x+7 (499) 322-23-19Пн–пт 10:00–19:00, сб-вс 10:00–17:00![]() Напишите нам Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты Назад 3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать для стоматологииЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы Назад 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжинирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональные—> ОбразовательныеГрипперыТехническое зрениеАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00 Киев Корзина пустаКорзина пуста+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00Напишите нам
Напишите нам Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты Назад 3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать для стоматологииЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы Назад 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжинирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональные—> ОбразовательныеГрипперыТехническое зрениеАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00 Киев Корзина пустаКорзина пуста+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00Напишите нам![]() Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжинирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональные—> ОбразовательныеГрипперыТехническое зрениеАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы
Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжинирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональные—> ОбразовательныеГрипперыТехническое зрениеАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы
Добрый день, Уважаемые читатели!
Вот и пришло время переделки моего 3D принтера. На этот раз я буду полностью его пересобирать и менять все пластиковые детали задействованные в механике на металлические.
Наверно у читателей возникнет вопрос: «А, зачем менять?»
Мой ответ будет прост: Я очень разочаровался в пластике в целом. Он мягкий, плохо справляется с нагрузками и тяжело переносит повышенную/высокую температуру, и совершенно не держит резьбу. Как материал для прототипирования он неплох, но для чего то важного и сложного он не подходит.
Проект этого принтера тянется уже давно, так время от времени я сталкиваюсь со сложностями, в виде длительной доставки запчастей и прочих семейных обстоятельств. И так приступим.
Корпус – рама
Для сборки рамы принтера нам понадобятся:
- Профиль 30х30 длинной 320 мм в количестве 13 шт. и длинной 500 мм, который я приобретал в компании «Собери-Завод» в г. Москва. При заказе была осуществлена резка профиля;
- Шпилька строительная М6 длинной 330 мм – 8 шт., 520 мм – 4 шт.;
- Уголок силуминовый – 26 шт.;
- Самодельные сухари М6 – 42 шт.;
- Самодельные кубики из пластика– 8 шт.;
- Гайки М6 с пластиковой вставкой – 42 шт.

Собираем корпус, соблюдая строгую геометрию при помощи ровного строительного уголка. Везде должно быть строго 90 градусов.
Для соединения вершин, мною были распечатаны 8 кубических креплений (синий цвет).
 На 3D-принтере научились печатать стекла разных составов
На 3D-принтере научились печатать стекла разных составов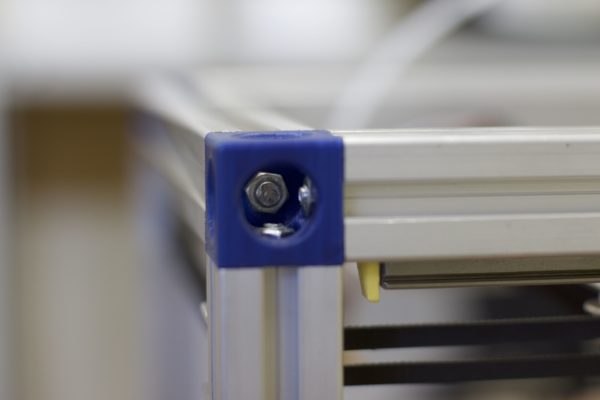
Для более жесткого соединения сквозь профиль была пропущена шпилька М6.

Все перекрестные соединения были осуществлены при помощи силуминовых уголков и сухарей М6. Они придают хорошую жесткость корпусу.
Кинематика принтера (механика оси X и Y)
Кинематика моего принтера будет собрана по схеме CoreXY, в теорию вдаваться мы не будем, если у Вас есть желание, то с ней предлагаю ознакомиться по ссылке.
Еще можно ознакомиться с моим видео, в котором показано, каким образом происходит движение головки, за счет одновременного вращения моторов X и Y.
Схема расположения элементов кинематики (без профиля).
Для сборки механики нам понадобятся:
- рельсы MGN12 длинной 300 мм с каретками MGN12С – 3 шт.;
- ремень GT2 длинной 4 м;
- зубчатые колеса на подшипниках GT20 – 8 шт.;
- шкивы GT20 на шаговые двигатели – 2 шт.;
- самодельный крепеж для двигателей – 2 шт.;
- болты М5 – 6 шт.
- самодельная головка из профиля;
- самодельная пластина портала размером 36х377х2 мм.
- крепление хотэнда SK-16;
- самодельные сухари М6 длинной 150 мм – 2 шт.;
- болты и гайки М3 – около 20 шт.
Крепление рельс к профилю осуществляем при помощи длинного самодельного сухаря с вставленными гайками М3 с пластиковым фиксатором.
 #Unique3D
#Unique3DСобираем голову по схеме. В пластиковой части предусмотрены шестигранные отверстия для гаек с пластиковыми вставками.
Результат сборки, болты М3 и М5 с внутренним шестигранником.
Крепление SK16 жестко крепит радиатор и позволяет ему проворачиваться и еще неплохо передает тепло от него на каретку.
Выполняем монтаж зубчатых колес на портал.
Крепим портал на две каретки оси X.
После монтажа проверяем плавность движения и параллельность.
Выполняем монтаж шаговых двигателей при помощи самодельных креплений и сухарей.
Изготовление креплений производилось кустарным способом на балконе, при помощи дрели и сверла, на коленках.
Крепим зубчатые колеса на самодельные крепления из дюралюминиевого уголка.
 3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать
3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробоватьРемень устанавливаем по следующей схеме (двухэтажная без перекрещивания). Концы ремня заводим в головку принтера, одинаково натягиваем и фиксируем.
После крепления рельс проверяем геометрию и совершаем пробные движения.
Очень важно добиться одинакового натяга ремней. Фиксируем ремень болтами М3 в головке.
Ось Z
- Самодельный фанерный стол;
- Валы диаметром 12 мм, длинной 400 мм – 2 шт.;
- Крепление валов SK12 – 4 шт.;
- Крепление ШВП SK16 – 2 шт.;
- Подшипники скольжения LMK12LUU – 2 шт.;
- ШВП 1204 [SFU 1204 ] с обработанными концами, длинной 320 мм;
- Подшипники 8х16х5 мм – 2 шт.;
- Муфта 5х8 мм.
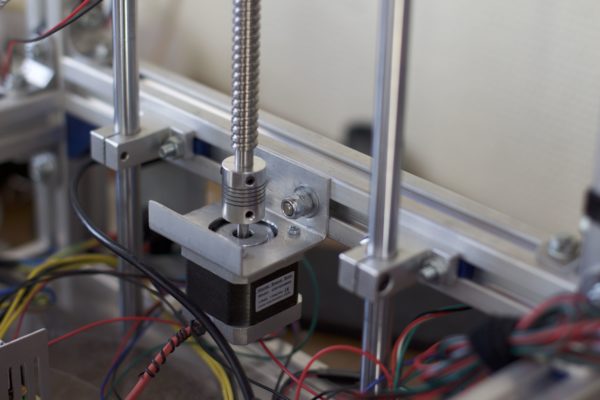
Крепим гайку ШВП вместе с валом ШВП и подшипники LMK12LUU на стол при помощи болтов и гаек М3.
Для быстрого нахождению центров отверстий и соблюдения геометрии мной был смоделирован и распечатан адаптер.
Собираем все оставшиеся элементы согласно графической схемы, закрепляем их на профиле при помощи сухарей (для удобства стол на схеме скрыт).
Для крепления валов диаметром 12 мм были применены крепления SK12, подшипники ШВП устанавливаются в крепления SK16 (оранжевые крепления на схеме). Проблема заключается в том, что у креплений SK12 и SK16 разные размеры и центра не совпадают. Необходимо было обработать крепление, укоротить основание на 4 мм на фрезерном станке. Для соосности моим знакомым Станиславом (очень хорошим человеком, который так же как и я, увлечен станками ЧПУ) был выточен вал 12/16 мм.
После обработки оси совпали, можно монтировать.
И так, механика собрана и готова к движению.
Электроника
Электроника для принтера будет основана на классической связке Arduino+Ramps.
- Arduino MEGA 2560;
- Ramps 1.4 (комплект);
- Драйвера DRV8825 – 4 шт.;
- ЖК Экран 2004;
- Кардридер;
- Шаговые двигатели 42BYGHW609 Nema17 – 4 шт.;
- Нагревательный стол MK2;
- Блок питания 12В – 360 Ватт, 30А;
- Экструдер – MK8;
- ХотЭнд E3D V6 – оригинал (копия);
- Концевики оптические – 3 шт.
Подключения производятся по классической схеме.
Монтируем и подключаем оптические концевые выключатели.
Ось Y
Ось X
Ось Z
Закрепляем экструдер MK8 на раму принтера.
Прошивка
Прошивка принтера MARLIN 1.0.2 со стандартными настройками.
Я приведу краткий список своих параметров:
Активируем кинематику
#define COREXY
Активируем оптические концевики
const bool X_MIN_ENDSTOP_INVERTING = false;
const bool Y_MIN_ENDSTOP_INVERTING = false;
const bool Z_MIN_ENDSTOP_INVERTING = false;
Указываем направление вращение двигателей
#define INVERT_X_DIR true
#define INVERT_Y_DIR true
#define INVERT_Z_DIR false
#define INVERT_E0_DIR true
Указываем габариты рабочего поля
#define X_MAX_POS 200
#define X_MIN_POS 0
#define Y_MAX_POS 200
#define Y_MIN_POS 0
#define Z_MAX_POS 250
#define Z_MIN_POS 0
Указываем скорость перемещения при команде Home
#define HOMING_FEEDRATE {2000, 2000, 500, 0}
Указываем шаги
#define DEFAULT_AXIS_STEPS_PER_UNIT {160, 160, 1600, 301}
#define DEFAULT_MAX_FEEDRATE {50, 50, 10, 25}
#define DEFAULT_MAX_ACCELERATION {5000, 5000, 250, 10000}
Область печати составляет 200х200х250 мм.
Настройки слайсера
Сопло – 0,4 мм;
Высота слоя – 0,15-0,2 мм;
Толщина стенки – 1,2 мм;
Толщина дна детали – 0,6 мм;
Высота крыши детали – 0,6 мм;
Скорость печати – 50-100 мм *;
Толщина пластика – 1,75 мм;
Текучесть – 100-120% *;
Температура сопла – 210-230 градусов *;
Температура стола – 60-65 градусов.
* – подбор параметров производится опытным путем, зависит от пластика и производителя.
Результат печати
Плюсы и минусы
Плюсы:
Рамы из профиля является жесткой и универсальной, в любой момент можно без проблем что-то переделать/передвинуть.
Кинематика CoreXY имеет ряд преимуществ, к ним относятся:
- высокая скорость печати за счет более легкого портала;
- большее количество ремней, дает большую прочность (в сравнении с h-bot);
- меньшая длина ремня не дает такого резонанса при движении как h-bot;
- движение стола происходит вверх и вниз, деталь во время печати не раскачивается;
- имеются большие угловые ускорения (в сравнении с h-bot);
- установка ШВП избавила от люфтов и волн на детали при печати;
- установка рельс избавляет от прогиба валов;
- применение зубчатых колес сохраняет целостность зубов на ремне.
Минусы:
- Минусы, профиль довольно толстый и увеличивает габариты принтера;
- Рельсы очень шумно работают при быстром перемещении;
- Ремень тянется и видны мелкие вибрации ремня (колебания) при движении, это негативно сказывается на качестве печати;
- Ремня 2 куска, и их необходимо натянуть с одинаковым усилием;
- Со временем необходимо выполнять натяжку ремня;
- Что бы выполнить монтаж какой-нибудь детали на корпусе принтера, необходим сухарь (специальный болт/гайка), возможно придется делать частичный разбор принтера.
Советы новичкам
- Старайтесь делать корпус как можно жёстче, желательно из металла (жесткости много не бывает, вес принтера положительно сказывается на качестве печати);
- Минимизируйте использование пластиковых деталей, пластик очень ненадежный материал;
- Максимально облегчайте головку принтера, инерция меньше, качество и скорость печати выше;
- По возможности используйте белый ремень GT2, он армированный и менее тягучий;
- Вместо роликов используйте зубчатые колеса, так как они сохраняют геометрию зуба на ремне.
Благодарю Вас за внимание!
Пользуясь случаем хотел поблагодарить Станислава за оказанную помощь. У этого хорошего человека есть свой канал на Youtube.
Администрацию портала прошу принять данный пост на конкурс.
Метки: CoreXY, конкурс #3   2017-02-13      Раздел: На конкурс, Постройка 3D принтера, Своими руками   ![]() Автор: Xedos Просмотров: 41 590   19 комментариев
Автор: Xedos Просмотров: 41 590   19 комментариев
Как печатать ABS без термокамеры и без деламинации      Поздравляем победителей конкурса #3 – о сборке 3D принтеров Доброго времени суток! Сегодня я решил поделиться своими мыслями насчет выбора кинематики для принтера. Честно говоря, в интернете нет однозначного мнения о том, какая все-таки схема движения экструдера по осям является наиболее удачной. Попробуем разобраться. Итак. Самая распространенная в интернете система принадлежит классическому Prusa Mendel: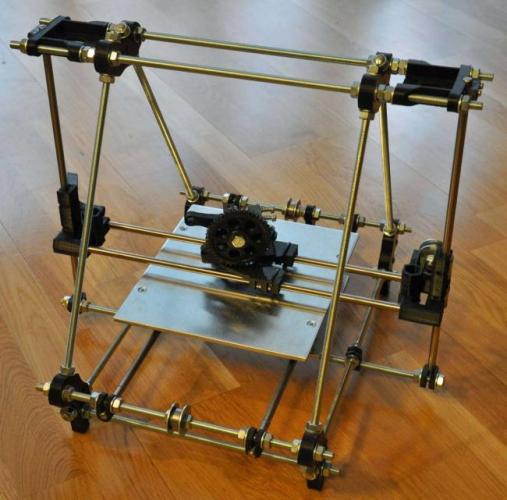 В классификации самих репраповцев такая схема движения называется XZ Head Y Bed. Это означает, что экструдер движется по оси X (влево-вправо) и Z (вверх-вниз), а стол бегает по оси Y (вперед-назад). И все тут вроде бы хорошо и достаточно просто, но! Несмотря на видимую простоту конструкции, ее практически нереально настроить на идеальную геометрию. Здесь слишком много гаек, которые надо одновременно крутить, чтобы выставить перпендикулярность / диагональность. Даже, если получается настроить правильную печать в основании детали, то ближе к вершине все равно модель «уплывает» куда-то не туда. Калибровка такого принтера подобна шаманству. Кроме всего прочего, точность принтера напрямую зависит от жесткости резьбовых шпилек, из которых он состоит процентов на 70. Я применял обычные шпильки М8 из строительного магазина — а они гнутся практически без усилий. Так что ждать от такого принтера печати запредельного качества не стоит. Но! Если заменить все эти хлипкие шпильки на цельные элементы, то результат будет гораздо лучше.
В классификации самих репраповцев такая схема движения называется XZ Head Y Bed. Это означает, что экструдер движется по оси X (влево-вправо) и Z (вверх-вниз), а стол бегает по оси Y (вперед-назад). И все тут вроде бы хорошо и достаточно просто, но! Несмотря на видимую простоту конструкции, ее практически нереально настроить на идеальную геометрию. Здесь слишком много гаек, которые надо одновременно крутить, чтобы выставить перпендикулярность / диагональность. Даже, если получается настроить правильную печать в основании детали, то ближе к вершине все равно модель «уплывает» куда-то не туда. Калибровка такого принтера подобна шаманству. Кроме всего прочего, точность принтера напрямую зависит от жесткости резьбовых шпилек, из которых он состоит процентов на 70. Я применял обычные шпильки М8 из строительного магазина — а они гнутся практически без усилий. Так что ждать от такого принтера печати запредельного качества не стоит. Но! Если заменить все эти хлипкие шпильки на цельные элементы, то результат будет гораздо лучше.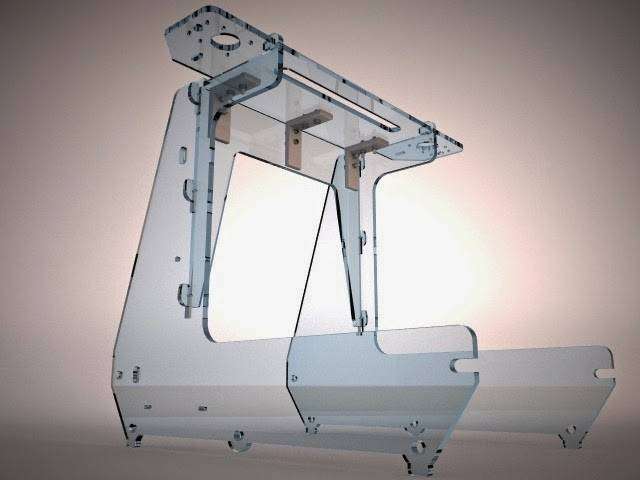 Такой вариант реализации называется Prusa Air. Есть еще Prusa i3 (наверное, по-аналогии с компом автора, в котором трудится Intel Core i3) и еще целая куча вариантов. В том числе и комбинированные, в которых используются и цельные элементы и все те же резьбовые шпильки. Например такой:
Такой вариант реализации называется Prusa Air. Есть еще Prusa i3 (наверное, по-аналогии с компом автора, в котором трудится Intel Core i3) и еще целая куча вариантов. В том числе и комбинированные, в которых используются и цельные элементы и все те же резьбовые шпильки. Например такой: Собрать (а самое главное — настроить) такой принтер гораздо проще. Да и качество печати будет уже на уровне промышленных образцов. Необязательно делать боковины и прочие элементы из акрила при помощи лазерной резки, либо фрезерования. Можно обойтись фанерой (или МДФ):
Собрать (а самое главное — настроить) такой принтер гораздо проще. Да и качество печати будет уже на уровне промышленных образцов. Необязательно делать боковины и прочие элементы из акрила при помощи лазерной резки, либо фрезерования. Можно обойтись фанерой (или МДФ):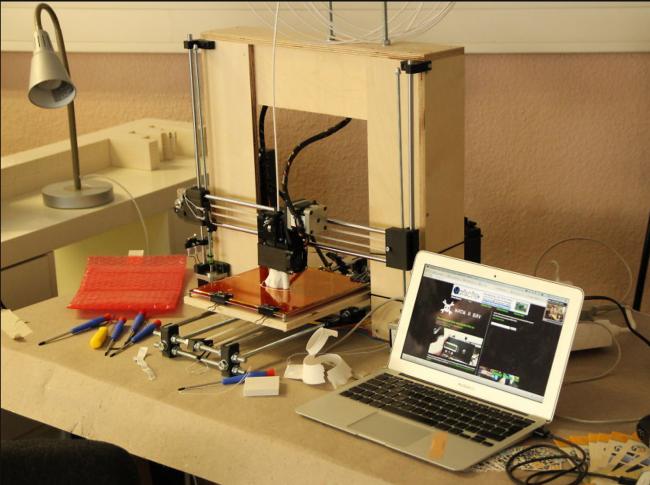 Самое главное — добиться параллельности / перпендикулярности осей.
Самое главное — добиться параллельности / перпендикулярности осей.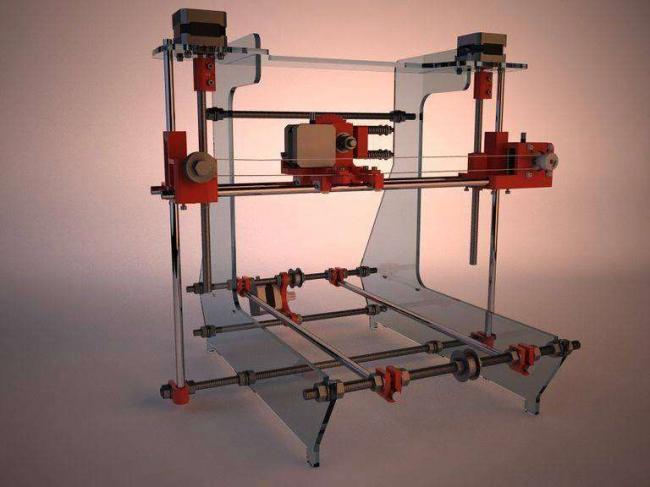 Советую все-таки воспользоваться услугами лазерной / фрезерной резки — сейчас практически в любом городе есть фирмы (производства), которые предоставляют такие услуги. Денег это будет стоить немного, зато сэкономите кучу времени и нервов. Если есть желание максимально упростить (ускорить) сборку принтера с такой кинематикой, можно, например, остановиться на варианте под названием Printrbot LC:
Советую все-таки воспользоваться услугами лазерной / фрезерной резки — сейчас практически в любом городе есть фирмы (производства), которые предоставляют такие услуги. Денег это будет стоить немного, зато сэкономите кучу времени и нервов. Если есть желание максимально упростить (ускорить) сборку принтера с такой кинематикой, можно, например, остановиться на варианте под названием Printrbot LC: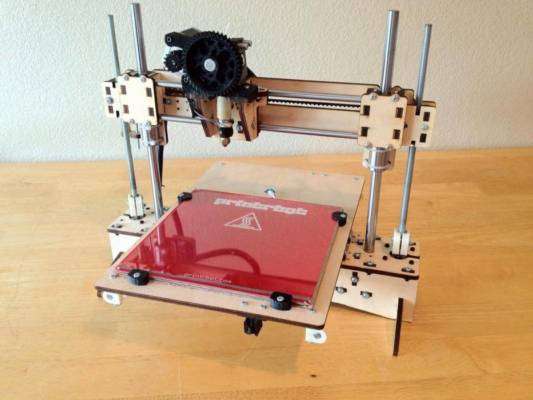 Здесь практически все детали выполнены из фанеры, а точность печати в итоге практически никак не зависит от кривизны рук и определяется только качеством исходного материала. Поехали дальше. Бывают модели, в которых стол катается не только по одной оси (в менделе по Y).
Здесь практически все детали выполнены из фанеры, а точность печати в итоге практически никак не зависит от кривизны рук и определяется только качеством исходного материала. Поехали дальше. Бывают модели, в которых стол катается не только по одной оси (в менделе по Y).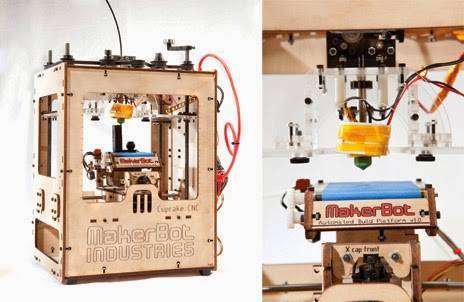 У этой ранней модели под названием Makerbot Cupcake стол двигается по осям XY, а экструдер только по оси Z. Такая кинематика распространена среди моделистов в различных микрофрезерных станках, где гораздо легче двигать маленькую обрабатываемую заготовку, чем тяжелый инструмент.
У этой ранней модели под названием Makerbot Cupcake стол двигается по осям XY, а экструдер только по оси Z. Такая кинематика распространена среди моделистов в различных микрофрезерных станках, где гораздо легче двигать маленькую обрабатываемую заготовку, чем тяжелый инструмент. Но в нашем случае экструдер тонну не весит, поэтому не стоит заморачиваться на такой схеме движения. Особняком стоят Delta-роботы с совершенно внеземной кинематикой, где стол стоит неподвижно, а голова летает по всем трем осям:
Но в нашем случае экструдер тонну не весит, поэтому не стоит заморачиваться на такой схеме движения. Особняком стоят Delta-роботы с совершенно внеземной кинематикой, где стол стоит неподвижно, а голова летает по всем трем осям: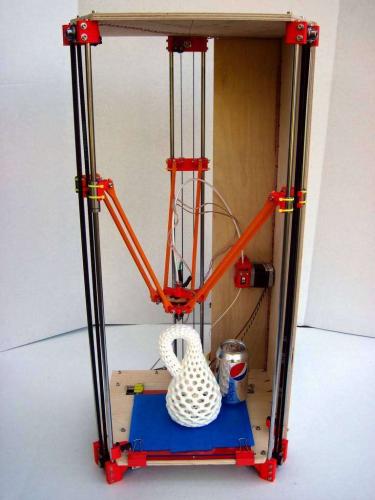 Родоначальником всех подобных принтеров является Rostock (он на фото). Штука просто великолепная, а процесс печати доставляет гораздо сильнее, чем от простых принтеров. В инете очень много роликов процесса печати — советую всем посмотреть (если кто еще не видел) — тут например. Самый главный плюс этого принтера в том, что печатная головка может летать по всем осям на сверхзвуковых скоростях. Конечно, это в том случае, если мощности движков хватит, в головка будет обладать небольшой инерционностью. А самый главный минус — что для движения по любой из осей необходимо в любом случае задействовать все три двигателя одновременно. Тут возможен вариант с накоплением суммарной ошибки в точности позиционирования, которая, кроме всего прочего, сильно зависит от наличия люфтов в шарнирах плечей. Чтобы избавиться от люфтов, можно использовать шаровые наконечники, например такие:
Родоначальником всех подобных принтеров является Rostock (он на фото). Штука просто великолепная, а процесс печати доставляет гораздо сильнее, чем от простых принтеров. В инете очень много роликов процесса печати — советую всем посмотреть (если кто еще не видел) — тут например. Самый главный плюс этого принтера в том, что печатная головка может летать по всем осям на сверхзвуковых скоростях. Конечно, это в том случае, если мощности движков хватит, в головка будет обладать небольшой инерционностью. А самый главный минус — что для движения по любой из осей необходимо в любом случае задействовать все три двигателя одновременно. Тут возможен вариант с накоплением суммарной ошибки в точности позиционирования, которая, кроме всего прочего, сильно зависит от наличия люфтов в шарнирах плечей. Чтобы избавиться от люфтов, можно использовать шаровые наконечники, например такие: Мой безлюфтовый вариант (пока только прототип):
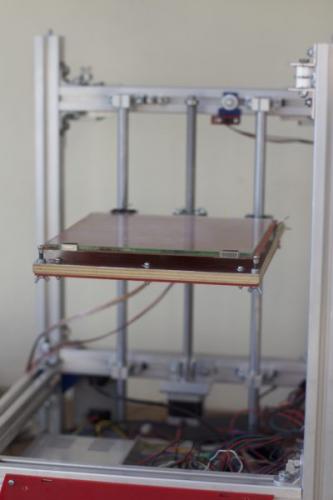
Мой безлюфтовый вариант (пока только прототип): … Едем дальше. Самая распространенная кинематика 99% современных принтеров — это XY Head Z Bed. Т.е., движение печатающей головки по осям XY, а стол — по Z. И самая известная реализация этого варианта — это конечно Makerbot Replicator (со всеми своими версиями, кроме последней 5-го поколения):
… Едем дальше. Самая распространенная кинематика 99% современных принтеров — это XY Head Z Bed. Т.е., движение печатающей головки по осям XY, а стол — по Z. И самая известная реализация этого варианта — это конечно Makerbot Replicator (со всеми своими версиями, кроме последней 5-го поколения): Двигатель оси Y при помощи двух зубчатых ремней двигает каретку оси X с размещенным на ней двигателем, который, в свою очередь, двигает печатающую головку. Лично мне нравится такой вариант, за исключением того, что приходится постоянно «катать» двигатель оси Х, а это, в свою очередь, лишняя масса. В первой моей статье фото принтера именно с такой механикой: К недостаткам этого варианта я бы отнес необходимость использования трех отдельных зубчатых ремней, которые должны быть натянуты струной. Если они будут висеть, то качественной печати не получится. В принтере Ultimaker двигатели осей XY стоят неподвижно: При помощи целой кучи зубчатых ремней (4 больших и 2 маленьких) и валов они двигают печатающую головку с очень неплохой скоростью. Качество печати у такого принтера одно из самых лучших. Чуть подробнее кинематическая часть: В этой конструкции лично мне не нравится использование вращающихся валов, которые обязывают использовать бронзовые (или фторопластовые) втулки вместо подшипников качения. Да и валы должны быть идеально ровными, иначе весь механизм будет штормить при движении. Обилие зубчатых ремней я бы тоже не отнес к плюсам конструкции, поэтому ищем дальше. Медленно, но верно мы пришли к простой, но гениальной механике: Эта кинематика называется H-Bot. Вот ее схема: Еще один H-Bot: В интернете многие путают данную кинематику с CoreXY, которая выглядит немного иначе: А вот реализация CoreXY «в железе»: И CoreXY и H-Bot работают совершенно одинаково. Когда мы вращаем оба двигателя в одну и ту же сторону, происходит движение экструдера по оси X, если вращать двигатели в противоположные стороны — движется каретка по оси Y. Если только один из двигателей будет вращаться — получим одновременное движение по двум осям (каретка поедем по диагонали). Здесь самый наглядный пример такого движения. Тут еще один отличный пример. Анимация движения по осям: Сразу отмечу, что прошивка Marlin (про нее я уже писал) поддерживает такую кинематику — достаточно раскомментировать в конфигурации всего одну строчку.// Uncomment the following line to enable CoreXY kinematics// #define COREXY Очевидные плюсы этой кинематики — двигатели находятся статично, им не надо никуда ездить, соответственно, они могут быть любыми (т.е. мощными). Ремень здесь всего один — не надо заморачиваться с кучей натяжных механизмов. Но есть и минусы — данная конструкция должна быть абсолютно жесткой! Иначе вместо кругов будут получаться овалы. Подобная механика применяется в принтере компании Stratasys под названием Mojo. Вот он: Инженеры компании Makerbot в пятом поколении своих репликаторов, похоже, тоже решили использовать H-bot: Для себя я выбрал именно такой вариант кинематики. Здесь, само собой, не обойтись без точных ЧПУ инструментов, зато результат будет на уровне дорогих профессиональных принтеров. …Используемые источники:
Двигатель оси Y при помощи двух зубчатых ремней двигает каретку оси X с размещенным на ней двигателем, который, в свою очередь, двигает печатающую головку. Лично мне нравится такой вариант, за исключением того, что приходится постоянно «катать» двигатель оси Х, а это, в свою очередь, лишняя масса. В первой моей статье фото принтера именно с такой механикой: К недостаткам этого варианта я бы отнес необходимость использования трех отдельных зубчатых ремней, которые должны быть натянуты струной. Если они будут висеть, то качественной печати не получится. В принтере Ultimaker двигатели осей XY стоят неподвижно: При помощи целой кучи зубчатых ремней (4 больших и 2 маленьких) и валов они двигают печатающую головку с очень неплохой скоростью. Качество печати у такого принтера одно из самых лучших. Чуть подробнее кинематическая часть: В этой конструкции лично мне не нравится использование вращающихся валов, которые обязывают использовать бронзовые (или фторопластовые) втулки вместо подшипников качения. Да и валы должны быть идеально ровными, иначе весь механизм будет штормить при движении. Обилие зубчатых ремней я бы тоже не отнес к плюсам конструкции, поэтому ищем дальше. Медленно, но верно мы пришли к простой, но гениальной механике: Эта кинематика называется H-Bot. Вот ее схема: Еще один H-Bot: В интернете многие путают данную кинематику с CoreXY, которая выглядит немного иначе: А вот реализация CoreXY «в железе»: И CoreXY и H-Bot работают совершенно одинаково. Когда мы вращаем оба двигателя в одну и ту же сторону, происходит движение экструдера по оси X, если вращать двигатели в противоположные стороны — движется каретка по оси Y. Если только один из двигателей будет вращаться — получим одновременное движение по двум осям (каретка поедем по диагонали). Здесь самый наглядный пример такого движения. Тут еще один отличный пример. Анимация движения по осям: Сразу отмечу, что прошивка Marlin (про нее я уже писал) поддерживает такую кинематику — достаточно раскомментировать в конфигурации всего одну строчку.// Uncomment the following line to enable CoreXY kinematics// #define COREXY Очевидные плюсы этой кинематики — двигатели находятся статично, им не надо никуда ездить, соответственно, они могут быть любыми (т.е. мощными). Ремень здесь всего один — не надо заморачиваться с кучей натяжных механизмов. Но есть и минусы — данная конструкция должна быть абсолютно жесткой! Иначе вместо кругов будут получаться овалы. Подобная механика применяется в принтере компании Stratasys под названием Mojo. Вот он: Инженеры компании Makerbot в пятом поколении своих репликаторов, похоже, тоже решили использовать H-bot: Для себя я выбрал именно такой вариант кинематики. Здесь, само собой, не обойтись без точных ЧПУ инструментов, зато результат будет на уровне дорогих профессиональных принтеров. …Используемые источники:
- https://top3dshop.ru/blog/types-of-fdm-3d-printer.html
- https://3deshnik.ru/blogs/xedos/sborka-printera-corexy-iz-alyuminievogo-profilya
- http://infinum3d.blogspot.com/2014/04/blog-post_18.html
 Самодельный принтер на SCARA механике
Самодельный принтер на SCARA механике 3D принтер своими руками
3D принтер своими руками 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусы Самодельный 3D принтер на шаговиках от матричного принтера
Самодельный 3D принтер на шаговиках от матричного принтера