Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешностью средств измерений называется отклонение его показания (выходного сигнала) от воздействующей на его вход измеряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно разделить на систематические и случайные. Кроме этого, в процессе измерения могут появиться грубые(очень большие) погрешности, а также могут быть допущены промахи.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
- погрешность Δ1,возникающая от ошибок нанесения штрихов шкалы на штанге и на нониусе. Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную;
- погрешность Δ2, возникающая из-за нарушения принципа Аббе. Это случайная погрешность первого порядка, зависящая от длины губок, зазоров в направляющей ползуна и усилия прижима губки к измеряемой детали;
Эрнст Аббе (1840-1905) — немецкий физик-оптик. Является автором теории микроскопа, конструктор многих оптических приборов. Руководитель оптических заводов К. Цейса в Йене.
Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
- погрешность Δ3, возникающая из-за ошибок отсчета по штриховой шкале и нониусу. Это случайная погрешность;
- погрешность Δ4, возникающая из-за неодинакового усилия прижима губки к измеряемой детали. Это случайная погрешность, возникающая из-за деформации контролируемой поверхности измерительными губками;
- погрешность Δ5,возникающая из-за отклонений температуры изделия и штангенинструмента от нормальной температуры. В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность;
- погрешность Δ6, возникающая от перекосов губок штангенинструмента относительно измеряемой детали.
***
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
 Мультиметр HoldPeak HP-890CN - отзывы
Мультиметр HoldPeak HP-890CN - отзывыΔΣ = ±2σ = √(∆12 + ∆22 + ∆32 + ∆42 + ∆52 + ∆62).
У электронного штангенциркуля дополнительно возникает погрешность Δ7 из-за ошибок инкрементного емкостного преобразователя, но зато отсутствует погрешность штриховых шкал Δ1 и отсчета по ним Δ3. Таким образом, погрешность электронного штангенциркуля может быть определена по формуле:
ΔΣ = ±2σ = √(∆22 + ∆42 + ∆52 + ∆62 + ∆72).
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов. Так, фирма «Tesa» (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем: — с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δlim = (20 + ℓ/10 мм)мкм; — для штангенциркулей с ценой деления нониуса 0,02 мм: Δlim = (22 + ℓ/50 мм)мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
***
Допуски, посадки, квалитеты
 Подборка мультиметров и тестеров с инверсным EBTN дисплеем (с Aliexpress)
Подборка мультиметров и тестеров с инверсным EBTN дисплеем (с Aliexpress)Главная страница
Штангенциркуль – инструмент для снятия точных размеров различных деталей как снаружи, так и внутри, измерения диаметров отверстий, их глубины и др. Пользуются им в различных сферах: ремонт деталей машин и различного оборудования, обработка изделий из разных материалов, строительство и т. д., когда необходимы точные данные, до десятых и даже сотых долей миллиметра. Это устройство позволяет производить такие измерения, в отличие от обыкновенной линейки или рулетки.
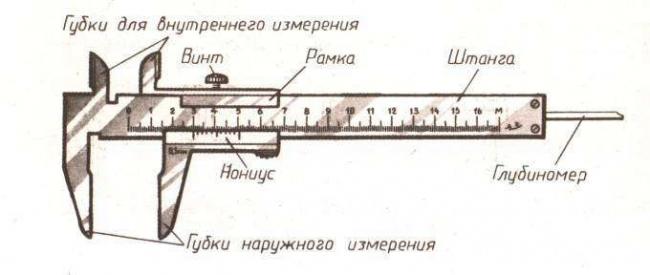
Конструкция штангенциркуля
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
 Устройство микрометра и разновидности измерительных приборов
Устройство микрометра и разновидности измерительных приборовОпределение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
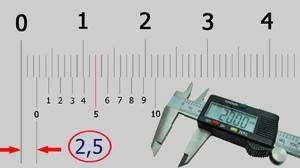
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Как правильно хранить инструмент
Чтобы продлить срок эксплуатации штангенциркуля, его необходимо правильно хранить. Для этого следует использовать специальный футляр. Рекомендуется периодически мягкой тряпочкой протирать поверхность устройства, чтобы убрать загрязнение. При частом применении ему не нужно дополнительных защитных мер. Если же пользоваться им редко, то нужно обрабатывать его машинным маслом. Необходимо избегать воздействия влаги и солнечных лучей и механических повреждений – ударов, царапин и др.
Штангенциркуль – инструмент, который часто требуется профессиональным мастерам и любителям. Если необходимо часто производить измерения, то потребуется приобрести такое устройство. Выбирая нужную модель, пользователю следует руководствоваться особенностями работы, учитывая особенности конструкции и стоимость таких инструментов.
 Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий — токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий — токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
-
 К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции. - В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
 К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.Читайте также: Модели самодельных садовых измельчителей веток и травы
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
-
 Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы. - Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
 Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Читайте также: Особенности конструкции и принцип работы бетоновибратора
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Принцип определения основан на простых математических и геометрических правилах кратности и пропорциональности. Как правильно пользоваться штангенциркулем, можно рассмотреть на примере образца с классом точности 0,05 мм.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.

При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Техника измерения ничем не отличается для размеров более 1 миллиметра — целая часть размера определяется по основной шкале, к ней добавляется дробная, определенная по описанному способу. Приведем несколько примеров подобных замеров.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Читайте также: Назначение, устройство и принцип действия ударной отвёртки
Примеры измерений:
-
 Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм. - Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.
 Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Для более точных измерений применяются инструменты более высокого класса точности — микрометры и микрометрические нутромеры с винтовой подачей рабочей измерительной головки и круговой шкалой с точностью 0,01 мм.
 Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Используемые источники:
- http://k-a-t.ru/metrologia/pogreshnost_izm/
- https://lesoteka.com/instrument-i-oborudovanie/shtangentsirkul
- https://pochini.guru/instrument/printsip-rabotyi-shtangentsirkulya

 UT204+ , токовые клещи TrueRMS, AC/DC 600A
UT204+ , токовые клещи TrueRMS, AC/DC 600A Рейтинг (ТОП-8) лучших манометров для измерения давления в шинах в 2019 году
Рейтинг (ТОП-8) лучших манометров для измерения давления в шинах в 2019 году Электронная рулетка или лазерный дальномер: ТОП-12 на «АлиЭкспресс»
Электронная рулетка или лазерный дальномер: ТОП-12 на «АлиЭкспресс» Миллиомметр
Миллиомметр