Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.

При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
 Установка резца на токарном станке
Установка резца на токарном станкеПо форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
 Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Заточка токарных резцов по металлу – подробная инструкция с видео и фотоСперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к патрону. Во избежание их столкновения надо тщательно следить за производимыми движениями.
 Расточной резец: разновидности и основное назначение
Расточной резец: разновидности и основное назначениеКонтроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок.
Интересное видео
Токарный
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Читайте также: Особенности устройства и характеристики токарно-револьверных станков
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
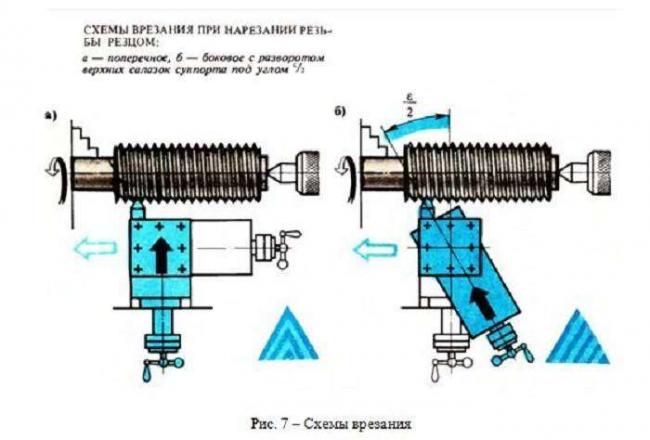
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку. Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками. Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
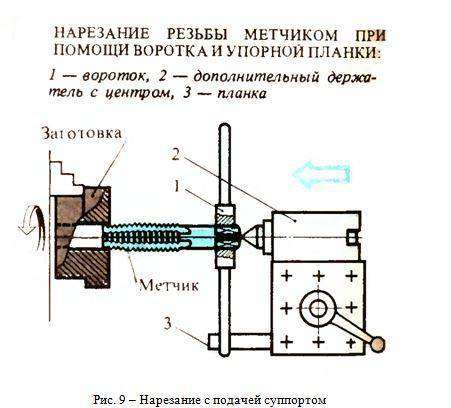
- Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.

- Применяют качающийся самовыдвижной метчикодержатель.
Читайте также: Характеристика и виды часовых токарных станков, схемы и конструкция
Плашки для нарезки резьбы
Варианты обработки аналогичны рассмотренным для метчиков:
- Без включения подачи, самонавинчиванием от вращения патрона. При нарезке мелких винтов плашкодержатель удерживают руками (потенциально опасно) или опирают на зажатую державку. На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.
- Нарезание подачей суппортом, с опиранием ворота на резцедержку. Перемещение за оборот шпинделя равна шагу. Часто первые нескольких ниток нарезают вручную при выключенном станке.
- Применение оснастки, устанавливаемой в пиноль – более совершенный, безопасный метод.
Крупные типоразмеры обрабатывают, предварительно прорезав канавку на половину глубины резцом. Диаметры стержней меньше номинала на величину подъема.
Скорости резания 2 – 4 м/мин для черных металлов и до 10 м/мин – цветных. Для стали СОЖ: эмульсия, минеральное масло, сульфофрезол. Чугун обрабатывают с керосином или на сухую. Чистую поверхность получают, смазывая стержень салом.
Использование резьбонарезных головок
Резьбонарезные головки служат для высокопроизводительной обработки. Посредством конического хвостовика корпус устанавливается в задней бабке. Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.

- Цена: 33.98 USD за комплект из трех штук и 10 пластин
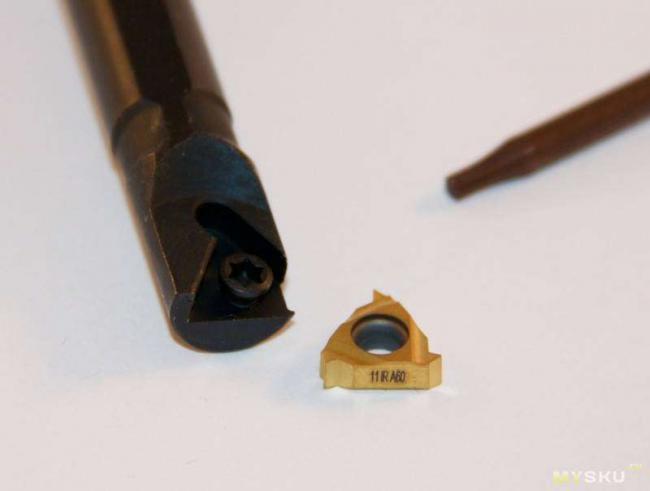
Приехал ко мне еще один резец к токарному станку. Писать просто о резце скучно. Три фразы, два фото и все. Так что решил я отреагировать на критику в одном из комментариев к предыдущему обзору. Попеняли мне опытные читатели, что надо масло на деталь не капать из масленки при резе на станке, а кисточкой наносить. И решил я скрестить кисточку с масленкой, и попутно новый резец протестировать. Что из этого получилось – смотрите под катом. Для начала пара расскажу о герое обзора. Резец резьбовой для внутренней резьбы со сменными пластинками. Раньше я пользовался резцами из быстрореза. Откровенно неудобно затачивать и после пары заточке можно делать новый.  Приехал резец в количестве трех штук и с десятком сменных пластинок.
Приехал резец в количестве трех штук и с десятком сменных пластинок.  Зачем мне три одинаковых резца? Один на токарный станок, второй для фрезерного (есть планы прикрутить к нему ЧПУ и резать резьбы), а вот третий резец действительно лишний. Подарю его кому-нибудь из друзей – самоделкиных с токарным станком. Такому подарку любой станочник будет рад. По себе сужу. Маркировка державки резца SNR0010K11. Пластинка 11IR A60. Длина резца 125 мм, диаметр 10 мм. К каждому резцу в комплекте идет отвертка с torx хвостовиком.
Зачем мне три одинаковых резца? Один на токарный станок, второй для фрезерного (есть планы прикрутить к нему ЧПУ и резать резьбы), а вот третий резец действительно лишний. Подарю его кому-нибудь из друзей – самоделкиных с токарным станком. Такому подарку любой станочник будет рад. По себе сужу. Маркировка державки резца SNR0010K11. Пластинка 11IR A60. Длина резца 125 мм, диаметр 10 мм. К каждому резцу в комплекте идет отвертка с torx хвостовиком. Качество резца замечательное, гладкая державка из стали, напоминающей по ощущениям Ст45. Впрочем, это относится почти ко всем современным китайским резцам. Их промышленность уже давно делает качественные и надежные инструменты. Ну как минимум в области металлообработки. За последние лет 6 я не сталкивался с явным браком или какими-то огрехами. Может везло, а скорее это норма.
Качество резца замечательное, гладкая державка из стали, напоминающей по ощущениям Ст45. Впрочем, это относится почти ко всем современным китайским резцам. Их промышленность уже давно делает качественные и надежные инструменты. Ну как минимум в области металлообработки. За последние лет 6 я не сталкивался с явным браком или какими-то огрехами. Может везло, а скорее это норма.



 Торцуем заготовку, растачиваем отверстие под навинчивающееся кольцо, отрезаем
Торцуем заготовку, растачиваем отверстие под навинчивающееся кольцо, отрезаем Вытачиваем тело кисточки. На конце носика делаем внутренний конус. Это позволит нам собирать излишки масла после использования.
Вытачиваем тело кисточки. На конце носика делаем внутренний конус. Это позволит нам собирать излишки масла после использования. Протачиваем под размер внешней резьбы, не забываем про канавку для выхода резьбового резца
Протачиваем под размер внешней резьбы, не забываем про канавку для выхода резьбового резца Нарезаем резьбу
Нарезаем резьбу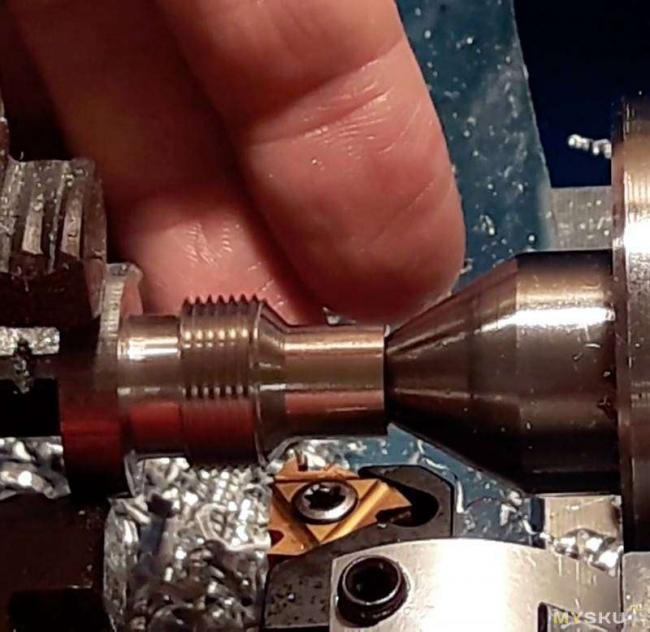 И наконец пришло время действовать герою сегодняшнего обзора. Нарезаем внутреннюю резьбу в колечке, что мы отрезали ранее. Резец проявил себя с наилучшей стороны. Резьба ровная, блестящая, без задиров и шероховатостей.
И наконец пришло время действовать герою сегодняшнего обзора. Нарезаем внутреннюю резьбу в колечке, что мы отрезали ранее. Резец проявил себя с наилучшей стороны. Резьба ровная, блестящая, без задиров и шероховатостей. Растачиваем отверстие в крышечке бутылочки
Растачиваем отверстие в крышечке бутылочки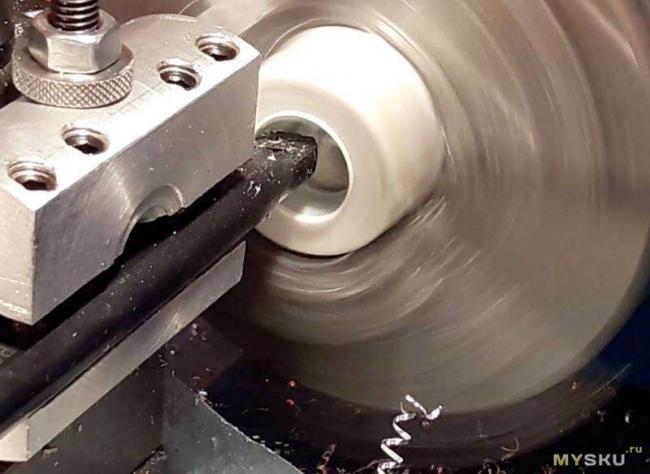 Далее самая ответственная операция. Вставляем щетину в тело нашей кисточки, и заливаем клеем. Внутри щетины находится провод.
Далее самая ответственная операция. Вставляем щетину в тело нашей кисточки, и заливаем клеем. Внутри щетины находится провод.  После засыхания клея провод мы выдергиваем и на его месте образуется канал доступа масла Ответственная операция – подстригаем ворсинки))) Собираем все детали воедино Заливаем масло и тестируем. Ура, все работает, подопытная отвертка покрыта слоем масла))) Вот что у нас получилось И как обычно видео с процессом изготовления кисточки- масленки Резюме. Отличный резец, хорошо сделан, также замечательно показал себя в работе. Экономит время на заточку или изготовление резьбовых резцов из быстрорежущей стали. Мне очень понравился. Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. Используемые источники:
После засыхания клея провод мы выдергиваем и на его месте образуется канал доступа масла Ответственная операция – подстригаем ворсинки))) Собираем все детали воедино Заливаем масло и тестируем. Ура, все работает, подопытная отвертка покрыта слоем масла))) Вот что у нас получилось И как обычно видео с процессом изготовления кисточки- масленки Резюме. Отличный резец, хорошо сделан, также замечательно показал себя в работе. Экономит время на заточку или изготовление резьбовых резцов из быстрорежущей стали. Мне очень понравился. Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. Используемые источники:
- https://vseostankah.com/tokarnyj-stanok-po-metallu/narezanie-rezby-reztsom.html
- https://vseochpu.ru/nareznye-rezby-na-tokarnom-stanke/
- https://mysku.ru/blog/china-stores/44451.html

 Чем нарезать внутреннюю резьбу? Метчик - самое простое и удобное решение!
Чем нарезать внутреннюю резьбу? Метчик - самое простое и удобное решение!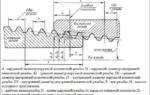 Резьба.Изображение и обозначение резьбы на чертеже. ГОСТ
Резьба.Изображение и обозначение резьбы на чертеже. ГОСТ