Обозначение:Наименование:Надфили. Технические условияСтатус:ДействуетДата введения:01/01/1979Дата отмены:-Заменен на: -Код ОКС:25.100.60Скачать:
Текст ГОСТ 1513-77 Надфили. Технические условия
СТАНДАРТ
ГОСУДАРСТВЕННЫЙ
СОЮЗА ССР
НАДФИЛИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1513—77 (СТ СЭВ 1300-78)
Издание официальное
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
 ГОСТ 24909-81 Саженцы деревьев декоративных лиственных пород. Технические условия
ГОСТ 24909-81 Саженцы деревьев декоративных лиственных пород. Технические условияУДК 621.918 : 006.354 Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ С О Ю 3 А ССР
НАДФИЛИ Технические условия
Ntedle files. Specifications
ОКП 3© 2930 к ‘
ГОСТ
1513—77
(СТ СЭВ 1300—78)
Срок действия с 01.01.70 до 01.01.04
 ГОСТ Р 51947-2002
ГОСТ Р 51947-2002Настоящий стандарт распространяется на надфили, предназначенные для обработки металлов, изготовляемые для нужд народного хозяйства н экспорта.
(Измененная редакция, Изм. № 1,2).
1. ТИПЫ
Надфили должны изготовляться типов:
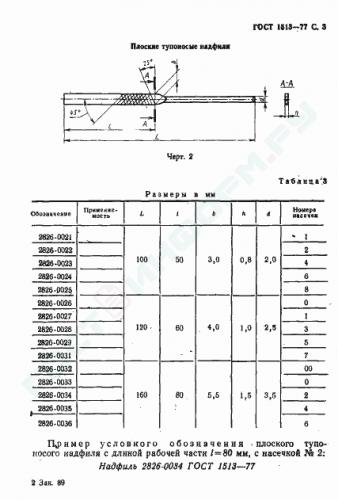
плоские тупоносые;
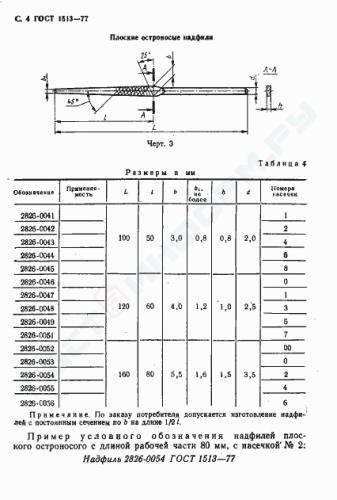
плоские остроносые;
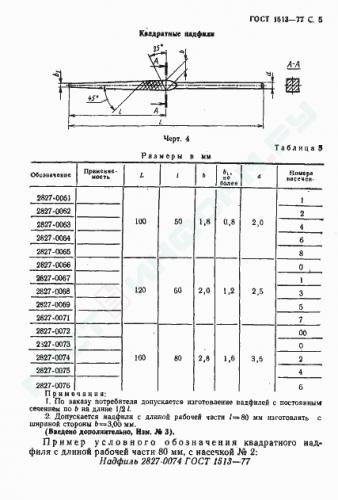
квадратные;
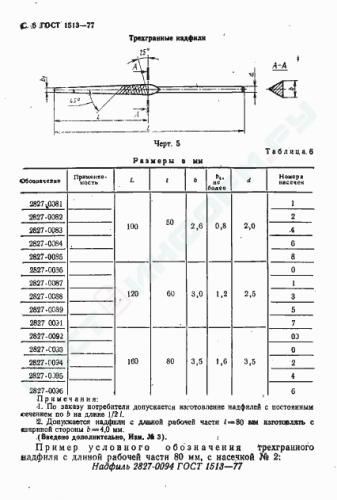
трехгранные;
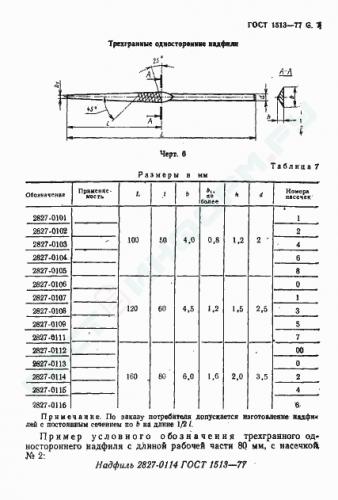
трехгранные односторонние;
 Резьба.Изображение и обозначение резьбы на чертеже. ГОСТ
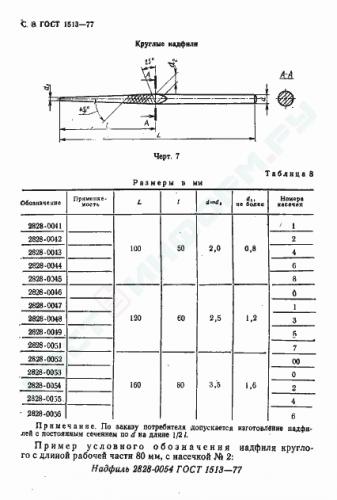
Резьба.Изображение и обозначение резьбы на чертеже. ГОСТкруглые;
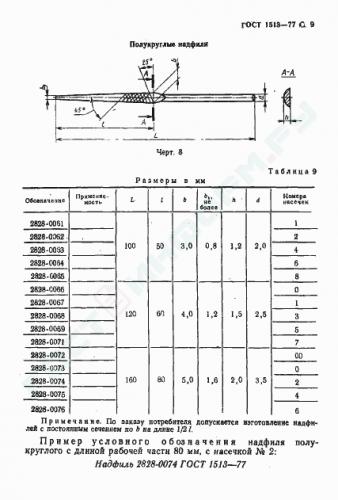
полукруглые;
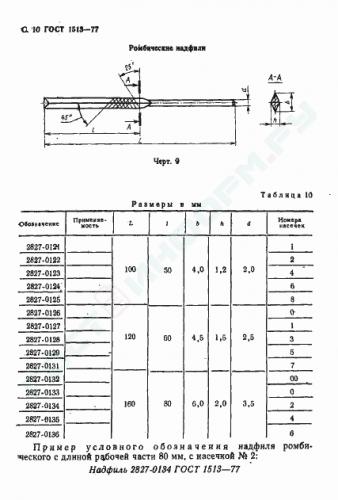
ромбические;
ножовочные;
овальные;
пазовые.
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК Й РАЗМЕРЫ НАДФИЛЕЙ
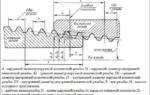
2.1. Надфили должны иметь двойную насечку: основную — под углом 25° и вспомогательную — под углом 45°. Узкие стороны плоских и ножовочных надфилей и овальные стороны пазовых надфилей должны иметь одинарную (основную) * ★
насечку.
Издание официальное
★
Е
® Издательство стандартов, 1977 @ Издательство стандартов, 1991 Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
Круглые и овальные надфили, полукруглая сторона полукруглых надфилей могут иметь одинарную (основную) насечку, кроме того круглые надфили могут иметь также спиральную одинарную насечку под углом 20+5°.
(Измененная редакция, Изм. № 2).
2.2. Расположение основной и вспомогательной насечек зубьев надфилей должно соответствовать указанному на черт. 1.
Вспомогательная насечка
шшштш
f f К
рснавщя насечка
Черт. 1
2.3. Надфили должны изготовляться десяти номеров насечек: 00; 0; I; 2; 3; 4; 5; б; 7; 8.
2.4. Количество основных и вспомогательных насечек на 10 мм длины должно соответствовать указанному в табл. 1.
Таблица 1
|
Номера насечен |
00 |
1 |
1 ; 2 |
3 |
4 |
5 |
б |
7 |
8 |
||
|
Количество насечек на 10 мм длины |
основных |
20 |
25 |
32 |
40 |
48 |
56 |
67 |
80 |
95 |
112 |
|
вспомога тельных |
16 |
21 |
27 |
35 |
42 |
50 |
61 |
74 |
87 |
104 |
В зависимости от длины рабочей части надфили должны иметь номера насечек, указанные в табл. 2.
Таблица 2
|
Длина рабочей части, мм |
Номера насечек |
|||||||||
|
50 |
_ |
—, |
1 |
2 |
1— |
4 |
—т* |
6 |
— |
8 |
|
60 |
— |
I |
— |
3 |
— |
5 |
—. |
7 |
— |
|
|
80 |
; оо |
— |
2 |
— |
4 |
— |
6 |
— |
— |
( Измененная редакция, Изм. № 2).
2.6. Размеры надфилей должны соответствовать черт. 2—12 и табл. 3—13.
Таблица 3
Размеры в мм
|
Обозначение |
Применяем мость |
L |
1 |
Ъ |
h |
d |
Номера насечек |
|
2626-0021 |
100 |
50 |
3,0 |
0,8 |
2,0 |
1 |
|
|
2826-0022 |
2 |
||||||
|
2826-0023 |
4 |
||||||
|
2626-0024 |
6 |
||||||
|
2826-0025 |
8 |
||||||
|
2826-0026 |
120 ! |
60 |
4,0 |
1,0 |
2,5 |
||
|
2826-0027 |
I |
||||||
|
2826-0028 |
3 |
||||||
|
2826-0029 |
5 |
||||||
|
2826-0031 |
7 |
||||||
|
2826-0032 |
160 |
80 |
5,5 |
1,5 |
3,5 |
00 |
|
|
2826-0033 |
|||||||
|
2826-0034 |
2 |
||||||
|
2826-0035 |
4 |
||||||
|
2826-0036 |
6 |
Пример условного обозначения плоского тупоносого надфиля с длиной рабочей части /=80 мм, с насечкой № 2:
2 Зак. 89
Таблица 4
Размеры в мм
|
Обозначение |
Применяемое ть |
L |
1 |
Ь |
fti , не более |
ь |
d |
Номера насечек |
|
2826-0041 |
1 100 |
50 |
3,0 |
1 0,8 |
0,8 |
2.0 |
1 |
|
|
2826-0042 |
2 |
|||||||
|
2826-0043 |
4 |
|||||||
|
2826-0044 |
6 |
|||||||
|
2826-0045 |
8 |
|||||||
|
2826-0046 |
120 |
60 |
4.0 |
1,2 |
• ,о |
2,5 |
||
|
2826-0047 |
1 |
|||||||
|
2826-0048 |
3 |
|||||||
|
2826-0049 |
5 |
|||||||
|
2826-0051 |
7 |
|||||||
|
2826-0052 |
160 |
80 |
5,5 |
1,6 |
1.5 |
3,5 |
00 |
|
|
2826-0053 |
||||||||
|
2826-0054 |
2 |
|||||||
|
2826-0055 |
4 |
|||||||
|
2826-С056 |
6 |
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2/.
Пример условного обозначения надфилей плоского остроносого с длиной рабочей части 80 мм, с насечкой* № 2:
Размеры в мм
|
Обозначение |
Применяе мость |
L |
1 |
ъ |
Ьх. не более |
d |
Номера насечек |
|
2827-0061 |
100 |
50 |
1,8 |
0,8 |
2,0 |
1 |
|
|
2827-0062 |
2 |
||||||
|
2827-0063 |
4 |
||||||
|
2827-0064 |
■—*——** 6 |
||||||
|
2827-0065 |
8 |
||||||
|
2827-0066 |
120 |
60 |
2,0 |
1,2 |
2,5 |
||
|
2827-0067 |
1 |
||||||
|
2827-0068 |
3 |
||||||
|
2827-0069 |
5 |
||||||
|
2827-0071 |
7 |
||||||
|
2827-0072 |
160 |
80 |
2,8 |
1,6 |
3,5 |
00 |
|
|
2327-0073 |
|||||||
|
2827-0074 |
2 |
||||||
|
2827-0075 |
4 |
||||||
|
2827-0076 |
6 |
Примечания:
1 По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 L
2. Допускается надфили с длиной рабочей части /=80 мм изготовлять с шириной стороны 5™ ЗДОмм,
(Введено дополнительно, Нам. № 3).
Пример условного обозначения квадратного над* филя с длиной рабочей части 80 мм, с насечкой № 2:
А-А
Таблица 6
Обозначение
Применяе
мость
bi.
не
более
Номера
насечек
2827-0Э81
2827-0082
2827-0Q83
2827-0084
2827-0035
2827-0036
2827-0087
2827-0088
2827-0089
2827 0031 2827-0092
2827-СОЭЗ
2827-00Э4
2827-0095
100
120
160
50
60
80
2.6
3t
3,5
0*8
1,2
1.6
2,0
2,5
3,5
А
8
03
2827-00Э6
Примечания:
1. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2/.
2. Допускается надфили с длшюй рабочей части /==80 мм изготовлять с шириной стороны 6^4,0 мм.
(Введено дополнительно, Изм. JA 3),
Пример условного обозначения трехгранного надфиля с длиной рабочей части 80 мм, с насечкой № 2;
Черт. 6
Размеры в мм
Таблица 7
|
Обозначение |
Применяе мость |
L |
г |
ь |
не более |
h |
d |
Номера насечек |
|
2827-0101 |
100 |
50 |
4,0 |
0,8 |
1,2 |
2 |
4 11 1 |
|
|
2827-0102 |
2 |
|||||||
|
2827-0103 |
4 |
|||||||
|
2827-0104 — |
6 |
|||||||
|
2827-0105 |
8 |
|||||||
|
2827-0106 |
120 |
60 |
4,5 |
1,2 |
1,5 |
2,5 |
||
|
2827-0107 |
1 |
|||||||
|
2827-0108 |
3 |
|||||||
|
2827-0109 |
5 |
|||||||
|
2827-0Ш |
7 |
|||||||
|
2827-0112 |
160 |
80 |
6,0 |
1,6 |
2,0 |
3,5 |
00 |
|
|
2827-0113 |
||||||||
|
2827-0114 |
2 |
|||||||
|
2827-0115 |
4 |
|||||||
|
2827-0116 |
В |
Примечание. По заказу потребителя допускается изготовление надфи* лей с постоянным сечением по Ь на длине 1/21.
Пример условного обозначения трехгранного од* постороннего надфиля с длиной рабочей части 80 мм, с насечкоА
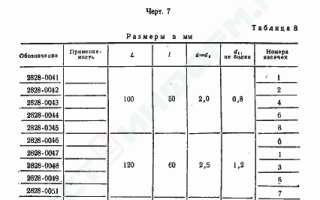
Размеры в мм
|
Обозначение |
Применяв- j МОСТЬ J |
L |
1 1 |
di» не более |
Номера насечек |
|
2828-0041 |
1 |
||||
|
2828-0042 |
2,0 |
0,8 |
2 |
||
|
2828-0043 |
100 |
50 |
4 |
||
|
2828-0044 |
6 |
||||
|
2828-0045 |
8 |
||||
|
2828-0046 |
|||||
|
2828-0047 |
1 |
||||
|
2828-0048 |
120 |
60 |
2,5 |
1,2 |
3 |
|
2828-0049 |
5 |
||||
|
2828-0051 |
7 |
||||
|
2828-0052 |
00 |
||||
|
2828-0053 |
|||||
|
2828-0054 |
160 |
80 |
3,5 |
1,6 |
2 |
|
2828-0055 ; |
4 |
||||
|
2828-0056 |
6 |
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по d на длине 1/2 L
Пример условного обозначения надфиля круглого с длиной рабочей части 80 мм, с насечкой № 2:
|
Обозначение |
Применяе мость |
L |
1 |
b |
bit не более |
h |
d |
Номера насечек |
|
2828-0061 |
100 |
50 |
3,0 |
0,8 |
1.2 |
2,0 |
1 |
|
|
2828-0062 |
2 |
|||||||
|
2828-0053 |
4 |
|||||||
|
2828-0084 |
6 |
|||||||
|
2828-0065 |
8 |
|||||||
|
2828-0066 |
120 |
60 |
4,0 |
1,2 |
1,5 |
2,5 |
||
|
2828-0067 |
1 |
|||||||
|
2828-0068 |
3 |
|||||||
|
2828-0069 |
5 |
|||||||
|
2828-0071 |
7 |
|||||||
|
2828-0072 |
160 |
80 |
5,0 |
1,6 |
2,0 |
3,5 |
00 |
|
|
2828-0073 |
||||||||
|
2828-0074 |
2 |
|||||||
|
2828-0075 |
4 |
|||||||
|
2828-0076 |
6 |
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 /.
Пример условного обозначения надфиля полукруглого с длиной рабочей части 80 мм, с насечкой № 2:
Таблица 10
Размеры в мм
|
Обозначение |
Применяе мость |
L |
1 |
ъ |
h |
а |
Номера насечек |
|
2827-0121 |
100 |
50 |
4,0 |
1,2 |
2,0 |
1 |
|
|
2827-0122 |
2 |
||||||
|
2827-0123 |
4 |
||||||
|
2827-0124. |
6 |
||||||
|
2827-0125 |
8 |
||||||
|
2827-0126 |
120 |
60 |
4,5 |
1.5 |
2,5 |
(У |
|
|
2827-0127 |
1 |
||||||
|
2827-0128 |
3 |
||||||
|
2827-0129 |
5 |
||||||
|
2827-0131 |
7 |
||||||
|
2827-0132 |
160 |
80 |
6,0 |
2,0 |
3,5 |
00 |
|
|
2827-0133 |
|||||||
|
2827-0134 |
2 |
||||||
|
2827-0135 |
4 |
||||||
|
2827-0136 |
1 |
6 |
Пример условного обозначения надфиля ромбического с длиной рабочей части 80 мм, с насечкой № 2:
Размеры в мм
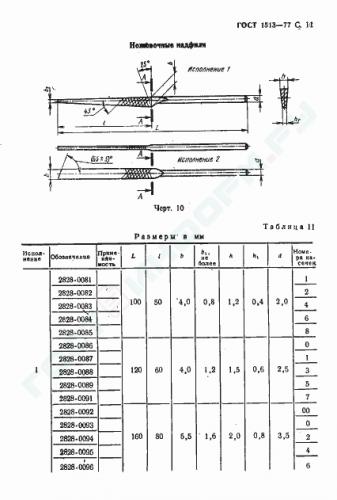
Таблица II
|
Испол нение |
Обозначение |
Приме-ияе-мость |
L |
1 |
Ь |
ьХ9 не более |
h |
fcl |
d |
Номера на-* сечеч |
|
1 |
2828-0081 |
100 |
50 |
4,0 |
0,8 |
1,2 |
0,4 |
2,0 |
1 |
|
|
2828-0082 |
2 |
|||||||||
|
2828-0083 |
4 |
|||||||||
|
2828-0084 |
6 |
|||||||||
|
2828-0085 |
8 |
|||||||||
|
2828-0086 |
120 |
60 |
4,0 |
1,2 |
1,5 |
0,6 |
2,5 |
|||
|
2828-0087 |
1 |
|||||||||
|
2828-0088 |
3 |
|||||||||
|
2828-0089 |
5 |
|||||||||
|
2828-0091 |
7 |
|||||||||
|
2828-0092 |
160 |
80 |
5,5 |
1,6 |
2,0 |
0,8 |
3,5 |
00 |
||
|
2828-0093 |
||||||||||
|
2828-0094 |
2 |
|||||||||
|
2828-0095 |
4 |
|||||||||
|
2828-0096 |
6 |
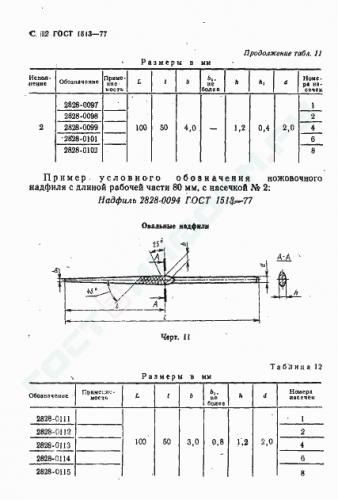
Продолжение табл.
Размеры в мм „
|
Испол нение |
Обозначение |
приме няе мость |
L |
1 |
Ь 1 |
btf не бо^ее |
h |
hi |
d |
Номг’ Ра Hf * сече: |
|
2 |
ЧШ-Ш) ^ 2828-0098 2828-0099 2828-0101 2828-0102 |
1 |
{ 100 |
1 50 |
1 4,0 |
1 |
1 1,2 |
{ 0,4 |
l 2,0 |
|
|
/ |
2^ |
|||||||||
|
/ 1 1 / 1—11 m |
_4/_ 8 |
Надфиль 2828-0094 ГОСТ 1513—77
Овальные надфили
Д-А
Обозначение
2828-0111 2828-0112 2828-0113 2828-П114 2828-0115
Приме яс мос?ь
Размеры в мМ
100
50
3,0
0,8
1,2
Т а б»й иц а 12
|
£ |
* |
6 |
&i» не |
h |
|
более |
2,0
Номера
насечек
4
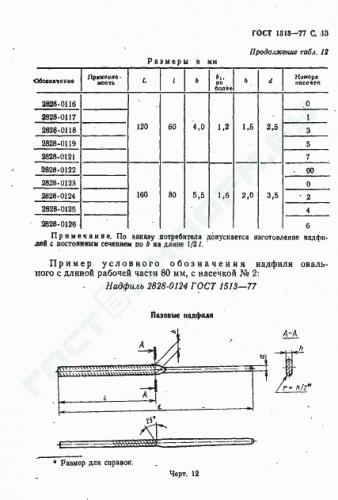
Продолжение табл. 12
Размеры в мм
|
Обозначение |
Применяв-мость |
L |
1 |
ь |
bit не более |
н |
d |
Номера насечек |
|
2828-0116 |
120 |
60 |
4,0 |
1,2 |
1,5 |
2,5 |
||
|
2828-0117 |
1 |
|||||||
|
2823-0118 |
3 |
|||||||
|
2828-0119 |
5 |
|||||||
|
2828-0121 |
7 |
|||||||
|
2828-0122 |
160 |
80 |
5,5 |
1,6 |
2,0 |
3,5 |
00 |
|
|
2828-0123 |
||||||||
|
2828-0124 |
2 |
|||||||
|
2828-0125 |
4 |
|||||||
|
2828-0126 |
6 |
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/21,
Пример условного обозначения надфиля овального с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2828-0124 ГОСТ 1513—77
Пазовые надфили
* Размер для справок.
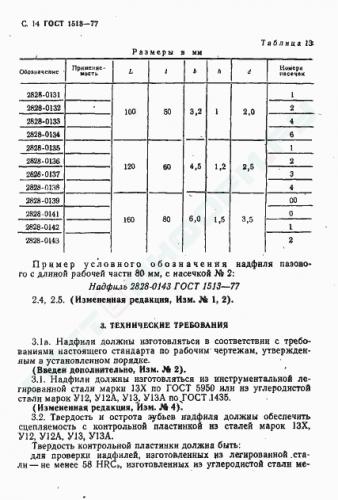
Размеры в мм
Таблица 1$
|
Обозначение |
Применяе мость |
L |
1 |
Ъ |
h |
d |
Номера иасецек |
|
2828-0131 |
100 |
50 |
3,2 |
1 |
2,0 |
1 |
|
|
2828-0132 |
2 |
||||||
|
2828-0133 |
4 |
||||||
|
2828-0134 |
6 |
||||||
|
2828-0135 |
120 |
60 |
4.5 |
1,2 |
2,5 |
1 |
|
|
2828-0136 |
2 |
||||||
|
2828-0137 |
3 |
||||||
|
2828-0138 |
4 |
||||||
|
2828-0139 |
160 |
80 |
6,0 |
1,5 |
3,5 |
00 |
|
|
2828-0141 |
|||||||
|
2828-0142 |
1 |
||||||
|
2828-0143 |
2 |
Пример условного обозначения надфиля пазового с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2828-0143 ГОСТ 1513—77
2.4, 2.5. (Измененная редакция, Изм. № 1, 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1а. Надфили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Введен дополнительно, Изм. № 2).
3.1. Надфили должны изготовляться из инструментальной легированной стали марки 13Х по ГОСТ 5950 или из углеродистой стали марок У12, У12А, У13, У13А по ГОСТ 1435.
(Измененная редакция, Изм. № 4).
3.2. Твердость и острота зубьев надфиля должны обеспечить сцепляемость с контрольной пластинкой из сталей марок 13Х, У12, У12А, У13, У13А.
Твердость контрольной пластинки должна быть:
для проверки надфилей, изготовленных цз легированной .стали— не менее 58 HRC3, изготовленных нз углеродистой стали ме-
тодом насекания — не менее 58 HRC3, методом нарезания — не менее 55 HRC*.
(Измененная редакция, Изм. № 1, 2).
3.3. На поверхностях надфилей не должно быть трещин. На рабочей поверхности надфилей не должно быть заусенцев, черно-вин и следов коррозии.
(Измененная редакция, Изм, № 4).
3.4. Отношение высоты зуба к нормальному шагу основной насечки должно быть не менее 0,47 для надфилей с насеченными зубьями и не менее 0,45 для надфилей с нарезанными зубьями.
Насечка на расстоянии до 3 мм от носка не контролируется.
3.5. Передний угол зуба надфиля, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки, может быть отрицательным, но не должен превышать:
у надфилей с нарезанными зубьями — минус 18°,
у надфилей с насеченными зубьями — минус 12°.
3.6. Предельные отклонения размеров надфилей должны быть не более, мм:
длины рабочей части I . . . . ±3
общей длины L…..—7
размеров b, d, а для круглых надфилей размера dt
+0,2
-0,3
размера h:
плоских, трехгранных односторонних, полукруглых, ромбиче
ских, ножовочных, овальных
+0,1
…..-0,2
пазовых …….. —0,2
разности ширин двух смежных сторон при большом угле ромбического надфиля ……0.2
3.7. Предельные отклонения:
угла наклона насечки 25°, 45° …. ±2°;
числа основных и вспомогательных насечек на 10 мм длины . …..±2 насечки.
3.6, 3.7. (Измененная редакция, Изм. № 2).
3.8. (Исключен, Изм. № 4).
3.9. Отклонение от прямолинейности рабочих поверхностей надфиля, не должно быть более 0,2 мм, хвостовика — 0,3 мм.
Отклонение от прямолинейности проверяется на длине насечки.
{Измененная редакция, Изм. № 1).
310. (Исключен, Изм. № 4).
3.11. По заказу потребителя хвостовики надфилей должны быть изготовлены с сетчатой накаткой 0,6 мм по ГОСТ 21474.
3.12. На поверхности круглых надфилей и на поверхности выпуклой стороны полукруглых надфилей при насечке рядками, насечки соседних рядков должны перекрывать друг друга.
3.13. Отклонение от перпендикулярности узких сторон плоских надфилей относительно широких не должно превышать 2°.
(Измененная редакция, Изм. № 1).
3.14. (Исключен, Изм. № 4).
3.15. По заказу потребителя допускается изготавливать надфили с укороченным на 40% хвостовиком для использования их при работе с цанговыми ручками.
3.16. Длина ненасеченного участка надфиля от начала зоны сопряжения рабочей и хвостовой части до начала основной насечки должна быть не более 8 мм.
3.17. Разность между наибольшим и наименьшим значениями: осевого шага основной или вспомогательной насечки на любом.-участке рассматриваемой стороны не должна превышать 10% номинального значения осевого шага.
3.18. Средний и установленный ресурсы надфилей, изготовленных из углеродистой стали, при условиях испытаний, указанных в разд. 5, должны быть соответственно:
138 и 62 мин — для надфилей с насечкой, образованной мето/-
дом насекания;
92 и 41 мин — для надфилей с насечкой, образованной методом нарезания.
3.19. Критерием предельного состояния надфилей является потеря сцёпляемости с контрольной пластинкой, твердостью указанной в п. 3.2.
3.18, 3.19. (Измененная редакция, Изм. № 3).
3.20. На ненасеченной части надфиля илц хвостовике должны быть четко нанесены:
товарный знак предприятия-изготовителя, марка стали 13К (марки стали У12, У12А, У13, У13А не маркируют), номер насечки.
3.21. При упаковывании надфили должны быть отделены один от другого.
(Измененная редакция, Изм. № 3, 4).
3.22. На потребительской таре должна быть указана твердость надфилей.
3.23. Внутренняя упаковка надфилей ВУ-1 по ГОСТ 9.014.
3.24. Остальные требования к упаковке, маркировке транспортной и потребительской тары по ГОСТ 18088.
3.16—3.24. (Введены дополнительно, Изм. № 2).
4. ПРИЕМКА
4.1. Правила приемки — по ГОСТ 23726.
(Измененная редакция, Изм. № 3).
4.2. (Исключен, Изм. № 3).
4.3. Периодические испытания, в том числе испытания на средний ресурс следует проводить один раз в 3 года, не менее чем на 5 надфилях, на установленный ресурс —один раз в год не менее чем на 5 надфилях.
Испытаниям подвергают по 5 шт. плоских тупоносых надфилей по двум широким сторонам, изготовленных методом нарезания и насекания.
(Измененная редакция, Изм. № 3).
5. (МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
5.1. Контроль внешнего вида осуществляется визуально.
5.2. При контроле параметров надфилей должны применяться методы и средства контроля, погрешность которых не должны быть более:
при измерении линейных размеров —. значений, указанных в ГОСТ 8.051;
при измерении углов — 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25% значения допуска на проверяемый параметр.
5.3. Ширина и толщина надфилей измеряются на ненасечен-ном участке рабочей части.
5.4. Отношение высоты зуба к нормальному шагу основной насечки на расстоянии до 3 мм от носка надфиля не контролируется.
5.5. Испытания надфилей на работоспособность проводят по сцепляемости с контрольной пластинкой твердостью, указанной в п. 3.2.
Пластину широкой стороной проводят по зубьям надфиля от носка к хвостовику. При этом на зубьях надфиля не должно быть следов смятия или выкрашивания их на вершинах.
Испытания надфилей ша средний и установленный ресурсы должны проводиться на специальных испытательных станках, которые должны соответствовать установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. № 3).
5.6. Насечка надфиля, подвергаемого испытанию, должна быть сухой.
5.7. Надфили должны испытываться на образцах (брусках) из углеродистой стали марки У8 по ГОСТ 1435, твердостью 170— 187 НВ, сечением 5 X 10 мм.
5.8. Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной Поверхности образца не должна быть более Rz 10 мкм.
5.9. Прижимающее усилие при испытании надфилей должно быть равно 17, 15 Н (1,72-кгс).
5.10. Число рабочих ходов испытательного станка должно быть 55—60 в мин, длина рабочего хода устанавливается в зависимости от длины рабочей части испытываемого надфиля.
5.11. Испытываемый участок рабочей части надфиля должен начинаться на расстоянии 10—15 мм от ненасеченного участка.
5.12. Приемочное значение среднего и установленного ресурсов надфилей, изготовленных из углеродистой стали, должно быть соответственно:
162 и 74 мин—для надфилей с насечкой, образованной методом насекания;
108 и 49 мин — для надфилей с насечкой, образованной методом нарезания.
Поправочный коэффициент на средний и установленный ресурсы надфилей из стали 13Х равен 1,3.
Периодичность контроля при испытании на средний ресурс надфилей с насечкой, образованной методом насекания,— через каждые 9 мин после перрых 74 мин; образованной методом- нарезания-— через каждые 6 мин после первых 49 мин.
(Измененная редакция, Изм. № 3, 4).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение надфилей — по ГОСТ 18088.
Разд 4—6. (Измененная редакция, Изм. № 2).
Разд. 7. (Исключен, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В. М. Пудов, Г. Я- Дубинская, Т. А. Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.09.77 № 2321
3. Срок проверки — 1993 г., периодичность проверки — 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 1300—78 в части надфилей
5. Взамен ГОСТ 1513—87
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела |
|
ГОСТ 6.051-»1 |
5.2 |
|
ГОСТ 9.014—7» |
3.23 |
|
ГОСТ 1435—90 |
3.1; 5.7 |
|
ГОСТ 5950—73 |
ЗЛ |
|
ГОСТ 18088—83 |
3.24; разд. 6 |
|
ГОСТ 21474-75 |
ЗЛ1 |
|
ГОСТ 23726—79 |
4.1 |
7. ПЕРЕИЗДАНИЕ (ноябрь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в августе 1982 г., ноябре 1987 г., декабре 1988 г., марте 1990 г. (ИУС 11—82, 2—88, 3—89, 6—90)
8- Проверен в 1987 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 24.11.87 № 4231)
Редактор А. Л. Владимиров Технический редактор Л. Я. Митрофанова Корректор А. Я. Зюбан
Сдано в наб. 16,01*91 Подл, в печ. 20.02.91 LJ25 усл„ п, л. 1.38 уел, кр.-отт, 1Д2 уч.-изд. л.
Тираж 9000 Цена 46 к.
Ордена «Знак Почета* Издательство стандартов, 123657, Москва, ГСП.
Новопресиенский пер., 3.
Калужская типография стандартов, у л. Московская,, 2Б6, Зак, 39
Главная > Оснастка > Инструмент > Надфиль: назначение, насечки, ГОСТ
Для механической обработки заготовок из различных материалов часто применяются напильники. Их рабочая поверхность представлена сочетанием режущих кромок, за счет которых обеспечивается снятие металла. Согласно справочной информации, небольшие напильники, применяющиеся для тонкой работы получили название надфиль. Общая длина изделия составляет 80 -160 мм, рабочая зона при этом варьирует в большом диапазоне. При производстве металлических надфилей применяются стандарты ГОСТ, которые исключают вероятность исполнения изделия с неподходящими эксплуатационными характеристиками. Рассмотрим подробнее что такое надфиль и для чего они применяются.
При рассмотрении вопроса что такое надфиль следует уделить внимание тому, что форма рабочей части может существенно отличаться. Опытный мастер, как правило, имеет целый набор инструментов в своем ассортименте. Эффективность обработки связано с двойной насечкой, одна из которых основная, а вторая вспомогательная.
Не стоит забывать о том, что надфиль это инструмент с рукояткой, на которой расположен номер насечки. В последнее время на поверхности наносится либо одна, либо две перекрестные насечки. Основная наносится под острым углом, она отвечает за снятие металла, вспомогательная под 45° и отвечает за отвод стружки с зоны резания. В соответствии с ГОСТ при производстве используется углеродистая инструментальная сталь (У8, У8А, У10 и др.). Этот материал обладает повышенной твердостью, за счет чего повышается эффективность снесения материала с поверхности.
Важное значение имеет качество рабочей поверхности. Даже незначительные дефекты могут стать причиной снижения эффективности проводимой работы.
Конструктивными особенностями изделия можно назвать наличие рабочей части и рукоятки, которая довольно большая. Форма рабочей поверхности надфиля может существенно отличаться, все зависит от поставленной задачи при работе. Алмазные надфили — их применение весьма обширное, за счет нанесения алмазного напыления существенно расширяется область применения инструмента, а также повышенную устойчивостью к износу.
Существуют самые различные виды надфилей, их область применения во многом зависит от поставленной задачи при работе. В последнее время большое распространение получили надфили с алмазным напылением. Они характеризуются повышенной устойчивостью к механическому воздействию. Бывают следующие варианты исполнения инструмента:
- Прямой одноконцевой. Подобный вариант исполнения характеризуется длинным цилиндрическим хвостовиком с насечками по краям.
- Двухконцевой характеризуется тем, что имеют два конца с насечкам. За счет этого изделие может применяться для обработки самых сложных поверхностей.
- Поперечные могут быть выполнены в самом различном виде. Примером можно назвать надфиль пазовый. Пазы имеют самую различную форму, именно поэтому с их выпиливанием может возникнуть довольно много проблем.
- Как ранее было отмечено, весьма распространены алмазные варианты исполнения. При этом зернистость алмазных инструментом может существенно отличаться, выбор проводится в зависимости от того, какова требуется производительность и какового твердость поверхностного слоя.
В продаже встречается просто огромное количество различных наборов надфилей, при покупке которых нужно обращать много внимания качеству каждого изделия, а также упаковке. Кроме этого, при покупке данного вида инструмента уделяется внимание тому, какова работа должна проводится.
В особую группу можно отнести надфили модернизированные, которые выполняются в электрическом виде. Они существенно упрощают проводимые работы, однако в продаже встречаются крайне редко. Втрое предназначение заключается в обработке труднодоступных мест. К особенностям отнесем следующие моменты:
- Устройство может применяться в самых различных режимах.
- Рабочая часть приводится в действе благодаря установленному двигателю, а также небольшой передаче.
В целом можно сказать, что электрические наиболее привлекательные и предназначены для проведения самых различных работ.
Кроме этого, встречаются и пневматические надфили. Их ключевые моменты следующие:
- Получили весьма широкое применение в автомобильной индустрии. Кроме этого, устанавливается на производственных линиях.
- Пневматический привод позволяет проводить обработку небольших изделий.
- Передача усилия проводится за счет воздуха, который сжимается и поддается под давлением.
Пневматика считается надежной и производительной. Подобный инструмент часто поставляется с различными быстросъемными насадками, предназначенными для проведения самой различной работы.
Классификация также проводится по типу применяемого материала при изготовлении рабочей части. Классификация выглядит следующим образом:
- Алмазные надфили подходят для работы со стеклом и керамикой. Подобный материалы характеризуются высокой твердостью и низкой степенью обрабатываемости. Стоит учитывать, что подобное напыление не имеет ничего общего с алмазами, так как при производстве используется крошка специального искусственного камня. Низкая зернистость позволяет получать поверхность с небольшой шероховатостью. При этом зернистость может существенно отличаться, все зависит от того, какого результата нужно добиться после проведения работы.
- Фогольцевые надфили часто применяются при изготовлении ювелирных изделий, позволяют получить точную форму. В большинстве случаев основная часть изготавливается из высокопрочной инструментальной сталью, которая характеризуется повышенной степенью износоустойчивости. С обеих сторон рабочая часть полукруглая, по обеим концам немного сужается, за счет чего расширяется область применения.
Многие производители указывают то, какие материалы применяются при изготовлении основной части. Это связано с тем, что подобная информация считается наиболее важной, так как мягкие сплавы становятся причиной быстрого износа поверхности.
Классификация также проводится по виду граней. Они во многом определяют то, какой вид обработки может проводится. Довольно большое распространение получили следующие:
- Клиновидные характеризуются острым окончанием. Отличительные особенности заключаются в наличии двух острых граней, а также ребра, за счет которого обеспечивается обработка. Эта группа делиться на два основных типа: с острым или закругленным ребром. При применении инструмента можно провести обработку небольших углов деталей.
- Игольчатые отличаются от других вариантов исполнения тем, что обладают небольшими размерами. Длина рабочей поверхности, как правило, варьирует в пределе от 25 до 35 мм. Встречается этот инструмент относительно не часто, это связано с тем, что он достаточно специфический в применении, подходит для точной работы. Хвостовик в этом случае изготавливается в квадратной форме. Чаще всего игольчатые варианты исполнения используются для работы с золотыми украшениями.
- Бархатные надфили характеризуются тем, что на один сантиметр приходится около 25-80 зубьев. За счет этого есть возможность проводить самую тонкую работу, так как за один проход снимается всего 0,05 мм. После применения подобного инструмента есть возможность получить поверхность без разводов и других дефектов.
По виду граней классификация инструментов проводится довольно часто. Стоимость некоторых из-за сложности производства довольно высока.
Также выделяют несколько специальных. Они следующие:
- Рифель.
- Пазовые.
- Ножовочные.
Все они характеризуются определенной областью применения и многими другими характеристиками.
Встречаются самые различные формы и размеры надфилей. Как правило, опытные мастера включают в свой комплект самые различные варианты исполнения.
Напильники различной формы применяются для финишной обработки деталей с небольшими размерами. Разную форму инструмент имеет также по причине того, что изделия формы также имеют самые различные.
При изготовлении инструмента должны применяться самые различные стандарты. Примером можно назвать следующую информацию:
- Для плоских применяется ГОСТ 1513-77, в котором указывается область применения и другие характеристики.
- Встречаются и круглые варианты исполнения, которые подходят для работы со сложными изделиями.
Также встречается алмазный ГОСТ 23461-84 вариант исполнения, который сегодня часто применяется для обработки различных заготовок.
Скачать ГОСТ 1513-77
Скачать ГОСТ 23461-84
Надфиль ГОСТ позволяет исключить вероятность, что изделие не будет обладать требуемыми характеристиками. ГОСТ 1513-77 применяется при изготовлении большинства вариантов исполнения.
Все надфили обладают мерной длиной, которая может быть 80, 120 или 160 мм. Кроме этого, размеры поперечного сечения также могут существенно отличаться.
Не стоит забывать о том, что размеры подбираются в зависимости от области применения инструмента. Во многом определяющим фактором можно назвать размеры заготовок.
Применяемые стандарты определяют то, что по типу насечек выделяют 5 основных групп. Для того чтобы определить тип насечки на инструменте нужно изучить информацию, которая наносится на рукоятке.
Если требующейся информации нет на рукоятке, то следует уделить внимание другому типу изделия, так как есть вероятность того, что инструмент изготовлен без соблюдения установленных стандартов в ГОСТ.
Важной часть ручных инструментов – рукоятка. Если она неудобная, то на момент проведения работы могут возникать серьезные проблемы.
В последнее время наибольшее распространение получили рукоятки, изготавливаемые из пластика или дерева. Также встречаются варианты исполнения из прессованной бумаги.
При выборе рассматриваемого инструмента рекомендуют руководствоваться достаточно большим количеством различных рекомендаций. Примером назовем следующее:
- Уделяется внимание отсутствию заводских дефектов.
- Выбирается изделие по номеру насечек.
- Размеры основной части также имеют важное значение. С увеличением длины заготовки увеличивается рабочая часть.
- На поверхности не должно быть коррозии.
Рекомендуется отдавать предпочтение изделиям, которые изготавливают известные производители. Их продукция зачастую обладает наиболее привлекательными эксплуатационными характеристиками.
Только правильное использование надфиля позволяет существенно продлить его эксплуатационный срок. Среди рекомендаций отметим:
- Нельзя проводить обработку по масляному пятну, запрещается попадание смазывающих веществ.
- Не стоит забывать о том, что изделие не рассчитано на воздействие большого механического воздействия.
- Стоит учитывать, что обработка твердых сплавов, если рабочая часть не предназначена для этого, приводит к быстрому износу режущих кромок. Слишком мягкие сплавы могут стать причиной забивания стружкой.
После использования инструмента следует провести его очистку. Кроме этого, запрещается класть надфиль на металлические части, оказывать ударную нагрузку. Даже незначительный скол становится причиной существенного снижения эксплуатационного срока и основных качеств.
Метки: Слесарный инструмент
Скачать документ бесплатно (Печать в pdf)
Описание:
Обозначение: ГОСТ 1513-77
Статус:действующий
Название русское: Надфили. Технические условия
Название английское: Needle files. Technical conditions
Дата издания: 01.11.1990
Дата введения в действие: 01.01.1979
Переиздание: переиздание с изм. 1
Область и условия применения: Настоящий стандарт распространяется на надфили, предназначенные для обработки металлов, изготовляемые для нужд народного хозяйства и экспорта
Взамен: ГОСТ 1513-67
Список изменений: №1 от (рег. ) «Срок действия продлен» №2 от (рег. ) «Срок действия продлен» №3 от (рег. ) «Срок действия продлен» №4 от (рег. ) «Срок действия продлен»
Приложение №0:Изменение №1 к ГОСТ 1513-77
Приложение №1:Изменение №2 к ГОСТ 1513-77
Приложение №2:Изменение №3 к ГОСТ 1513-77
Приложение №3:Изменение №4 к ГОСТ 1513-77
Текст ГОСТ 1513-77

Приложения к ГОСТу
Изменение №1 к ГОСТ 1513-77
Обозначение: Изменение №1 к ГОСТ 1513-77
Дата введения в действие: 01.01.1983
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 1513-77
Обозначение: Изменение №2 к ГОСТ 1513-77
Дата введения в действие: 01.07.1988
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 1513-77
Обозначение: Изменение №3 к ГОСТ 1513-77
Дата введения в действие: 01.06.1989
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 1513-77
Обозначение: Изменение №4 к ГОСТ 1513-77
Дата введения в действие: 01.09.1990
Текст поправки интегрирован в текст или описание стандарта.
Скачать документ бесплатно (Печать в pdf)
ГОСТы
Используемые источники:
- https://allgosts.ru/25/100/gost_1513-77
- https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/nadfil.html
- https://gostinform.ru/razdel-oks-25-100-60/gost-1513-77-obj4512.html
 Зенкер по дереву: что такое, виды, как сделать своими руками
Зенкер по дереву: что такое, виды, как сделать своими руками Набор винтов под потай м2/м2.5/м3. Для ноутбуков и не только
Набор винтов под потай м2/м2.5/м3. Для ноутбуков и не только Патрон сверлильный: виды, особенности, предназначение
Патрон сверлильный: виды, особенности, предназначение Патрон сверлильный самозажимной: виды и описание
Патрон сверлильный самозажимной: виды и описание