройка производится при помощи подкладок, количество которых не должно превышать трех штук. Такая методика позволяет добиться максимальных показателей точности и жесткости установки резца относительно обрабатываемой детали.
Подкладки должны быть заранее заготовлены и разложены по размерам (их размер должен совпадать по сечению с площадью контакта держателя и резца), не рекомендуется в спешке применять вместо них куски различных материалов. Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
По глубине резец настраивается двумя способами:
- методика пробных стружек, в процессе которой оснастку приближают до касания к заготовке на включенном станке, а затем отводят до упора вправо и начинают работу, регулируя глубину на глаз;
- способ с лимбом поперечной подачи заключается в использовании встроенного средства измерения и его шкалы.
Другие статьи по теме:
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Связанные товары
Код товара: 38320Универсальный токарный станок повышенной мощности KC 160 MD/6000 Напряжение380В Код товара: 8871Станок токарно-винторезный 16ВТ20П-22 Напряжение380В 2 791 207 pКод товара: 35599Токарный станок PROMA SPV-550 Напряжение380В 185 321 pКод товара: 1680Токарный станок ZMM CU730/3000 Напряжение380В 2 915 203 pКод товара: 9876Универсальный токарный станок Proma SPF-1500PS с УЦИ Напряжение380В 1 391 726 pКод товара: 1960Универсальный токарный станок Proma SPF-1500PHS Напряжение380В 1 282 500 pКод товара: 183 В наличии 40 шт. Токарно-винторезный станок 250ИТВМ.01 Напряжение380В 1 800 990 pКод товара: 51019Универсальный токарно-винторезный станок METAL MASTER X3270 (220V) Напряжение220В 379 225 pКод товара: 9787Токарно-винторезный станок по металлу JET GH-26120ZH DRO Напряжение380В 2 139 000 pКод товара: 41764Станок токарно-винторезный STALEX C6251/1000 Напряжение380В 1 448 490 pКод товара: 34277Токарный станок по дереву JET JWL-1440VS Напряжение220В 106 950 pКод товара: 38311Универсальный токарный станок повышенной мощности KC 140 MD/4000 Напряжение380В Используемые источники:
- https://wikimetall.ru/oborudovanie/rezets-tokarnyj.html
- https://remstroisovet.ru/kak-vystavit-tokarnyj-rezec-po-centru.html
- https://rustan.ru/ustanovka-rezca-na-tokarnom-stanke

 Настольный токарный станок: виды, особенности и преимущества
Настольный токарный станок: виды, особенности и преимущества Простой токарный станок по дереву из мотора от стиралки
Простой токарный станок по дереву из мотора от стиралки Резьбовые пластины для механических резцов
Резьбовые пластины для механических резцов Сверло балеринка по дереву и металлу: характеристики и возможности
Сверло балеринка по дереву и металлу: характеристики и возможности