![]() Эта статья — первая из небольшого цикла статей по сборке, настройке и калибровке 3D принтера RepRap Prusa Mendel (Iteration 2). Эти статьи не будут детальным пошаговым руководством, скорее это будет нечто вроде плана, набора советов, описания подводных камней и некоторых моментов слабо освещенных в официальной вики проекта RepRap. В общем, систематизацией моего скромного опыта полученного при сборке 3D принтера. В этой статье речь пойдет о возможностях 3D принтера который можно собрать самостоятельно и о выборе контрактной модели.
Эта статья — первая из небольшого цикла статей по сборке, настройке и калибровке 3D принтера RepRap Prusa Mendel (Iteration 2). Эти статьи не будут детальным пошаговым руководством, скорее это будет нечто вроде плана, набора советов, описания подводных камней и некоторых моментов слабо освещенных в официальной вики проекта RepRap. В общем, систематизацией моего скромного опыта полученного при сборке 3D принтера. В этой статье речь пойдет о возможностях 3D принтера который можно собрать самостоятельно и о выборе контрактной модели.
Введение
Сначала немного о том что такое 3D принтер, зачем он нужен и почему именно RepRap. 3D принтер это устройство для создания физического объекта на основе компьютерной 3D модели. Иногда 3D принтеры называют устройствами быстрого прототипирования (rapid prototyping), потому что с их помощью можно в кратчайшие сроки пройти путь от идеи до работающего прототипа. 3D принтеров, как и технологий печати — великое множество. И печатать принтеры могут разными материалами — от пластика до нержавеющей стали и биологических тканей. Конечно дома держать (а тем более — собрать самостоятельно) можно не любой 3D принтер. Больше всего для этого подходят принтеры использующие технологию FDM — fused deposition modelling. Суть её в том что трёхмерный объект создается путём последовательного нанесения слоев расплавленного материала (чаще всего — пластика). Принцип работы FDM принтера достаточно прост — расходный материал (пластик) дозировано подается в экструдер, в котором он плавится и тонкой струйкой выходит через сопло экструдера. Первый слой пластика ложится на поверхность стола для печати (print bed). Последующие слои ложатся поверх предыдущего. Т.к. горячий пластик хорошо склеивается с предыдущим слоем — на выходе получается цельный объект.
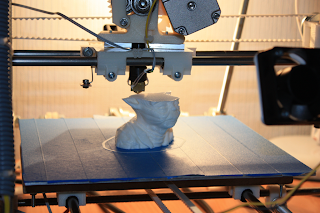 |
| Объект в процессе печати. |
Благодаря своей простоте, доступности и небольшим габаритам FDM принтеры стали очень популярными — есть множество готовых моделей которые может купить любой желающий, а также есть открытые проекты рассчитанные на самостоятельную сборку 3D принтера.
Покупать или собирать?
Скорее всего, если вы задаетесь таким вопросом, то ответ будет — покупать. Самостоятельная сборка 3D принтера требует много усилий, времени, инструментов, а в результате вряд ли вам удастся сильно сэкономить, да и качество печати, скорее всего, получится хуже чем у покупного принтера. Однако, если вам хочется сделать что-то своими руками, есть запас терпения, свободного времени, и большое желание разобраться как это все работает — то можно взяться за постройку принтера. Кроме того, самостоятельно собранный принтер можно совершенствовать практически бесконечно, улучшая качество и увеличивая скорость печати, или вообще — превратить его в сверлильный станок или гравёр с ЧПУ. Как промежуточный вариант можно купить набор (kit) для сборки 3D принтера, но это, на мой взгляд, самый плохой вариант. Купив кит, вы не получите самых существенных преимуществ от покупки готового принтера, таких как полностью собранный, проверенный и откалиброванный принтер. Но и получить все преимущества от самостоятельной сборки принтера, такие как — наличие неограниченного количества запасных деталей, высокая ремонтопригодность, и, конечно, удовольствие от конструирования — тоже вряд ли удастся. Скорее всего, большую часть времени вам придется возиться с проблемами конкретного кита.
Почему RepRap Prusa Mendel?
Как я уже говорил, открытых проектов по сборке 3D принтера несколько, среди них: RepRap, Ultimaker, Makerbot Thing O’Matic. На момент написания этой статьи самым популярным был именно RepRap, и это послужило первой причиной его выбора. Второй причиной послужило то что модели проекта RepRap показались мне проще для сборки. И, наконец, третья причина — это большое количество документации, статей и видео по проекту RepRap. Сообщество очень большое и отзывчивое, ответ на любой вопрос можно получить на форуме или IRC канале. На главной странице RepRap Wiki можно увидеть несколько различных моделей 3D принтеров: Mendel, Prusa Mendel, MendelMax, Wallace, RepRapPro Huxley, RepRapPro Mendel. Там же можно и почитать чем они отличаются.
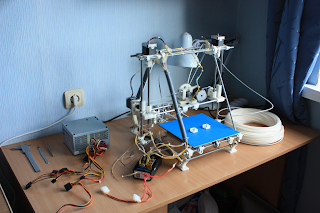 |
| Мой RepRap Prusa Mendel на начальных этапах калибровки. |
Если вкратце — RepRap Prusa Mendel это полноразмерный принтер при разработке которого фокусировались на простоте сборки и настройки, а также доступности запчастей. Т.к. у меня нет мастерской со станками и множеством инструментов — этот вариант оказался для меня наиболее подходящим. Впрочем, если у вас ситуация противоположная — я бы рекомендовал обратить внимание на модели принтеров с неподвижным (а вернее перемещающимся по оси Z) столом, такие как Ultimaker. Как можно догадаться из названия — RepRap Prusa Mendel это модификация принтера RepRap Mendel созданная Джозефом Прюшей (Prusa). Главной предпосылкой в создании этой модификации послужило то, что оригинальный Mendel был слишком сложен в постройке и калибровке. Созданная Прюшей модель оказалась в этом плане намного удачнее.
Что можно напечатать?
К сожалению, методом FDM можно распечатать не любую модель. Главное ограничение здесь в том, что модель печатается послойно, и следующий слой должен ложится на предыдущий (как при строительстве кирпичного дома). Это означает, что если в модели будут определенные отверстия или свесы, может создаться ситуация когда следующему слою будет не на что ложиться, а зависнуть в воздухе, к сожалению, не получается.
| Пример «невозможной» печати — части объекта обведенные красной пунктирной линией «висят в воздухе». |
Конечно, принтер может печатать свесы (overhangs) и мосты (bridges) до тех пор пока их угол/длинна не превышают предельного значения, но качество печати при этом падает. Кроме того, принтер должен быть хорошо откалиброван и снабжен вентилятором, что бы хорошо справляться со свесами и мостами.
| Пример печасти моста. Расстояние между опорами — 2см. |
| Пример печати свеса. Длинна свеса 1,4см. |
Для решения этих проблем обычно стараются располагать модель таким образом, что бы количество свесов и мостов было минимальным. Если это не удается — модель можно разбить на части, напечатать по частям а затем склеить или свинтить. Еще можно при печати модели печатать также специальные поддерживающие структуры на которые будут ложиться следующие слои, что бы не висеть в воздухе. Используя эти методы, в принципе, можно напечатать модель практически любой формы. Еще одно существенное ограничение это степень детализации. Нить расплавленного пластика имеет свою толщину (около 0,4мм), да и позиционирование сопла не идеально точное (около 0,1 — 0,2 мм), поэтому слишком мелкие детали распечатать не получится. Но даже несмотря на эти ограничения список того что можно напечатать с помощью такого 3D принтера огромен — всевозможные модельки, детали, игрушки, предметы обихода и т.д. Я бы советовал посмотреть напечатанные модели на сайте Thingiverse что бы составить общее представление о возможностях 3D принтера. Этот сайт — самое популярное открытое хранилище со всевозможными моделями, которые можно оттуда скачать и распечатать. Вот немного моделей распечатанных на моем принтере (хотя они не являются образцом качества). Материал — PLA.
| Куб-компаньон из игры Portal. |
| Модель истребителя F-15. |
| Крепление для вентилятора. |
| Еще одна система крепления для вентилятора. |
| Действующая модель редуктора. |
Чем печатать?
В качестве расходного материала для принтера используются прутки из различных материалов. Использование прутка, а не гранул, обусловлено типичной конструкцией экструдера. Дело в том, что при печати необходимо уметь выдавливать точное количество пластика. В случае с пластиковым прутком это просто — т.к. диаметр прутка фиксирован и известен (1,75мм либо 3мм), достаточно просто подать нужное количество прутка в экструдер. Использование гранул вместо прутка сильно бы усложнило конструкцию экструдера. Хотя у пластика в гранулах есть одно неоспоримое преимущество — крайне низкая цена. В большинстве случаев для печати используются прутки из ABS и PLA. Еще можно печатать водорастворимым PVA, полиэтиленом, нейлоном, поликарбонатом. Но наиболее отработанной, распространенной и безопасной является всё же печать из ABS и PLA.ABS (aкрилонитрилбутадиенстирол) — прочный пластик с температурой плавления около 100C. Из него, например, сделаны детали конструктора Lego. Части RepRap напечатаны именно из ABS.PLA — биоразлагаемый пластик с температурой плавления около 60C. В развитых странах используется для производства одноразовой посуды и пакетов. Нетоксичен, основным сырьем для его производства служит кукуруза. В продаже можно найти прутки практически любых цветов, и даже светящиеся в темноте. Но это позволит лишь делать модели разных цветов, использование нескольких цветов при печати одной модели таким принтерам пока не под силу (если, конечно, модель не печатается по частям). Хотя стоит упомянуть что есть экструдеры с несколькими соплами, которые при печати позволяют одновременно использовать 2-3 различных прутка (например разных цветов, или из разных материалов).
 На 3D-принтере научились печатать стекла разных составов
На 3D-принтере научились печатать стекла разных составовСтоимость и время печати
Пластиковый пруток обычно продается на вес. Килограмм ABS или PLA прутка диаметром 3мм стоит около 20-50$ (в зависимости от качества прутка и наглости продавца). Что бы примерно оценить расход пластика взгляните на эту модельку магистра Йоды:
| Модель магистра Йоды из Звездных Войн. |
На её печать ушло 40г PLA, в денежном эквиваленте это около $1,5. Время печати сильно зависит от настроек принтера и самой модели, поэтому дать какую-то оценку здесь тяжело. Скажу только что эта моделька магистра Йоды печаталась чуть больше трёх часов.
Итог
Я надеюсь эта статья помогла вам составить общее прелставление о FDM 3D принтерах. И если вы все же решили построить его самостоятельно — в следующей статье я расскажу о том где можно достать необходимые материалы и инструменты, и во сколько всё это обойдется.Про 3Д принтеры написано уже воз и малая тележка, но когда начинаешь собирать самостоятельно — сталкиваешься с кучей вопросов и проблем, которые нигде не описаны… Данный пост — маленькое пособие для начинающих РепРаперов (ну и остальным что-то пригодится) про шишки, которые я набивал при сборке своего RepRap Prusa Mendel.
Часть 0, или чем и как печатать
Принтеры класса РепРап — печатают, в основном, пластиковым прутком. Это не значит, что они ограничены только им: есть модификации под шоколад, олово, крепление фрезы и т.д. Но основное — пластиковый пруток. Печать сводится к тому, что мы подаём этот самый пруток с помощью экструдера в нагревательную головку, там он плавится и под давлением запихиваемого в головку прутка — выдавливается через сопло. Получившуюся тонкую струйку пластика мотаем по X-Y координатам, приклеивая сначала к столу, а потом — к предыдущему слою. Тут существуют несколько тонкостей: 1. Если сам к себе пластик прилипает отлично, то вот к столу — проблемно. Поэтому стол нагревают и покрывают «каптоном» — термоскотчем янтарного цвета. ФЗ почему так, но эксперименты показывают, что к нему липнет лучше всего. 2. Методика не позволяет печатать нависающие детали. Пруток просто не успевает застывать в воздухе и провисает… Решения есть, понятное дело, но учитывать надо. Итак, основных игроков на рынке пластика для принтеров два: ABS и PLA.
ABS



PLA



«Тёмная лошадка» — PVA
Свежачёк — в продаже появился буквально на днях. Инфы мало, известно только то, что растворяется в воде. Применяется как разделитель при печати составных деталей, когда, к примеру, печатается гайка, которая сразу надета на болт: после печати вымывается разделитель и гайка спокойно крутится на болту!Плюсы: растворяется в воде, что полезно в некоторых вещах.Минусы: растворяется в воде, что вредно в совершенно других ситуациях. И дорогой, скотина! Дороже ПЛА!
Резюме:
Печатают чаще всего АБСом: он и дешевле, и надёжнее… Остальные — под ситуацию: к примеру, народ навострился из PLA печатать линейные подшипники для принтеров.
Глава 1. Разница между разными моделями принтеров
Про всяческие оптические и т.п. говорить не буду — там принцип совсем другой. Тут речь пойдёт про «прутковые» принтеры, которых накопилось уже куча моделей и в которых народ потихоньку начинает плавать.
 3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробовать
3D принтер Anycubic Kossel Pulley : собираем китайский комплект. Инструкция для тех, кто не боится попробоватьДарвин
В начале было слово и слово это было «Дарвин». Возможно были и другие какие-то прототипы, но первым РепРапом стал именно он. В Дарвине печатающая головка двигалась по X-Y осям на вершине «куба», а платформа по мере печати опускалась вниз на четырёх шпильках по краям, связанных с мотором зубчатыми ремнями. В дальнейшем РепРап принтеры практически ушли от этой практики: её унаследовал только «внебрачный сын» Дарвина — Maker Bot Thing-o-matic.
Maker Bot Thing-o-matic
Уход от концепции «самокопирующихся» принтеров. Мейкер-Боты почти на 90% сделаны из фанеры лазерной резкой. В остальном — довольно близки по концепции с Дарвином: опускающаяся платформа и головка движется по X-Y. Говорят, что такая компоновка даёт МейкерБотам и их клонам большую точность печати. Возможно — спорить не буду. Но как минус — напечатать на МейкерБоте детали к МейкерБоту для друга у вас не выйдет!
Мендель
Т.н. «Оригинальный» или «Классический». Как это не смешно, но концепция Дарвина не прижилась среди РепРапов: Мендель стал «треугольным», рабочий стол начал ездить только по Y-оси, а печатающая головка — по X и Z. Причём ось Z обслуживал только один мотор с ременной передачей на пару шпилек… Говорят, что оригинальный Мендель был жутко сложен в наладке и сборке. Поэтому сейчас основной игрок — его потомок из Чехии:
Мендель Прюша (Prusa)
Кто-то может возмутиться такой транскрипцией, но дело в том, что это не английский, это Чешский. Автором модификации является чех Йозеф Прюша. По мнению многих — Прюша-Мендель более прост в сборке. В принципе — он сильно похож на оригинальный Мендель, но… Одна из основных вещей — Джозеф отказался от ременной передачи на шпильки для Z-оси и поставил два мотора, непосредственно соединённых с соответствующими шпильками.
Мендель Макс
Если Дарвин, Мендель и Прюша собираются на основе шпилек М8, то Мендель Макс — из фигурного профиля. По-идее — даёт большую жёсткость конструкции, но если шпилька продаётся по 36 рублей за метр в том-же строймаркете, то нужный профиль ещё и найти надо где-то!!! Авторы в какой-то мере пытаются упирать на то, что «Зато мы можем этот профиль печатать на самом принтере!» На практике — ну явно-же размеры печатной области не дадут места для профиля нужной длины!
Орка
Венец простоты в сборке: минимум деталей, минимум «непечатных» деталей и вообще. Существуют фанерные варианты этого принтера от авторов, но… Один из главных плюсов — он варьируется в размерах и за счёт отсутствия рамы — сильно компактен!
Глава 2. Как и чем рулить.
В минимальной конфигурации в принтере наличествуют следующие вещи:
- 4 (5) шаговых моторов — X-Y-Z+экструдер
- Датчики температуры для сопла и нагревательного стола
- Нагреватели стола и головки
- Три концевых датчика на осях в нуле
Ну и прочие, типа второго экструдера, которому тоже надо нагреватель и термистор, концевиков в «максимуме», вентилятора для охлаждения головки и т.п. Ясное дело — всё это просто так к компьютеру подключить нельзя, поэтому используется «промежуточное звено» в виде контроллера. «Проблема» в том, что нарисованную в 3Д студии модель просто так в контроллер не запихнёшь: ему на такое 3Д мозгов не хватит — максимум что он умеет — крутить моторами и ловить инфу с датчиков. А что хотели от AVR-ок? Поэтому уже давно был принят т.н. G-код для управления фрезерками и т.п. станками с ЧПУ. Собственно Г-код — это набор простых команд в стиле «Переместить по X-Y на… со скоростью …», «Выставить температуру… на …», «Двигаться по… до концевика» и т.п. Конвертацией моделей в Г-код занимается специальная программа на компе — Слайсер. К ней мы ещё вернёмся. Г-код на сайтах обычно не выкладывают, т.к. он чаще всего заточен под конкретный принтер.Совет: если деталь собираетесь повторять в дальнейшем — сохраните Г-код! Конвертация — довольно длительный процесс! В дальнейшем — управляющая программа потихоньку стравливает Г-код контроллеру и тот его выполняет. Или, в некоторых модификациях контроллера, устанавливается картридер для Микро-SD и прога заливает Г-код на карточку целиком, после чего компьютер можно даже и отключить: в таких случаях к контроллеру обычно подключают ЖК-дисплей и несколько кнопок для управления и контроля. Пройдёмся по компонентам:
Шаговые двигатели NEMA-17
Многие новички считают, что это — название какой-то конкретной модели. Так вот: это не так! Это стандарт под «посадочное место» шаговиков! Конкретная модель — целиком и полностью зависит от собирающего! Краткий «ликбез» про шаговые движки: Если простой двигатель работает по принципу «Подали ток и завертелся», то шаговики — имеют несколько обмоток и при подаче на одну из них тока двигатель фиксируется в определённом положении. Подали на следующую и отключили на этой — он сделал шаг вперёд. Переключили на предыдущую — шаг назад. Управляющих проводов, обычно, четыре. Ток подаётся на соседнюю пару проводов, потом на «этот + следующий» и т.д. Это т.н. «шаговый» или «полно-шаговый» режим. Большая часть шаговиков — на 200 шагов. Т.е. он должен сделать 200 шагов, что-бы повернуть на 360 градусов ротор. Много это или мало? Полный оборот — для оси Z это перемещение на миллиметр. 200 шагов — делят его на отрезки по 0.005 мм. Вроде неплохо, но всегда хочется БОЛЬШЕГО! Поэтому народ придумал «полушаговый» режим: ток подаётся не на два, а на три соседних провода, т.е. — на пару соседних обмоток одновременно! При этом движок «застывает» между двумя шагами. Затем одна из обмоток отключается и он переходит на неё, потом включается следующая при этой работающей — он переезжает на пол-шага вперёд… И т.д. Как не трудно посчитать — шагов становится 400! Но… «Хочим ещё!» завопил народ и придумал «Микрошаговый» режим! В шаговом — мы включаем отдельные обмотки, в полу-шаговом — подаёём на соседние напряжение «поровну»… А что будет, если на одну обмотку подать раза в два меньше? А в три? Прааавильно! Ротор остановится не посредине между двумя обмотками, а «с закосом» в сторону большей!!! Таким макаром шаг делят на 4, 8 и 16 частей (можно и больше, но честно скажу — выше «шестнадцатой» — не видел!)!!! Толку от этого не особо, казалось-бы, но если в шаговом режиме движок «щёлкает»при переходе между шагами, то деление шага делает его более бесшумным! На делителе «16» принтер работает так, что из соседней комнаты при открытых дверях его не слышно!!! Проблема в том, что если для шагового и полу-шагового режимов достаточно четырёх «мостов», то «микрошаг» — более сложен. Поэтому некоторые фирмы наладили выпуск «контроллеров шаговых двигателей».
 3d принтер RepRap Prusa i3 — плюсы и минусы
3d принтер RepRap Prusa i3 — плюсы и минусыКонтроллер шагового двигателя
Логика действия контроллера мотора проста до безобразия: подаём питание для логической части и для движка, после чего — на пару управляющих контактов подаётся направление и сигнал «шаг»: есть «шаг» — мотору выдаются напряжения для перемещения ротора на шаг, полу-шаг или микро-шаг, в зависимости от того, что мы задали перемычками.Схема, если кому интересно. Контроллеры шаговиков в последнее время бывают обычно с режимом 1/16, но можно напороться на 1/8: купил тут на Ебае, не посмотрел, а оказалась «восьмёрка»… «Глазастики» заметят, что на контроллере присутствует переменный резистор. Зачем? А для регулировки рабочего напряжения шаговиков: они, увы, бывают и под 12 вольт, и под 4 и под 8 и т.п.Как настроить? Выставляяем регулятор примерно на середину. (если есть сомнения — можно выкрутить в крайнее левое положение (против часовой стрелки)) После подключения моторов (на собранном принтере!) включаем ОДИН из них и даём из программы команду на перемещение. Если тянет — хорошо. Если тянет и после остановки гудит — крутим регулятор против часовой, пока не перестанет. Если не тянет — крутим по часовой. Опять запускаем движение и повторяем по-необходимости. Нам нужен баланс между «Не гудит» и «нормально ездит»! После настройки одного движка — даём команду на отключение моторов и повторяем со следующим!
Концевые датчики
Нужны для определения нуля, что-бы остановить движки до того, как они что-нить разнесут. Бывают оптическими и нажимными. Оптический — оптопара, попадая в щель которой «флажок» концевика подаёт сигнал на контроллер. Нажимной — тупо кнопка. Микрик… Ясен пень — оптический точнее. Но для X-Y точность не особо нужна, так что можно съэхогномить…
Термисторы
Термистор нужен для замера температуры печатающей головки и нагревательного стола. Принцип прост: у него меняется сопротивление в зависимости от температуры… Итого — меряем сопротивление и получаем температуру! Просто? Ну-ну… Проблем там две: 1. Рабочий диапазон температур до 300 градусов. Нам столько не особо нужно, но ниже — только 200 градусные! Я так накололся, в итоге на 220 градусах мой термистор «заснул»… 2. Таблица калибровки: у термисторов не везде и не особо линейные зависимости… Поэтому народ их КАК-ТО калибрует и выкладывает таблицы… Итого: термистор лучше брать один из тех, для которых есть таблицы зависимостей!Замечание: Провода до термисторов должны быть минимально возможной длины!!! Помните, что мы меряем СОПРОТИВЛЕНИЕ в проводнике и длинные провода — это лишние Омы в цепи!!!
Нагреватель экструдера
«Традиционно» народ для этих целей использовал обычно нихромовую проволоку. Но это довольно муторно её наматывать, отмерять и т.д. Да её напряжно даже и купить-то!!! Поэтому народ для этих целей начал юзать резисторы определённых типов… Фишка в том, что некоторые резисторы, по факту, та-же нихромовая проволока, только в корпусе! Ну и как следствие — греются при подаче напряжения что твой утюг…Замечание: Помните, что рабочие температуры для пластика — порядка 200 градусов и выше! А припой обычно плавится при 100 градусах! И что получается? Праааавильно — отвалятся ваши провода к чёртовой бабушке!!! Используйте обжимную фигню, что-бы соединить провода и контакты нагревателя: клеммы коннекторов и т.п. Как вариант, конечно, высокотемпературные припои, но это довольно муторный процесс…
Нагреватель рабочего стола
Некоторые используют нихромовую проволоку, приклеенную снизу к листу алюминия, другие — клеят туда стопку из тех самых резисторов, что в нагревателе… А третьи — пошли по пути наименьшего сопротивления, посчитали то самое сопротивление и в редакторе нарисовали на фольгированном гетинаксе плату с длиииинной кривой дорожкой, которая соответствует по свойствам нихромовой проволоке! Итого — довольно «копеечное» и красивое решение!Совет: Не клейте каптоновый скотч прямо на термостол! Дело в том, что скотч иногда надо менять, а клеить аккуратно в принтере его СЛОЖНО! Да и иногда надо вынуть деталь вместе с основой, что-бы отодрать её спокойно… Поэтому вырезаем из фольгированного гетинакса прямоугольник по форме термостола, клеим на него термоскотч и прикрепляем к столу металлическими канцелярскими прищепками!!! Надо вынуть? Отцепили прищепки и вынули! Профит! С электронными частями принтера практически всё. Единственное, что ещё можно сказать, прежде чем перейти к контроллеру:Совет: Купите термоклей «Радиал»!!! Это хрень, типа процессорной термопасты, но он ПРИКЛЕИВАЕТ!!! Термисторы приклеивать лучше им, им-же — вклеить нагреватель. Ну и я его заодно как изоляцию для проводов у нагревателя юзаю… Итак,
Контроллер принтера
В основном, в последнее время контроллеры принтера делают совместимым с Ардуино IDE, под который и написаны практически все прошивки. Основные «игроки» — RAMPS, Sanguinololu и разные версии Generation Electronics.
Generation Electronics
Тут надо заметить, что номера в Gen — это не версии а разные подходы. Gen 3 — плата контроллера и контроллеры моторов разнесены, соединение проводами. Если хочется бардак на столе — ваш выбор. Gen 6 — контроллеры моторов (микросхемы) впаяны в плату управления намертво. Сгорит один — чини всю плату, т.к. там SMD монтаж этих самых микросхем. Gen 7 — контроллеры моторов Pololu в «кроватках». Плюс питание от ATX БП и сборка без SMD компонентов. ATmega644 как процессор.
Sanguinololu
Сочетание Sanguino (клон Ардуино) и Pololu (контроллеров моторов). В принципе — близкий родственник Gen 7, но более компактный монтаж. Как минус — Gen7 рассчитан на «лазерно-утюжные» платы, а тут — не разбежишься…
RAMPS
RepRap Arduino Mega Pololu Shield — как понятно из названия — это «шелд» между Ардуино и контроллерами моторов Pololu. «Мой выбор». В чём плюшки:
- В основе стандартная Ардуина Мега.
- Поддерживает ПЯТЬ независимых контроллеров моторов! В других — обычно обходятся четырьмя: три на оси и четвёртый — экструдер. Пятый контроллер — для второго экструдера.
- Два выхода на нагреватели экструдеров + отдельный на нагревательный стол. Т.е. — можно на экструдеры подавать пластик с разными температурами!!!
- Три входа для термисторов (2 экструдера+стол)
- Шесть входов для концевых датчиков (можно поставить только три, но при желании — можно установить и максимальные!)
- I2C и SPI для разнообразных дополнительных функций.
- Коннектор для модуля SD-карты.
- Ну и кучкудук пока не используемых фишек…
Минусы: платить приходится за Ардуину, шелд и контроллеры моторов. Ну и кучка SMD монтажа, что не всем в кайф… Пока что — мне она больше всех нравится, но, говорят, появилось несколько конкурентов… Часть 1 подошла к концу. Во второй части вы узнаете: Что такое Слайсер и нафига он нужен? Заглядываем деталям под «юбку» и наводим «мосты». Что такое экструдер, как он работает и что из себя представляет печатающая головка. Ну и прочее, о чём вспомню в процессе!Используемые источники:
- http://null-b.blogspot.com/2012/12/3d-reprap-1.html
- https://habr.com/post/140873/

 Тест Anet A6 - опыт и улучшения
Тест Anet A6 - опыт и улучшения Обзор Creality Ender 5: лучший 3D-принтер менее $ 500
Обзор Creality Ender 5: лучший 3D-принтер менее $ 500 Самый самый самый 3D принтер (дельта)
Самый самый самый 3D принтер (дельта) Самодельный принтер на SCARA механике
Самодельный принтер на SCARA механике