x+7 (499) 322-23-19Пн–пт 10:00–19:00, сб-вс 10:00–17:00![]() Напишите нам Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты Назад 3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать для стоматологииЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы Назад 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональныеОбразовательныеГрипперыАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00 Киев Корзина пустаКорзина пуста+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00Напишите нам
Напишите нам Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты Назад 3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать для стоматологииЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы Назад 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональныеОбразовательныеГрипперыАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классы+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00 Киев Корзина пустаКорзина пуста+7 (499) 322-23-19Пн–пт 09:00–19:00, сб-вс 10:00–17:00Напишите нам![]() Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональныеОбразовательныеГрипперыАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классыГлавнаяБлог3D-принтеры Delta: плюсы и минусы дельта-ботов в 3D-печати13 декабря 201813709
Свяжитесь с директором Каталог Услуги Акции О нас Мастер-классы Мероприятия Оплата и доставка Что с моим заказом? Гос. закупки Блог Контакты 3D ПринтерыТип оборудованияПерсональныеПрофессиональныеПромышленныеАксессуарыЗапчастиОбласть примененияДизайнАрхитектураУпаковкаРекламаМакетированиеПищевыеМедицинаСувенирная продукцияЮвелирное делоСтроительныеОбразованиеСтоматологияПроизводство3D СканерыТип оборудованияПерсональныеПрофессиональныеКоординатно-измерительные системыАксессуарыОбласть примененияСтоматологияПротезированиеОбразованиеРеверс-инжирингМетрологический контрольЮвелирное делоЭнергетическая отрасльСканирование людейАрхитектураСтанкиТип оборудованияГравёры с ЧПУФрезерные станки с ЧПУТокарные станки с ЧПУЛазерные граверыЛазерные маркерыCAD CAMСопутствующее оборудование и аксессуарыСофт для ЧПУРоботыТип оборудованияПромышленныеКоллаборативныеПерсональныеОбразовательныеГрипперыАксессуары и детали для роботовОбразованиеТип оборудования3D-принтеры3D-сканерыСтанкиРоботехникаVRГаджетыМатериалыПОЛабораторный комплекс для Школ, Вузов, ЦМИТРоботизированная ячейка для школ и университетовСтоматологамТип оборудованияCADCAM 3D-принтерыCADCAM сканерыCADCAM фрезерыCADCAM материалыПескоструйные аппаратыВысокотемпературные печиВакуумные формовщикиВоскотопкиПароструйные аппаратыПолимеризаторыВибростолы3D-печать для стоматологов и зубных техниковВакуумные смесителиУльтразвуковые мойкиОборудование для изготовления элайнеровГаджетыТип оборудованияВиртуальная реальностьДополненная реальностьVR аттракционыПанорамные камерыVR контроллерыКомпьютеры в сбореКомплексные решения для VR3D ручки3D мышиАксессуарыПоворотные столыКвадрокоптерыМатериалыТип оборудованияABSPLAHIPSFLEXPVAFilamentarnoФотополимерная смолаПостобработкаМатериалы для литья в силиконМатериалы для ЧПУАдгезионные материалыМатериалы для профессионального оборудованияВсе материалыПОТип оборудованияДля подготовки к печатиДля сканированияДля медициныДля измеренийДля ЧПУРешенияТип оборудованияФраншиза Top 3D ShopОборудование для изготовления элайнеровРоботизированная ячейка для школ и университетовСтудия 3D-печати для регионовЛабораторный комплекс для Школ, Вузов, ЦМИТКомплексные решения для VRНИОКР/КонсалтингРоботизация производстваУчебный центрТип оборудованияОбщий мастер-класс по 3D-печати и 3D-сканированиюПрактический мастер-класс по 3D-печатиПрактический мастер-класс по 3D-сканированиюМастер-класс по цифровой стоматологииОбучение работе с 3D-техникойСеминар по технологиям прототипированияУслугиТип оборудования3D-печать3D-сканирование3D-моделированиеМакетирование3D-гравировка3D-фрезеровка3D-печать композитными пластикамиЛитье пластмассЛитье металлаИзготовление пресс-формИзготовление 3D-фигурокМастер-классыГлавнаяБлог3D-принтеры Delta: плюсы и минусы дельта-ботов в 3D-печати13 декабря 201813709
В этой статье мы рассказываем о FDM 3D-принтерах с кинематикой типа Delta, истории их создания, конструктивных особенностях, преимуществах и недостатках, областях применения. Прочитав статью, вы сможете сделать обоснованный выбор между принтером с более распространенной картезианской системой и дельта-ботом.
Содержание:
01. История создания
02. Как работает 3D принтер Delta?
03. Плюсы и минусы, сравнение с картезианскими 3D-принтерами
Плюсы
Минусы
04. Почему дельта-бот — не лучший вариант для самостоятельного изготовления
 На 3D-принтере научились печатать стекла разных составов
На 3D-принтере научились печатать стекла разных составов05. В каких случаях стоит приобрести 3D принтер Delta
06. Обзор моделей — примеры 3D принтеров Delta
06.1. Mass Portal D300
06.2. 3DQuality Prism Pro Dual
06.3. Delta WASP 2040 Clay
07. Итог
3D-принтеры с дельта-кинематикой появились позже классических 3D-принтеров с картезианской кинематикой.
 3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать
3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробоватьИстория создания дельта-принтеров начинается в 2010 году, когда два участника RepRap движения с никами Energetic и Reinoud решили разработать бюджетный принтер на базе дельта-роботов.
Дельта-роботы приобрели популярность на линиях упаковки. Они расфасовывают товар быстрее и дешевле, чем люди.
Первый вариант дельта-принтера отличался от современных принтеров. У него не было направляющих для перемещения штанг, а каждая штанга имела дополнительное плечо изгиба.
-
Основным преимуществом дельта-принтеров является их более низкая себестоимость, по сравнению с принтерами с картезианской кинематикой, ввиду того, что для их изготовления требуется меньшее количество деталей.
-
Их скорость печати в среднем выше, чем у принтеров с картезианской кинематикой — согласованная работа трех приводов позволяет быстрее перемещать печатающую головку.
-
Неподвижная платформа позволяет избежать “вобблинга”, что уменьшает вероятность искажений.
-
На дельта-принтерах удобно печатать вертикальные объекты, такие как макеты высотных зданий и памятников. Этому способствует цилиндрическая форма области построения.
-
Компактны, занимают небольшую площадь.
-
Дельта принтеры более требовательны к точности изготовления деталей, чем принтеры с картезианской кинематикой. Геометрические размеры тяг и узлов крепления у дельта-принтеров должны совпадать до сотых долей миллиметра, иначе возникают трудноустранимые искажения при печати изделий. Данная проблема решается при промышленном производстве дельта-принтеров различными производителями.
-
Использование сложной математики при расчете траектории головки, для преобразования декартовых координат в полярные, приводит к необходимости перехода на более мощные процессоры для работы и ограничивает применение стандартной восьмибитной электроники на базе Arduino 2560, мощностей которой хватает только на расчет печати одним экструдером. Проблема решается переходом на электронику следующего поколения, основанную на 32-битных процессорах.
-
В большинстве дельта-принтеров используется система подачи пластика типа боуден, что увеличивает сложность настройки ретракта. На некоторые модели устанавливаются легкие директ-экструдеры типа “Титан”, но они утяжеляют эффектор и уменьшают скорость печати, особенно если их несколько, а также удорожают принтер.
-
Из-за неподвижной платформы затруднена калибровка принтера, что на дорогих принтерах, например Mass Portal XD 20, решается установкой системы автокалибровки, а на дешевых, например Anet A4, платформу делают с ручной калибровкой на винтах.
Дельта-принтеры достаточно сложны в сборке и настройке. Если вы планируете самостоятельно собрать дельту, то лучше использовать готовые решения. В противном случае вам придется долго сидеть с расчетами размеров комплектующих и углов их соединения, и даже тогда малейшее отклонение от рассчитанного варианта приведет к долгим часам настройки и калибровки принтера.
 Обзор Creality Ender 5: лучший 3D-принтер менее $ 500
Обзор Creality Ender 5: лучший 3D-принтер менее $ 500
При выборе принтера определитесь с тем, что вы хотите от него получить. Принтеры с картезианской кинематикой часто поставляются в собранном виде и работают “из коробки”. Кроме того, они более популярны и вокруг них сформировано достаточно большое сообщество.
06.1. Mass Portal D300
3D принтер Mass Portal D300 профессиональной серии имеет самую большую в своей серии область построения. Использует для печати высокотемпературные открытые материалы. Предназначен для работы с лучшими термопластичными нитями диаметром 1,75 мм, печать при температуре горячего воздуха до 475°C. В конструкции применен двойной экструдер с водяным охлаждением.
- Размеры: 480x620x855 мм
- Программное обеспечение: FabCloud, Simplify3D, FabControl
- Рабочая камера: 300x300x300 мм
- Скорость перемещения: 250 мм/сек
- Технология печати: FDM
- Толщина слоя: от 150 мкм
- Поддерживаемые материалы: ABS, ASA, BVOH ,CPE, HIPS, PA (Nylon), PC, PEI, PEEK, PET, PETG, PLA, PMMA, POM, PP, PPSU, PVA, PVB, TPE, TPU
- Диаметр нити: 1,75 мм
- Диаметр сопла: 0,4 мм
- Платформа: подогреваемая
- Цена: 1132 061 руб. (Цена приведена по состоянию на 12.12.2018. Текущую цену узнавайте на сайте)
06.2. 3DQuality Prism Pro Dual
3D принтер 3DQuality Prism Pro Dual – устройство профессионального уровня. Работу облегчает автоматическая калибровка, а подогреваемый рабочий стол и закрытая камера гарантируют защиту изделия от деформации во время печати, например, ABS.
- Материал: ABS, PLA, HIPS, FLEX, SBS, PVA
- Подогреваемая платформа: есть
- Рабочая камера: Ø400х860 мм
- Скорость перемещения: 200 мм/c
- Технология печати: FDM
- Толщина слоя: от 50 мкм
- Диаметр нити: 1,75
- Диаметр сопла: 0,6 мм
- Дисплей: LCD-экран
- Интерфейсы:Wi-Fi
- Количество печатающих головок: 2
- Цена: 364 650 руб. (Цена приведена по состоянию на 12.12.2018. Текущую цену узнавайте на сайте)
06.3. Delta WASP 2040 Clay
DeltaWASP 2040 Clay является незаменимым инструментом для тех, кто работает в области 3D-керамики. Точный и быстрый, поддерживает все керамические материалы. 3D-принтер Clay открыт и доступен с трех сторон для взаимодействия во время печати. Компактный профессиональный глиняный трехмерный принтер, создающий отпечатки до 40 см в высоту.
- Размеры: 490x440x870 мм
- Рабочая камера: Ø200×400 мм
- Скорость перемещения: 150 мм/с
- Технология печати: LDM
- Толщина слоя: от 500 мкм
- Поддерживаемые материалы: фарфор, фаянс, грес, огнеупор, глина
- Диаметр сопла: 1,2 мм
- Интерфейсы: SD Card
- Скорость печати: 150 мм/с
- Цена: 354 286 руб. (Цена приведена по состоянию на 12.12.2018. Текущую цену узнавайте на сайте)
Дельта-принтеры за последние годы значительно продвинулись в технологичности и удобстве использования. Они подойдут тем, кто ценит невысокий уровень шума и быструю печать. Подойдут для использования в дизайне, архитектуре, промышленности. При покупке дельта-принтера стоит обратить внимание на разрядность платы управления, наличие автокалибровки или возможность ручной регулировки уровня стола.
Выбираете дельта 3D-принтер? Напишите нам на sales@top3dshop.ru и мы подберем оптимальный аппарат под любые задачи.
Благодарим за отзыв!
Технопарк «Калибр», Годовикова, 9, строение 16, офис 1.2Москва, Россия+7 (499) 322-23-19![]()
![]() Посетите наш видеоканал+7 (499) 322-23-19пн-пт c 10 до 19, сб-вс с 10 до 17sales@top3dshop.ruПродажиstl@top3dshop.ruУслугиsupport@top3dshop.ruСервисtender@top3dshop.ruТендеры3D ОборудованиеАкции3D принтеры3D сканерыЧПУ станкиПроф. оборудование3D гаджетыМатериалыСофтУслугиПортфолио3D печать3D сканирование3D моделированиеЛитье в силиконМакетированиеОбучениеЧПУ-ФрезеровкаСервисГарантия и возвратРемонт 3D-принтеровРемонт станковПусконаладочные работыБ/у товарыИнформацияШоу–румО компанииКонтактыОплата и доставкаУсловия соглашенияБаза знанийВакансииКарта сайтаДля СМИДополнительноПроизводителиДилерская сетьПоставщикамФраншизаУчастие в госзакупкахЛизинг оборудованияАренда оборудованияСравнениеЗаполняя любую печатную форму на нашем сайте, вы даете согласие на обработку ваших перс. данных в соответствии с Политикой конфиденциальности© 2013–202019.05.20185k4
Посетите наш видеоканал+7 (499) 322-23-19пн-пт c 10 до 19, сб-вс с 10 до 17sales@top3dshop.ruПродажиstl@top3dshop.ruУслугиsupport@top3dshop.ruСервисtender@top3dshop.ruТендеры3D ОборудованиеАкции3D принтеры3D сканерыЧПУ станкиПроф. оборудование3D гаджетыМатериалыСофтУслугиПортфолио3D печать3D сканирование3D моделированиеЛитье в силиконМакетированиеОбучениеЧПУ-ФрезеровкаСервисГарантия и возвратРемонт 3D-принтеровРемонт станковПусконаладочные работыБ/у товарыИнформацияШоу–румО компанииКонтактыОплата и доставкаУсловия соглашенияБаза знанийВакансииКарта сайтаДля СМИДополнительноПроизводителиДилерская сетьПоставщикамФраншизаУчастие в госзакупкахЛизинг оборудованияАренда оборудованияСравнениеЗаполняя любую печатную форму на нашем сайте, вы даете согласие на обработку ваших перс. данных в соответствии с Политикой конфиденциальности© 2013–202019.05.20185k4
Среди различных конструкций 3D-принтеров наиболее удачной считается система «дельта». Ее кинематика имеет ряд преимуществ перед классическими 3D-принтерами с декартовой системой координат. Кроме того, дельта-принтеры выглядят интересно, а процесс их работы просто завораживает.

Проблемы декартовых 3D-принтеров и превосходство дельты
80% всех принтеров являются декартовыми. У них оси перемещения независимы друг от друга. Каждая отвечает только за свой вектор перемещения, просчеты для одной оси никак не могут повлиять на перемещение других.
Проблема декартовых принтеров заключается в слишком долгом перемещении из точки А в точку Б. Много времени уходит на разгон и торможение системы, прежде чем печатающая головка достигнет своей позиции. В итоге печать одной детали вместо двух часов может затянуться на четыре.
Конечно, можно повысить скорость перемещения, уменьшить время разгона и торможение, разогнав шаговые двигатели до более высоких скоростей и подкорректировав настройки в прошивке. Но электроника может не справиться с поставленной задачей, да и к тому же физику никто не отменял: детали головки слишком тяжелые, чтобы их вовремя ускорить или затормозить на больших скоростях, и поэтому головка просто не сможет резко разогнаться или вовремя остановиться. У двигателей появится пропуск шагов, это неизбежно приведет к смещению слоев детали.
У дельта-принтеров такая проблема отсутствует вовсе. При небольшой скорости двигателя головка движется максимально быстро за счет уникальной системы тяг. С такой конструкцией принтер производит печать на сверхскоростях, при этом затрачивает гораздо меньше усилий на перемещение печатающей головки.

Подводные камни дельта-принтеров
Оси перемещения у дельта 3D-принтера зависимы друг от друга. Небольшое изменение одной оси ведет к перемещению печатающей головки по всем трем координатам. Чтобы передвинуть головку хотя бы в одну сторону, нужно сделать расчеты по сложной формуле, которая должна учитывать всю конструкцию принтера, рабочую поверхность, длину тяг, габариты самого устройства и люфты.
Если вы решили собрать дельта 3D-принтер своими руками, готовьтесь к тому, что калибровка займет недели. Недостаток именно в настройке, так как малейший люфт или отклонение в геометрии конструкции вызовет серьезные искажения детали при печати.
Еще один недостаток дельты — это его габариты в высоту. Кроме выделенной области под печать часть объема принтера нужна для перемещения самой головки.
Немного слов об электронике Delta 3D-принтера
Поскольку дельта-принтер производит расчеты по сложным формулам, при его сборке вам придется побеспокоиться о хорошем контроллере. Для такого принтера желательно иметь 32-битную плату. Если взять обычную 8-битную, могут возникнуть проблемы при перемещении на длинные расстояния. Ресурсов вычисления будет катастрофически не хватать, и головка будет двигаться не по прямому, а по дугообразному пути. Помимо того, стоит побеспокоиться о точной калибровке дельта 3D-принтера — о том, как её выполнить, мы уже рассказывали ранее.

Несмотря на все недостатки, конструкция дельты считается наиболее удачной. Если правильно сделать геометрию, свести до минимума люфты и поставить хорошую электронику, вы будете радоваться своему самодельному принтеру очень долго.
Больше не нравитсяМне нравится
- Цена: 429.99
Снова приветствую всех. Полагаю, многим, кто интересуется 3D печатью будет интересен обзор принтера Delta Rostock mini G2s pro от от китайского производителя Geeetech. Это обновленный Delta Rostock mini G2s. Посмотрим насколько хорошо производитель сделал «работу над ошибками». По поводу п.18После прошлых обзоров магазины обращались с предложениями обозреть всякую скучную (но возможно полезную) мелочь либо вещи, о которых мне нечего сказать. Я отказывался, мне скучно и лень этим заниматься только из-за пресловутой халявы. Покупки в Китае для меня — это очередное маленькое хобби, не связанное с особым желанием экономить. Поэтому я бессовестно предложил banggood-у дать на обзор этот набор, не особо рассчитывая на согласие. Магазин сказал, что это дорого и снова предложил обойтись дешевой вещью. Тогда я предложил разделить расходы пополам и магазин согласился. Но на всякий случай ставлю тег о п.18, для успокоения кипящих наших разумов возмущенных у отдельных товарищей. Для них же скажу, что мне глубоко наплевать на плюсы и минусы, я пишу только для увлеченных и интересующихся, а вожусь с китайскими товарами только для удовлетворения собственного любопытства и потому что я немного шопоголик 🙂 Поэтому недовольных и полных сарказма прошу — поставьте минус, закройте обзор и не парьтесь. Итак, месяц проведя в рутине повседневности, я наконец получил заказанное добро. До этого я податамайнил, собрал информацию о производителе и его продукции, изучил опыт других приобретателей и приготовился к худшему. Дело в том, что со старой версией Geeetech (и так не имеющий ярко выраженной положительной репутации из-за качества комплектующих ранних моделей) явно облажался — некачественное литье деталей, непродуманные элементы конструкции, косяки исполнения электротехники и проч.). Народ плевался, но брал из-за цены и пилил, пилил… С «не фонтан» саппортом ситуация только ухудшалась. Производитель услышал чаяния народа и выпустил апгрейд с приставкой pro (кстати, комплект проапгрейженных деталей также продается отдельно). Апгрейд свелся с замене пластиковых деталей на алюминиевые и устранению явных косяков, бросающихся в глаза. Буду описывать в хронологии сборки и делать акценты на изменения. В конце — сделаем вывод. Это будет «честный детектив», как говорил один ведущий с оттопыренной нижней губой.Характеристики Итак, груз прибыл в картонной коробке весом около 10 кг. Внутри коробки в лотке из вспененного поли… эээ… мерного материала по отдельчикам были аккуратно в пронумерованных пакетиках разложены детали с приложенной спецификацией. Фото я не делал, поэтому приведу заимствованные с сайта одного из мучеников старой версии robstechtank.com:





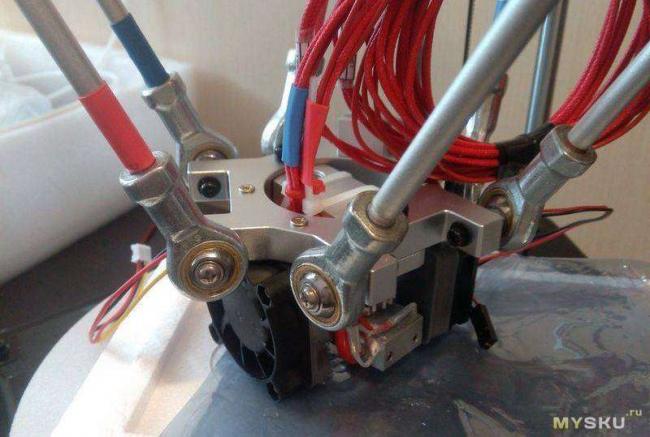
 Потом собираем «паука» — эффектор с hotend-ами и тягами. Сперва выравниваем расстояния между центрами подшипников тяг. Это сделать не так просто, т.к. все резьбы фабрично залиты красным локтайтом. Но накалив наконечники горелкой, потихоньку отворачиваем. После этого делаем шаблон, используя штатные штоки (на «кроватки» для наконечников не обращайте внимания, это исключительно мое личное извращение. достаточно просто просверлить в доске отверстия для штоков) Потом все тяги выравниваем по шаблону, подкручивая наконечники на нужное расстояние.
Потом собираем «паука» — эффектор с hotend-ами и тягами. Сперва выравниваем расстояния между центрами подшипников тяг. Это сделать не так просто, т.к. все резьбы фабрично залиты красным локтайтом. Но накалив наконечники горелкой, потихоньку отворачиваем. После этого делаем шаблон, используя штатные штоки (на «кроватки» для наконечников не обращайте внимания, это исключительно мое личное извращение. достаточно просто просверлить в доске отверстия для штоков) Потом все тяги выравниваем по шаблону, подкручивая наконечники на нужное расстояние. 


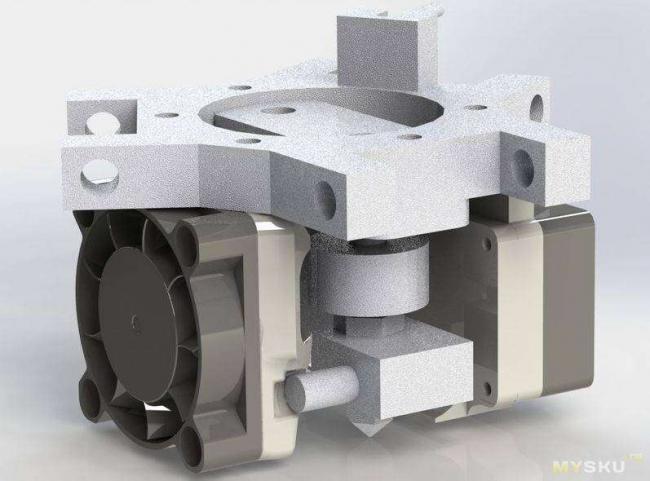
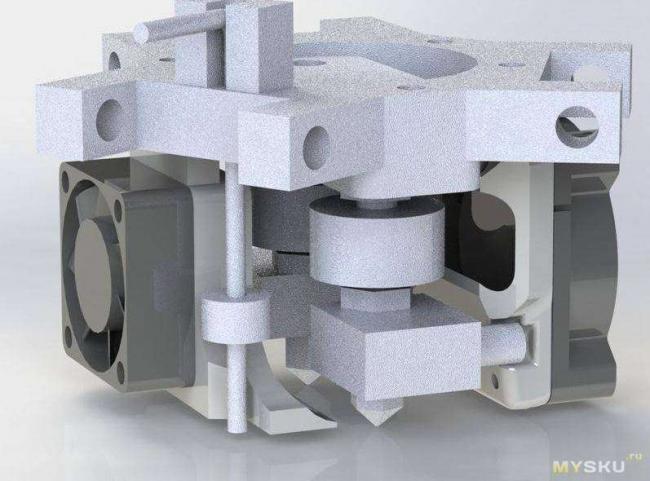
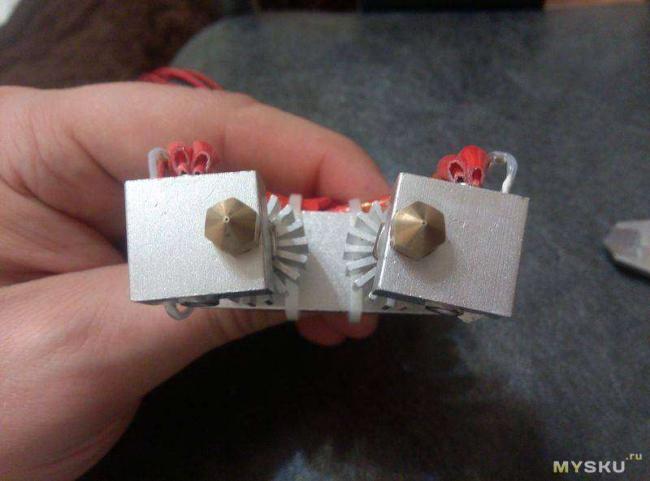
 я полностью перебрал hotend, установив при помощи термоклея радиаторы на термобарьеры, герметизировал все резьбы, изменил ориентацию проводки, закрепил термисторы при помощи термопасты и термоклея (они болтались внутри нагревателей, имелся воздушный зазор). При помощи штангенциркуля выставил сопла hotend-ов:
я полностью перебрал hotend, установив при помощи термоклея радиаторы на термобарьеры, герметизировал все резьбы, изменил ориентацию проводки, закрепил термисторы при помощи термопасты и термоклея (они болтались внутри нагревателей, имелся воздушный зазор). При помощи штангенциркуля выставил сопла hotend-ов:



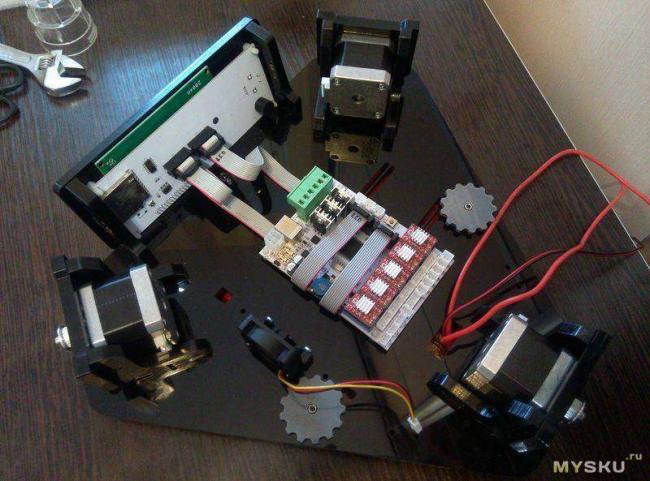
 Устанавливаем направляющие (вместо шайб под винты их креплений на нижней платформе я подложил уголки из детского конструктора, что бы иметь большую площадь приложения силы), на них одеваем каретки, потом крепим верхнюю платформу. Отмеряем, нарезаем ремни и закрепляем их на каретках:
Устанавливаем направляющие (вместо шайб под винты их креплений на нижней платформе я подложил уголки из детского конструктора, что бы иметь большую площадь приложения силы), на них одеваем каретки, потом крепим верхнюю платформу. Отмеряем, нарезаем ремни и закрепляем их на каретках: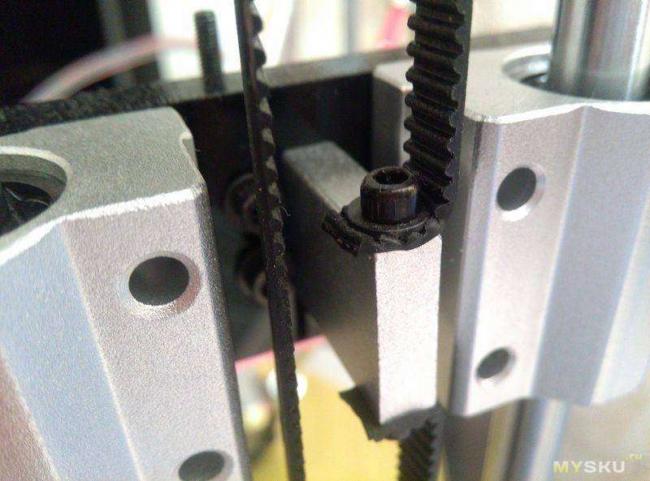 Затем при помощи роликов натягиваем из закрепляем ремни:
Затем при помощи роликов натягиваем из закрепляем ремни: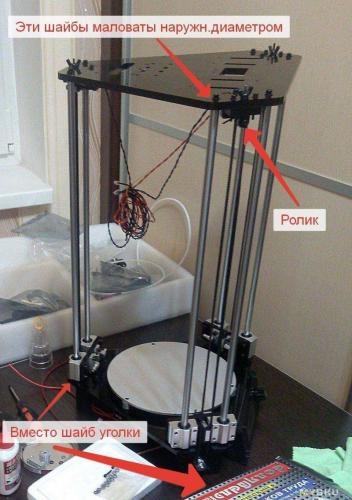 Вот тут выяснилось, что подшипники роликов хлипкие и я заменил все ролики парами подшипников f624zz, практически идеально для этого подходящими:
Вот тут выяснилось, что подшипники роликов хлипкие и я заменил все ролики парами подшипников f624zz, практически идеально для этого подходящими:







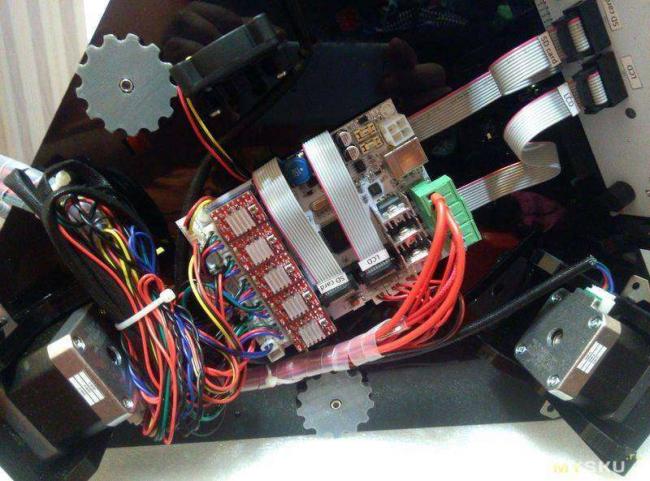
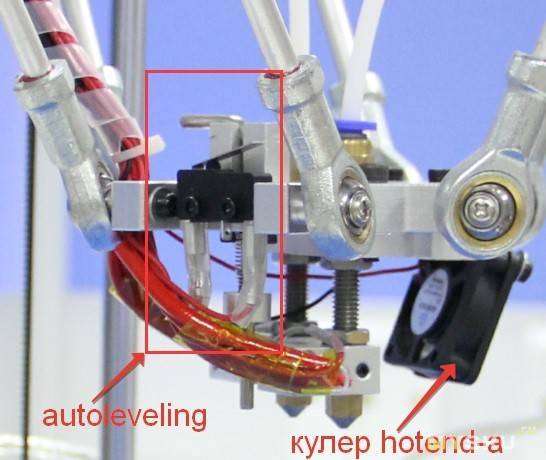
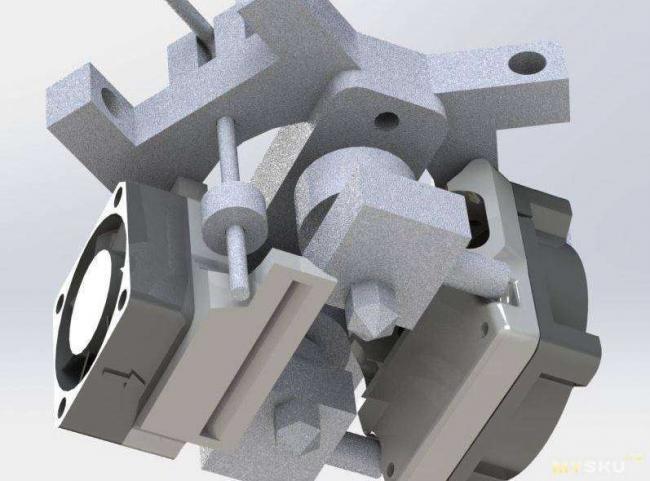
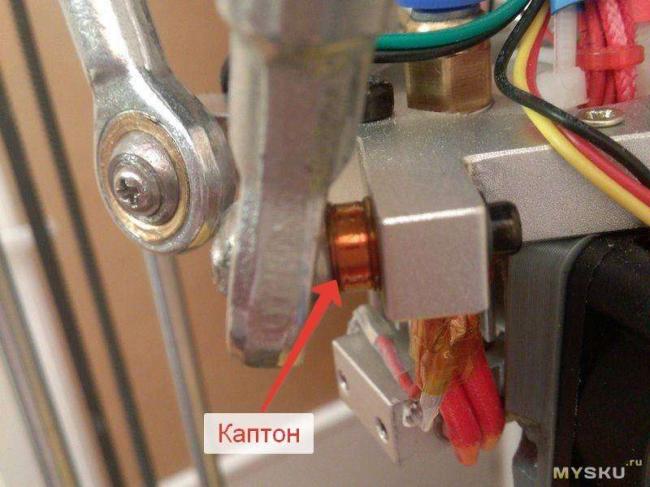
 Обращаю внимание на синий держатель на фото. Это маленькая штучка предназначена для того, что бы справится с тем, из-за чего народ меняет материал тяг или эффектора. Дело в том, что эффектор с тягами достаточно тяжел, что бы, после окончания печати и отключения шаговых двигателей, съехать прямо на модель. Можно, конечно этого избежать, заблокировав в прошивке отключение моторов после печати, но можно также распечатать такой маленький держатель, который вставляется после начала печати, самой печати не мешает, а после парковки головки в конце печати, удерживает одну из кареток после отключения двигателей. Что касается подключения кулеров- ни в коем случае не подключайте обдув терьмобарьера к ШИМ разъему по инструкции. Это явная недодумка производителя. К этому разъему, как правило подключается, обдув филамента на выходе, в то время как обдув термобарьера должен работать непрерывно. С учетом демонтажа кулеров с экструдеров, у вас не будет проблем с поиском свободного разъема на материнской плате. Наконец, вносим нужные изменения в конфигурацию прошивки, калибруем принтер (это предмет отдельного разговора), добавляем боросиликатное стекло (я его купил отдельно, что необязательно), на которое наклеен каптон, и пробуем делать пробную печать.
Обращаю внимание на синий держатель на фото. Это маленькая штучка предназначена для того, что бы справится с тем, из-за чего народ меняет материал тяг или эффектора. Дело в том, что эффектор с тягами достаточно тяжел, что бы, после окончания печати и отключения шаговых двигателей, съехать прямо на модель. Можно, конечно этого избежать, заблокировав в прошивке отключение моторов после печати, но можно также распечатать такой маленький держатель, который вставляется после начала печати, самой печати не мешает, а после парковки головки в конце печати, удерживает одну из кареток после отключения двигателей. Что касается подключения кулеров- ни в коем случае не подключайте обдув терьмобарьера к ШИМ разъему по инструкции. Это явная недодумка производителя. К этому разъему, как правило подключается, обдув филамента на выходе, в то время как обдув термобарьера должен работать непрерывно. С учетом демонтажа кулеров с экструдеров, у вас не будет проблем с поиском свободного разъема на материнской плате. Наконец, вносим нужные изменения в конфигурацию прошивки, калибруем принтер (это предмет отдельного разговора), добавляем боросиликатное стекло (я его купил отдельно, что необязательно), на которое наклеен каптон, и пробуем делать пробную печать. Получилось! Теперь можно продолжить шаманить с профильным софтом и заниматься улучшениями. Тонкая настройка дельты — это также предмет отдельного разговора. Достаточно сказать, что я даже сделал в SW кинематическую модель дельты, что бы изучить степень влияния механических погрешностей на поведение принтера. На этой модели я и выяснил, что нужно поправить/подкрутить, чтобы избавится от недостатков печати. Так, например, обнаружив, что уровень сопел относительно друг друга меняется на противоположный от одного края платформы к центру и другому краю, я с помощью модели выяснил, что причина — в разные расстояниях между соседними наконечниками парных тяг. Но это уже танцы с бубнами, которые сопровождают любого, кто проходит путь самостоятельной сборки и эксплуатации 3d принтера.Резюме: 1. Аппргейд сыграл неоднозначную роль. С одной стороны — избавились от большинства косяков (плохой пластик, плохие инструкции, дефекты электротехники и лазерной резки рамы), но металлические части утяжелили конструкцию, что повлекло необходимость фиксации «паука» после печати. 2. Плохие подшипники роликов — рекомендую сразу на замену по моему варианту. 3. Необходимость «юстировки» тяг — заводская юстировка оставляет желать лучшего. 4. Концевые выключатели лучше припаять, т.к. терминалы ломаются при сгибе, требуемом по инструкции. 5. Достаточно тяжело выравнивать уровень сопел hotend-ов относительно стола. 6. Отсутствие радиаторов на термобарьере смущает, как и целом конструкция двойного hotend-а. Однако конструкция работает. 7. Электроника, двигатели, линейные подшипники кареток, направляющие валы, т.е. все самое важное — порадовали, без косяковВывод: Комплект хороший, но явно не предназначен для сборки и использования аля «plug-and-play», как, в прочем и любой набор для сборки 3d принтера. Два hotend-а и дельта-кинематика делает сборку еще более геморройной и увлекательной. Но если справитесь — дельта порадует вас. Для начинающих я бы рекомендовал версию этой же дельты с одним экструдером и hotend-ом — это будет и дешевле и проще в сборке и настройке. В магазине этот набор есть. Видео ЗЫ. Ах да, забыл сказать про автоуровень — я его так и не использовал, т.к. настроил все при сборке и калибровке так, что он мне стал (м.б. пока) не нужен. Но он подает признаки работы — я проверял :)Huxley не рад конкуренту 🙂
Получилось! Теперь можно продолжить шаманить с профильным софтом и заниматься улучшениями. Тонкая настройка дельты — это также предмет отдельного разговора. Достаточно сказать, что я даже сделал в SW кинематическую модель дельты, что бы изучить степень влияния механических погрешностей на поведение принтера. На этой модели я и выяснил, что нужно поправить/подкрутить, чтобы избавится от недостатков печати. Так, например, обнаружив, что уровень сопел относительно друг друга меняется на противоположный от одного края платформы к центру и другому краю, я с помощью модели выяснил, что причина — в разные расстояниях между соседними наконечниками парных тяг. Но это уже танцы с бубнами, которые сопровождают любого, кто проходит путь самостоятельной сборки и эксплуатации 3d принтера.Резюме: 1. Аппргейд сыграл неоднозначную роль. С одной стороны — избавились от большинства косяков (плохой пластик, плохие инструкции, дефекты электротехники и лазерной резки рамы), но металлические части утяжелили конструкцию, что повлекло необходимость фиксации «паука» после печати. 2. Плохие подшипники роликов — рекомендую сразу на замену по моему варианту. 3. Необходимость «юстировки» тяг — заводская юстировка оставляет желать лучшего. 4. Концевые выключатели лучше припаять, т.к. терминалы ломаются при сгибе, требуемом по инструкции. 5. Достаточно тяжело выравнивать уровень сопел hotend-ов относительно стола. 6. Отсутствие радиаторов на термобарьере смущает, как и целом конструкция двойного hotend-а. Однако конструкция работает. 7. Электроника, двигатели, линейные подшипники кареток, направляющие валы, т.е. все самое важное — порадовали, без косяковВывод: Комплект хороший, но явно не предназначен для сборки и использования аля «plug-and-play», как, в прочем и любой набор для сборки 3d принтера. Два hotend-а и дельта-кинематика делает сборку еще более геморройной и увлекательной. Но если справитесь — дельта порадует вас. Для начинающих я бы рекомендовал версию этой же дельты с одним экструдером и hotend-ом — это будет и дешевле и проще в сборке и настройке. В магазине этот набор есть. Видео ЗЫ. Ах да, забыл сказать про автоуровень — я его так и не использовал, т.к. настроил все при сборке и калибровке так, что он мне стал (м.б. пока) не нужен. Но он подает признаки работы — я проверял :)Huxley не рад конкуренту 🙂 Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. Используемые источники:
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта. Используемые источники:
- https://top3dshop.ru/blog/delta-3d-printery-plusy-i-minusy.html
- https://ubibbl.com/ru/post/preimushestva-i-nedostatki-delta-3d-printerov
- https://mysku.ru/blog/china-stores/38504.html

 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусы Тест Anet A6 - опыт и улучшения
Тест Anet A6 - опыт и улучшения Настенный принтер — от идеи к реализации
Настенный принтер — от идеи к реализации TEVO Tarantula. Лего на стероидах - Hi-Lab.ru
TEVO Tarantula. Лего на стероидах - Hi-Lab.ru